Изобретение относится к прокатному производству, в частности к холодной прокатке жести.
Холодную прокатку жести производят на непрерывных многоклетевых станах последовательным обжатием горячекатаной травленой полосы до конечной толщины. Для уменьшения нагрузок на двигатели привода рабочих валков на поверхность прокатываемой полосы наносят технологическую смазку. При прокатке жести в качестве технологической смазки служит смесь пальмового масла с водой.
Известен способ холодной прокатки жести, в котором поверхность горячекатаной травленой полосы после травления перед холодной прокаткой смазывают пальмовым маслом, которое служит для предотвращения царапания поверхности при смотке полосы на линии травления и служит смазкой при холодной прокатке.
Недостатком способа является значительный расход пальмового масла на холодную прокатку.
Наиболее близким техническим решением к изобретению является способ холодной прокатки жести, который состоит в нанесении на полосу перед холодной прокаткой смазочного слоя и последующей холодной прокатке на конечный размер (Антонов С.П. и др. Холодная прокатка жести. - М.: Металлургия, 1965, с. 18-34; прототип),
Недостатком этого способа является неравномерное распределение слоя пальмового масла на поверхности травленого подката,что создает значительные нагрузки на двигатель привода рабочих валков и ограничивает производительность стана холодной прокатки.
Целью изобретения является повышение производительности путем повышения скорости холодной прокатки, обеспечиваемой равномерным распределением смазки по поверхности полосы.
Указанная цель достигается тем, что полосу перед холодной прокаткой обдувают паром с температурой не менее 180°С.
При анализе патентной и научно-технической литературы не обнаружено подобных способов холодной прокатки жести, поэтому можно сделать вывод, что данное
сл
техническое решение соответствует критерию существенные отличия.
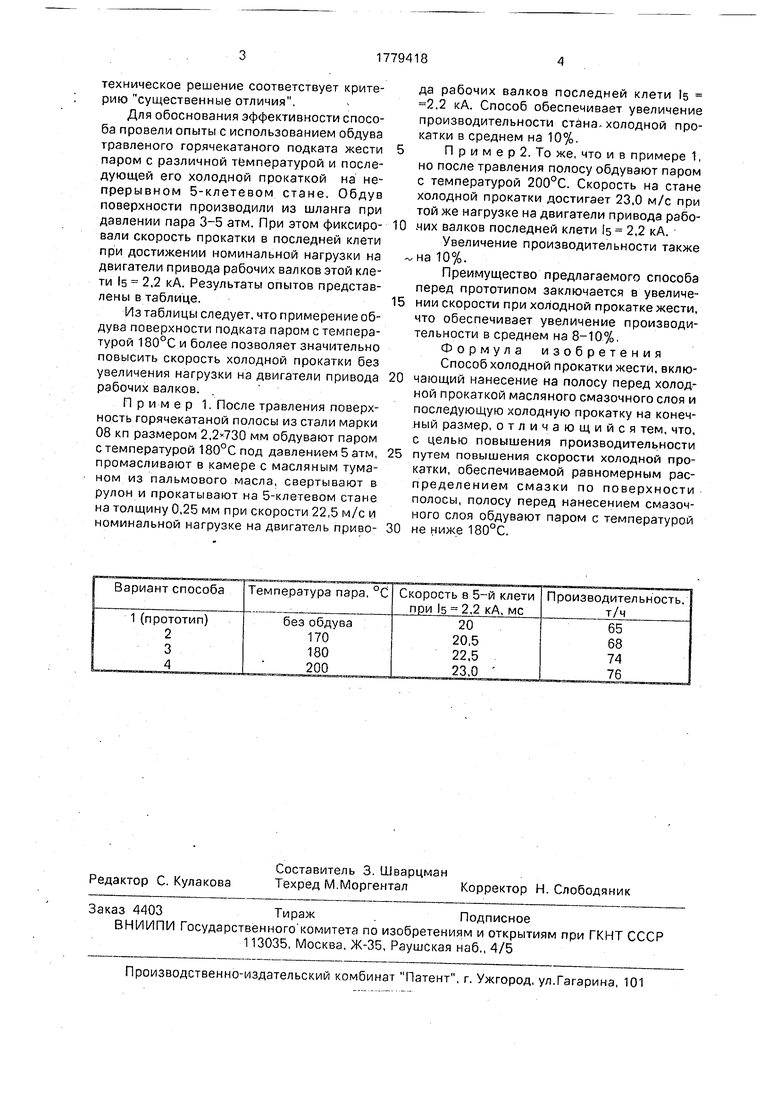
Для обоснования эффективности способа провели опыты с использованием обдува травленого горячекатаного подката жести паром с различной температурой и последующей его холодной прокаткой на непрерывном 5-клетевом стане. Обдув поверхности производили из шланга при давлении пара 3-5 атм. При этом фиксировали скорость прокатки в последней клети при достижении номинальной нагрузки на двигатели привода рабочих валков этой клети Is 2.2 кА. Результаты опытов представлены в таблице.
Из таблицы следует, что примерение обдува поверхности подката паром с температурой 180°С и более позволяет значительно повысить скорость холодной прокатки без увеличения нагрузки на двигатели привода рабочих валков.
Пример 1. После травления поверхность горячекатаной полосы из стали марки 08 кп размером 2, мм обдувают паром с температурой 180°С под давлением 5 атм, промасливают в камере с масляным туманом из пальмового масла, свертывают в рулон и прокатывают на 5-клетевом стане на толщину 0,25 мм при скорости 22,5 м/с и номинальной нагрузке на двигатель приво0
5
0
5
0
да рабочих валков последней клети Is 2,2 кА. Способ обеспечивает увеличение производительности стана- холодной прокатки в среднем на 10%.
П р и м е р 2. То же, что и в примере 1, но после травления полосу обдувают паром с температурой 200°С. Скорость на стане холодной прокатки достигает 23,0 м/с при той же нагрузке на двигатели привода рабо- .чих валков последней клети Is 2,2 кА.
Увеличение производительности также , на 10%.
Преимущество предлагаемого способа перед прототипом заключается в увеличении скорости при холодной прокатке жести, что обеспечивает увеличение производительности в среднем на 8-10%.
Формула изобретения
Способ холодной прокатки жести, включающий нанесение на полосу перед холодной прокаткой масляного смазочного слоя и последующую холодную прокатку на конечный размер, отличающийся тем, что, с целью повышения производительности путем повышения скорости холодной прокатки, обеспечиваемой равномерным распределением смазки по поверхности полосы, полосу перед нанесением смазочного слоя обдувают паром с температурой не ниже 180°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТОНКИХ СТАЛЬНЫХ ПОЛОС | 1997 |
|
RU2124955C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 1998 |
|
RU2123398C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТОНКОЛИСТОВОЙ СТАЛИ | 2005 |
|
RU2288791C1 |
| Способ эксплуатации технологических смазочных и моющих средств при производстве проката | 1987 |
|
SU1542653A1 |
| Способ эксплуатации технологического смазочного средства при холодной прокатке | 1992 |
|
SU1831392A3 |
| Способ смазки полосы при холодной прокатке | 1988 |
|
SU1565554A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ТЕХНОЛОГИЧЕСКИХ СМАЗОЧНО-ОХЛАЖДАЮЩИХ СРЕДСТВ ПРИ ПРОИЗВОДСТВЕ ПРОКАТА | 1992 |
|
RU2030937C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 1999 |
|
RU2164451C2 |
| СПОСОБ ПОДГОТОВКИ ГОРЯЧЕКАТАНОГО СТАЛЬНОГО ПОДКАТА К ХОЛОДНОЙ ПРОКАТКЕ | 2014 |
|
RU2600151C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТОНКИХ ПОЛОС ИЗ МАЛОУГЛЕРОДИСТОЙ СТАЛИ | 2008 |
|
RU2387506C2 |
Использование: холодная прокатка жести. Сущность изобретения: на полосу перед холодной прокаткой наносят масляный смазочный слой и осуществляют холодную прокатку на конечный размер. Перед нанесением смазочного слоя поверхность полосы обдувают паром с температурой не менее 180°С. Обдувка горячим паром полосы способствует равномерному распределению смазки по ее поверхности. Это позволяет повысить скорость прокатки. 1 табл.
| Антонов Р.П | |||
| и др | |||
| Холодная прокатка жести | |||
| М.; Металлургия, 1965 | |||
| с | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
