(54) СТАН ДЛЯ ПРОКАТКИ ШТУЧНЫХ ЗАГОТОВОК ТИПА ТЕЛ ВРАЩЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки изделий типа тел вращения | 1978 |
|
SU770634A1 |
| Стан для прокатки профильных из-дЕлий | 1979 |
|
SU795688A1 |
| Стан для прокатки профильных изделий | 1977 |
|
SU621433A1 |
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
| Автоматическая линия поперечно-клиновой прокатки | 1986 |
|
SU1407647A1 |
| СТАН ДЛЯ ОДНОВРЕМЕННОЙ ПРОШИВКИ И ПРОКАТКИ ПРОФИЛИРОВАННЫХ ТРУБНЫХ ЗАГОТОВОК ДЛЯ КОЛЬЦЕВЫХ ИЗДЕЛИЙ | 1960 |
|
SU132175A1 |
| Устройство для настройки и контроля зазора между валками пилигримового стана | 1984 |
|
SU1196054A1 |
| Устройство косвенного регулирования размеров проката в непрерывной группе клетей мелкосортно-проволочного стана | 1987 |
|
SU1414488A1 |
| Стан поперечно-винтовой прокатки | 1976 |
|
SU564069A1 |
| Стан для поперечно-клиновой прокатки изделий типа ступенчатых валов | 1981 |
|
SU952406A1 |
- i
Изобретение относится к обработке металлов давлением, в частности к изготовпению профильных заготовок поперечной прокаткой.
Известен стан поперечно-клиновой прокатки, содержащий клеть с рабочими валками, напрюляющую призму, каретку, несущую толкатель, копиртю-рычажный механизм кинематически связываюидай каретку с нижним валком стана 11.
Недостатком этого стана является большая инерционность его подвижных частей, ограничивающая скорость подачи заготовок.
Известен также стан для прокатки штучнь1х заготовок типа тел вращения, содержащий кЛеть с рабочими валками и механизмом заготовок, имеющим толкатель, связанный с одним из валков 2.
Недостатком известного стана является низкая надежность его работы из-за сложной кинематической цепи, а также ограниченная скорость подачи заготовок. Последнее объясняется тем, что с увеличением скорости подачи заготовок увеличиваются инерционные нагрузки и снижается точность подачи заготовок. Снижение
скорости заготовсмс приводит к снюкенню скорости вращения валксю н к уменьще1ШЮ 1фоизводапельност$1 строга.
Цепь «зобрпеаяя - повьпиение производительности я надеяоюсти работы стана.
Поставленная цепь достигается тем, что в известном, стане для врокатки штучных заготовок топа тел вращеюи, содержащем клеть с рабо ашв валкамя и механизм подачи заготовок, ямеющиА толкатель, «связанный с одним из валtoков, связь хсшкателя с вадвсамй выполнена в В1ще системы уо авлашя, связанной с питающей сетью, и электродвигателя, имеющего статор, связанный с системой управления, и ксящйщжшю размещшный внутри него индукISтор, расположенный соосно толкателю и жестко соединенный с последним.
При%м CMCWMA управления выполнена в. виде 3neKTf necicit связанных между собой коммутак, логического устрсйства, датчика
20 путевого контроля толкателя.
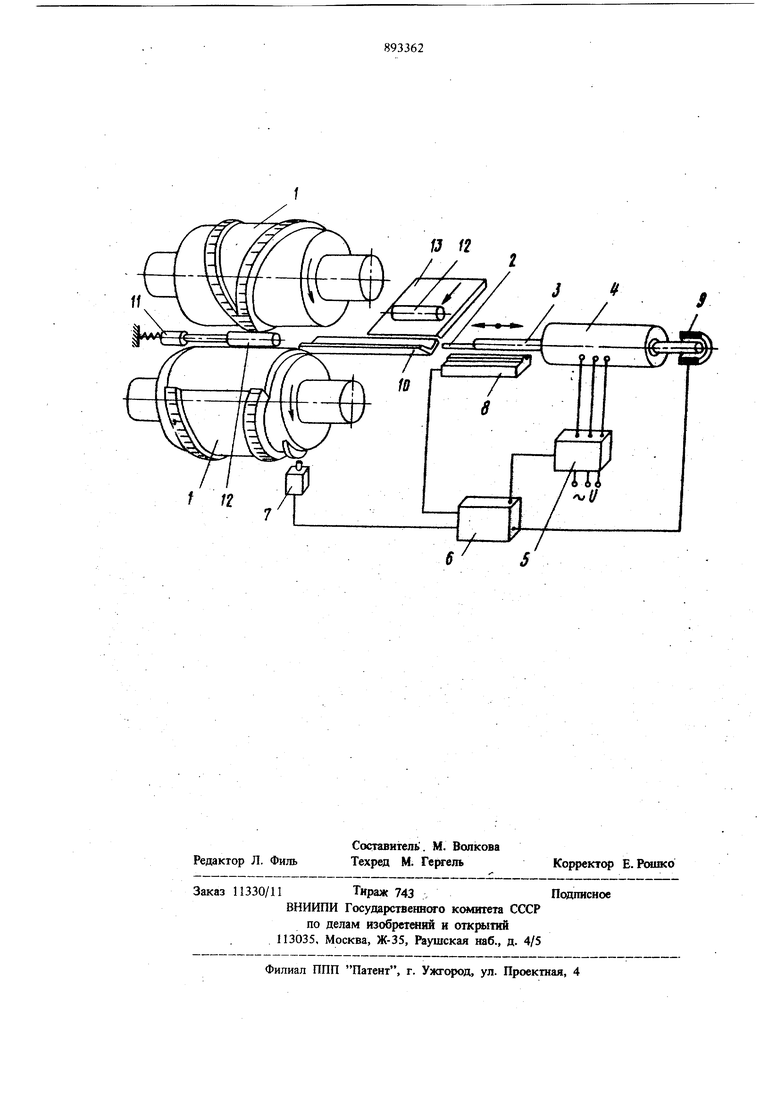
Кроме TorOj стан снабжен фиксатором крайнего положения толкателя, вьшо.гшенным в ви|де электромагнита, установленного соьсно индуктору электродвигателя и связанного с логическим устройством. На чертеже изображен стан для прокатки штучных заготовок. Стан содержит прокатную клеть с валками1 и механизм подачи заготовок, содержащий толкатель 2, жестко связанный с индуктором 3 линейного электродвигателя. Статор 4 линейного электродвигателя подключен к питающей сети через систему управления, содержащую коммутатор 5, логическое устройство 6, датчик 7 положения рабочих валков, датчик 8 путевого кситроля. Датчик 8 путевого контроля установлен по пути движения толкателя 2 и выпол нен в виде линейного потенциометра, обеспечивающего изменение электрических параметров питающей сети в соответствии с заданной закономерностью движения толкателя в пределах цикла. Для фиксации исходного положения толкателя соосно индуктору 3 линейного электродви гателя установлен электромагнит 9, электрически связанный с логическим устройством 6. . Пр пути движения толкателя 2 установлена направляющая призма 10 и упор 11, ограничива ющий осевое перемещение заготочки 12. Стан работает следующим образом. Заготовка 12 по лотку 13 подается в направляющую призму 10. При повороте валков на угол, соответствующий зоне загрузки, датчиЛ 7 подает сигнал в логическое устройство 6, ко торое вьщает сигнал на отключение злек1 омагнита 9 и через коммутатор 5 подключает статор 4 линейного электродвигателя к питающей сети. Электромагнит 9 освобождает индук тор линейного электродвигателя, при этом толк тель 2 соверщает движение вперед, перемещая заготовку 12 по направляющей призме 10 в прокатную клеть до упора 11. В конце хода толкателя датчик 8 путевого контроля подает сигнал через логическое устройство на коммутатор 5, который осуществляет реверс линейно го двигателя, при этом толкатель возвращается в исходное положение и фиксируется электроMarHHTOMj включенным по сигналу датчика 8. Наличие электрической системы управления ynpoitfaet обслуживание предлагаемого стана и порыщает надежность его работы, а возможность формирования закономерности движения позволяет сообщить толкателю равноускоренное движение: малую скорость в момент встречи толкателя с заготовкой и увеличенную скорость подачи заготовки в зону прокатки. В известном стане с кинематической связью толкателя с валком скорость толкателя в конце хода не превыщает 2 м/с и дальнейшее увеличение скорости невозможно из-за больщих вдерционных нагрузок, тогда как в стане предлагаемой конструкции скорость толкателя в конце хода может быть увеличена до 3 м/с, т. е. в 1,5 раза, что позволяет, не снижая технологических возможностей стана, в 1,5 раза увеличить его производительность. Формула изобретения 1.Стан для прокатки щтучных заготовок типа тел вращения, содержащий клеть с рабочими валками и механизм подачи заготовок, имеющий толкатель, связанный с одним из валков, отличающийся тем, что, с целью повышения пройзводательности и надежности работы стана, связь толкателя с валком вьшолнена в виде системы управления, связанной с питающей сетью,и лшейного электродвигателя, имеющего статор, связанный с системой управления, и кондентричНо размещенный внутри него индуктор, расположенный соосйо толкателю и жестко соединенный с последним. 2.Стан по п. 1, о т л и ч а ю щ и и с я тем, что система унравления выполнена в виде электрически связанных между собой коммутатора, логического устройства, датчика путевого контроля толкателя. 3.Стан по вп. 1 и 2, о т л и ч а ю щ и и с я тем, что он сааЗжен фиксатором крайнего положения толкателя, выполненным в виде электромагнита и связанного с логическим устройством. Источники информации, принятые во внимание при экспертизе 1.Веремеевич Ю. И. И др. Конструкции автоматических станов поперечно-клиновой нрокахки.- Кузнечно-штамповочное производство, 1976, N« 9, с. 29-31. 2.Авторское свидетельство СССР N 621433, «л. В 21 Н 9/00, 10.01.77 (прототип).
