Изобретение относится к области удаления старых красок, в частности к термическим методам удаления лакокрасочных покрытий с поверхности деталей.
При переплаве деталей, возвращенных с других предприятий после окончания их срока эксплуатации, возникает необходимость массового удаления старого лакокрасочного покрытия с поверхности этих деталей, чтобы исключить загрязнение получаемых из них высокочистых сплавов элементами наполнителей лакокрасочных покрытий.
В производственных условиях удаление старого лакокрасочного покрытия может осуществляться следующими методами: механическим, термическим и химическим.
Механический способ удаления лакокрасочного покрытия с деталей не приемлем при массовом производстве из-за низкой производительности способа, значительного расхода дорогостоящего режущего инструмента и необходимости утилизации стружки, загрязненной лакокрасочным материалом.
Химический способ удаления лакокрасочного покрытия с деталей также не приемлем при массовом производстве из-за низкой производительности способа, значительного расхода химических реагентов (смывок), низкой экологичности способа (выброс аэрозолей в атмосферу) и необходимости утилизации химических реагентов, загрязненных лакокрасочным материалом.
Наиболее приемлемым способом для массового удаления старых лакокрасочных покрытий с деталей является термический способ, который отличается высокой производительностью и надежностью при удалении старых покрытий разных систем.
Известен способ удаления лакокрасочного покрытия с деталей, выбранный авторами за прототип, включающий нагрев окрашенной поверхности деталей пламенем газовых горелок и механическое удаление остатков старого покрытия (Окраска металлических поверхностей. ОМТРМ. 7312-010-78. М.: Химия, 1978 г., с.117).
Недостатками известного способа являются: значительный расход горючих газов, применяемых в горелках; значительные потери металла детали, вызванные сильным окислением поверхности детали в процессе высокотемпературной обработки ее газовым пламенем; низкая экологичность способа, вызванная выбросом в атмосферу продуктов сгорания горючих газов, паров металла и лакокрасочного покрытия.
Заявляемое изобретение направлено на снижение потерь металла, снижение расхода материалов и повышение экологичности процесса удаления лакокрасочного покрытия.
Указанная задача решается следующим образом. В отличие от известного способа удаления лакокрасочного покрытия с поверхности деталей, включающего нагрев окрашенной поверхности деталей и механическое удаление остатков покрытия, по заявляемому способу нагрев окрашенной поверхности деталей осуществляют в индукторе при удельной мощности 0,03-0,12 кВт/см2 в течение 0,15-1,5 мин, а удаление остатков покрытия производят через 5-180 с после окончания нагрева.
Сравнительный анализ заявляемого технического решения с прототипом показывает, что заявляемый способ отличается от известного тем, что нагрев окрашенной поверхности деталей осуществляют в индукторе при удельной мощности 0,03-0,12 кВт/см2 в течение 0,15-1,5 мин, а удаление остатков покрытия производят через 5-180 с после окончания нагрева.
При анализе патентных и научно-технических источников не выявлено технических решений, обладающих всей совокупностью существенных признаков заявляемого изобретения, что позволяет сделать вывод о соответствии заявляемого технического решения критерию патентоспособности "новизна". Сравнение заявляемого способа с другими техническими решениями в данной области техники показывает, что известен нагрев поверхности деталей в индукторе. Однако, нагрев окрашенной поверхности деталей в индукторе при удельной мощности 0,03-0,12 кВт/см2 в течение 0,15-1,5 мин и последующее удаление остатков покрытия через 5-180 с после окончания нагрева неизвестны. Кроме того, только заявленная совокупность и последовательность всех известных и неизвестных существенных признаков и соблюдение вышеуказанных количественных характеристик позволяют достичь новый положительный эффект, заключающийся в значительном снижении потерь металла, снижении расхода материалов и повышении экологичности процесса удаления лакокрасочного покрытия.
Заявляемое техническое решение явным образом не следует из уровня техники, так как требует для своего осуществления значительного количества экспериментов и служит искоренению предубеждения в том, что термический метод удаления лакокрасочного покрытия не позволяет создавать экологически чистые технологии.
Таким образом, заявляемое техническое решение соответствует критерию патентоспособности изобретения "изобретательский уровень".
Использование операции нагрева окрашенных поверхностей деталей в индукторе при удельной мощности 0,03-0,12 кВт/см2 в течение 0,15-1,5 мин позволяет полностью удалять с деталей любые лакокрасочные покрытия путем их быстрого разрушения за счет термического воздействия на покрытие, его деструкции, частичного выгорания и полного осыпания. Последующее механическое удаление остатков покрытия с деталей сделает их поверхности практически чистыми, без наличия остатков лакокрасочного покрытия. При этом обеспечивается незначительное окисление поверхности деталей, поскольку их нагрев в индукторе с частотой 2300-2700 Гц позволяет подвергать кратковременному термическому воздействию только тонкий поверхностный слой детали с покрытием, что исключает возможность сильного окисления поверхностного металла деталей и приводит к значительному снижению потерь металла из-за его окисления по сравнению с нагревом окрашенных поверхностей с помощью газовых горелок.
Создание условия для определенной выдержки после окончания нагрева деталей позволяет полностью завершить процессы деструкции остатков покрытия и облегчить их последующее механическое удаление с поверхности деталей.
В заявляемом техническом решении по сравнению с прототипом не используются горючие газы, что позволяет практически полностью исключить их расход на операции нагрева. Кроме того, в заявляемом способе повышается экологичность процесса удаления лакокрасочного покрытия с деталей за счет отсутствия выбросов в атмосферу паров металла и продуктов сгорания горючих газов и значительного уменьшения количества выбросов от сгорания лакокрасочного покрытия, так как при кратковременном нагреве до невысокой температуры пары металла не образуются, а лакокрасочное покрытие выгорает частично, а не полностью, как в прототипе. При этом нагрев деталей с покрытием в индукторе позволяет локализовать и утилизировать продукты сгорания покрытия. Для проверки заявляемого технического решения была проведена следующая работа.
По прототипу старое лакокрасочное покрытие, состоящее из одного слоя грунтовки ВЛ-02, одного слоя грунтовки АК-070 и пяти слоев эмали ХВ-124, удаляли со стальных деталей диаметром 20 мм и длиной 120 мм. Окрашенную поверхность деталей подвергали нагреву с помощью газовых горелок, а остатки покрытия удаляли с помощью металлической щетки.
По заявляемому способу старое лакокрасочное покрытие того же состава удаляли со стальных деталей тех же размеров.
Удаление покрытия с деталей осуществляют путем нагрева окрашенной поверхности в индукторе с частотой 2300-2700 Гц и последующего механического удаления остатков покрытия с помощью металлической щетки. При этом:
- частота индуктора составляла 2300, 2500, 2700 Гц;
- удельная мощность индуктора составляла 0,01; 0,03; 0,08; 0,12; 0,15 кВт/см2;
- время нагрева составляло 0,1; 0,15; 1; 1,5; 1,75 мин;
- время между окончанием нагрева и началом механического удаления остатков краски составляло 3, 5, 10, 60, 180, 200 с.
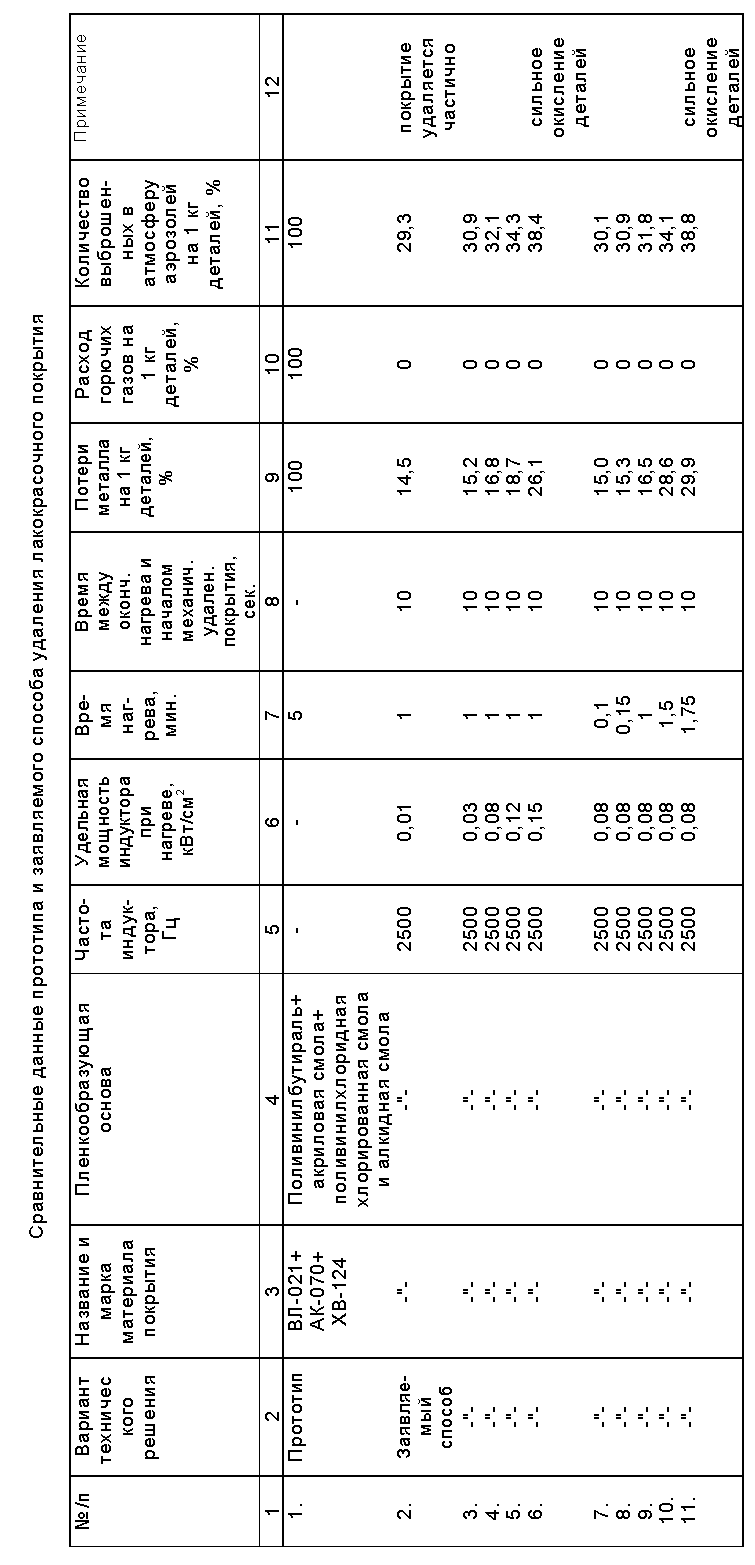
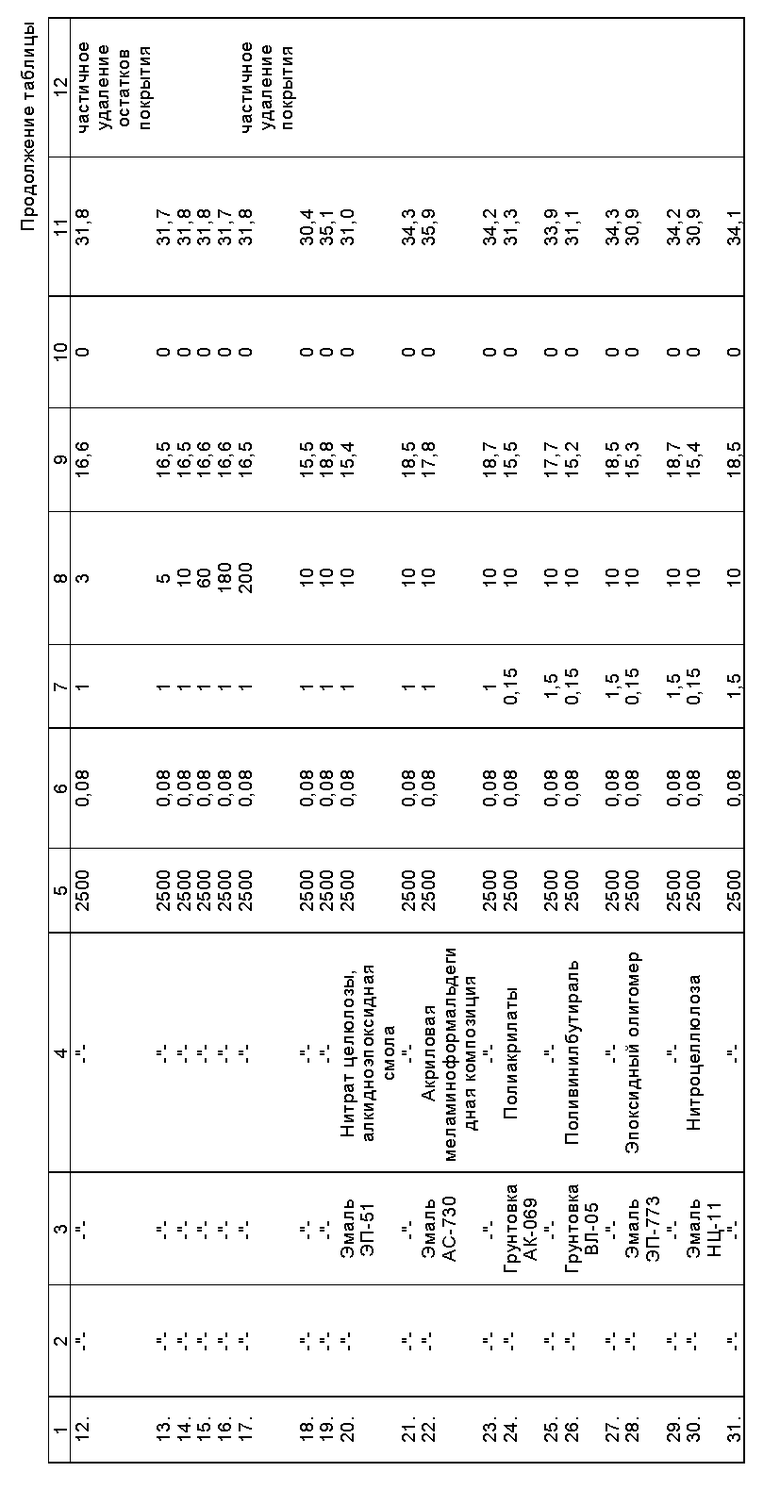
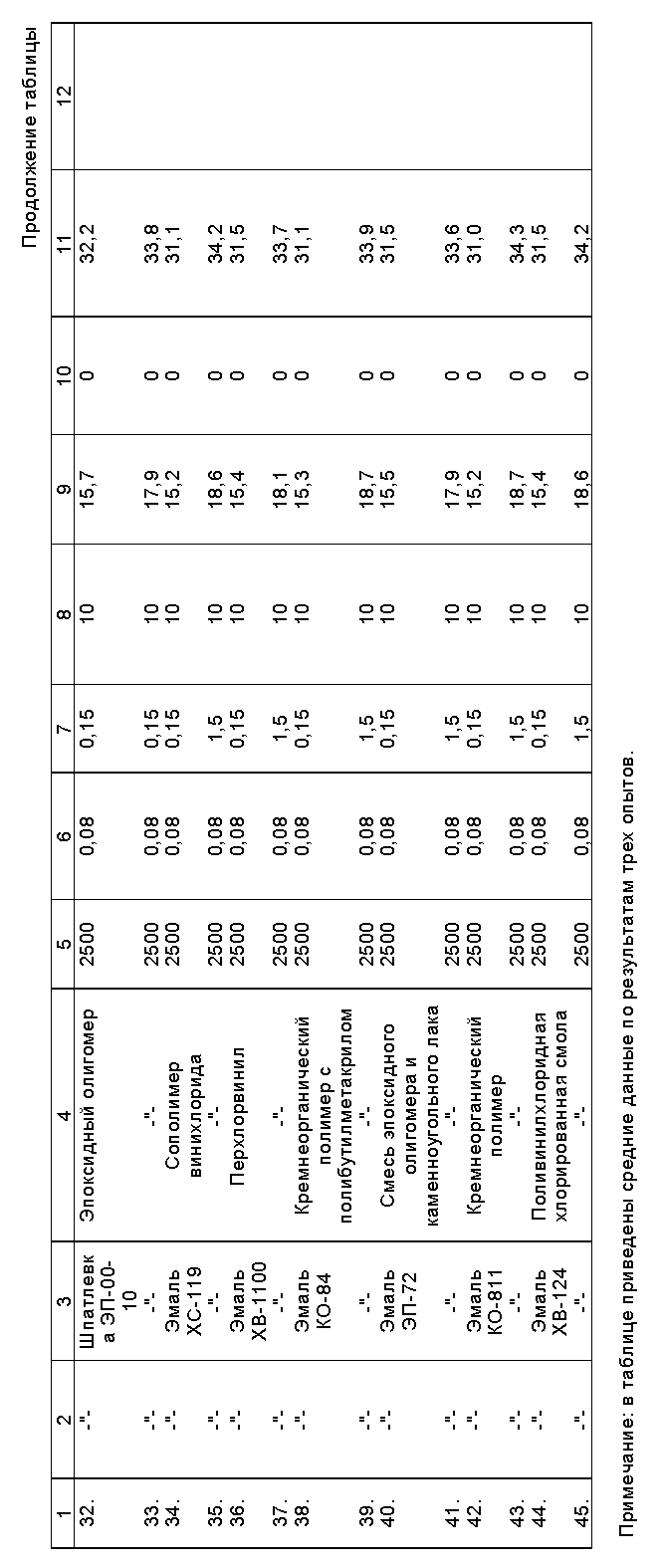
По каждому варианту удаляли покрытие с трех деталей. Способ пригоден для удаления покрытий на основе других пленкообразователей. Для подтверждения этого со стальных деталей удаляли лакокрасочное покрытие на основе следующих пленкообразователей: нитрата целлюлозы, алкидно-эпоксидной смолы, эпоксидного олигомера, акриловой и меламиноформальдегидной композиции, сополимера винилхлорида с винилацетатом, перхлорвинила, смеси эпоксидного олигомера и каменноугольного лака, кремнийорганического полимера с полибутилметакрилатом, кремнийорганического полимера, полиакрилатов, поливинилбутираля. В процессе выполнения данной работы определяли потери металла деталей, расход горючего газа на 1 кг деталей, выбросы аэрозолей в атмосферу по стандартным методикам. Результаты исследований приведены в таблице.
Из данных, приведенных в таблице, видно, что заявляемый способ удаления лакокрасочного покрытия отличается от прототипа значительно меньшими потерями металла на 1 кг деталей (15,2-18,7% вместо 100% по прототипу), отсутствием расхода горючих газов и значительно меньшими выбросами аэрозолей в атмосферу на 1 кг деталей (30,9-34,3% вместо 100% по прототипу).
Оптимальные параметры процесса удаления покрытия следующие:
частота индуктора - 2300-2700 Гц;
удельная мощность индуктора - 0,03-0,12 кВт/см2;
время нагрева - 0,15-1,5 мин;
время между окончанием нагрева и началом механического удаления остатков покрытия - 5-180 с.
Уменьшение удельной мощности индуктора менее 0,03 кВт/см2 (опыт N 2) к времени нагрева менее 0,15 мин (опыт N 7) не позволяет частично удалить лакокрасочное покрытие с деталей из-за частичного разрушения покрытия.
Увеличение удельной мощности индуктора более 0,12 кВт/см2 (опыт N 6) и времени нагрева более 1,5 мин (опыт N 11) приводит к сильному окислению поверхности деталей и к значительному увеличению потерь металла деталей.
Уменьшение времени между окончанием нагрева и началом удаления остатков покрытия менее 5 с (опыт N 12) приводит к ухудшению механического удаления остатков покрытия с поверхности деталей вследствие неполного завершения процессов деструкции остатков покрытия.
Увеличение времени между окончанием нагрева деталей и началом механического удаления с них остатков покрытия более 180 с (опыт N 17) приводит к ухудшению удаления остатков покрытия вследствие охлаждения поверхности деталей, протекания процессов полимеризации остатков покрытия и повышения их адгезии к поверхности деталей.
Заявляемый способ удаления лакокрасочных покрытий опробован в производственных условиях АО "ЧМЗ" на установке индукционного нагрева при удалении старого лакокрасочного покрытия с опытной партии деталей, возвратившихся на предприятие после истечения срока их эксплуатации. Опробование завершилось положительным результатом. Детали с удаленным покрытием переплавлены в слитки с получением высокочистого металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЧИСТОГО НИОБИЯ | 1998 |
|
RU2137857C1 |
| СПОСОБ РАФИНИРОВАНИЯ НИОБИЯ | 1997 |
|
RU2114928C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОТОСПОСОБНОСТИ КОЛЕНЧАТОГО ВАЛА С ПРИМЕНЕНИЕМ ЗАКАЛКИ ТВЧ | 2005 |
|
RU2296169C1 |
| СПОСОБ ПРЕССОВАНИЯ ПРУТКОВ И ПРЕСС-ШАЙБА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151013C1 |
| ТАРА ДЛЯ ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ ХИМИЧЕСКИХ ПРОДУКТОВ | 1997 |
|
RU2120901C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КРУПНОГАБАРИТНОГО АЗОТИРОВАННОГО КОЛЕНЧАТОГО ВАЛА, ПОЛУЧИВШЕГО ПРИ ЭКСПЛУАТАЦИИ ЗАДИР ШЕЕК, ИМЕЮЩИХ ПОЛОСТЬ, С ПРИМЕНЕНИЕМ ТВЧ | 2010 |
|
RU2455141C2 |
| ФТОРПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ПОКРЫТИЙ | 1993 |
|
RU2096435C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА КАЛЬЦИЯ | 2001 |
|
RU2203774C2 |
| СПОСОБ ЗАКАЛКИ ДЛИННОРАЗМЕРНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2010 |
|
RU2437943C1 |
| СПОСОБ НАНЕСЕНИЯ ТВЕРДЫХ ПОКРЫТИЙ | 2000 |
|
RU2197556C2 |
Изобретение относится к удалению старых красок, в частности к термическим методам удаления лакокрасочных покрытий с поверхности деталей. Техническим результатом изобретения является снижение потерь металла, расхода материалов и повышение экологичности процесса удаления лакокрасочного покрытия. Поверхность детали с лакокрасочным покрытием нагревают в индукторе при удельной мощности 0,03 - 0,12 кВт/см2 в течение 0,15 - 1,5 м и через 5 - 180 с после окончания нагрева удаляют остатки покрытия механически. 1 табл.
Способ удаления лакокрасочного покрытия с поверхности деталей, включающий нагрев окрашенной поверхности деталей и механическое удаление остатков покрытия, отличающийся тем, что нагрев окрашенной поверхности деталей осуществляют в индукторе при удельной мощности 0,03 - 0,12 кВт/см2 в течение 0,15 - 1,5 мин, а удаление остатков покрытия производят через 5 - 180 с после окончания нагрева.
| Окраска металлических поверхностей; ОМТРМ | |||
| Передаточный механизм с шарнирным шатуном и переменной величины ходом поршня для четырехтактных двигателей внутреннего горения | 1926 |
|
SU7312A1 |
| - М.: Химия, 1978, с.117 | |||
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ МЕТАЛЛА ОТ ПРОДУКТОВКОРРОЗИИ | 0 |
|
SU313872A1 |
| Способ очистки металлопроката от окалины | 1991 |
|
SU1819908A1 |
| Непрерывная линия очистки от окалины гибких металлических заготовок | 1976 |
|
SU682301A1 |

