Изобретение относится к способу непрерывного изготовления полосового материала, в частности из стали, с признаками согласно ограничительной части пункта 1 формулы изобретения, а также к устройству для его осуществления.
Из EP 0311602 B1 известен способ изготовления тонких металлических прутков, например из стали, толщиной менее 20 мм. В этом способе стальную полосу (основную полосу) металлически чистую на поверхности, имеющую комнатную температуру пропускают через расплав в вертикальном направлении снизу вверх и наоборот. Расплав металла может состоять из металла, схожего с материалом основной полосы, или другого материала. Длительность обработки металлической полосы в расплаве металла изменяется в зависимости его от температуры таким образом, что кристаллизование кристаллов металла и отложение слоя расплава происходит на поверхности основной полосы без расплавления самой основной полосы или повторного расплавления уже нанесенного материала. Таким образом, можно получить полосовой полуфабрикат, толщина которого соответствует приблизительно 6-10-кратному от первоначальной толщины основной полосы. Так как процесс затвердевания в отличие от обычной непрерывной разливки проходит не снаружи внутрь, а в противоположном направлении, эта форма получения полуфабриката называется также инверсионное литье.
Из WO 94/29048 известен другой способ инверсионного литья, при котором тонкая стальная полоса после прохождения через расплав металла снизу вверх выравнивается по плоскости непосредственно после повторного выхода из расплава с помощью пары выравнивающих валков. В заключение полученная таким образом стальная полоса после пары выравнивающих валков проходит в зону охлаждения, заполненную инертным газом, в которой она охлаждается контролируемым образом для получения улучшенных свойств материала.
Так как при инверсионном литье, в основном, стремятся к тому, чтобы как можно больше материала подвергалось кристаллизованию на основной полосе, она вводится обычно в расплав при комнатной температуре. В частности, при изготовлении металлических полос с различными слоями материала (комбинированные материалы) не обязательно стремиться получить как можно большую толщину слоя покрытия. Вместо обычного изготовления продукта с 3-6-кратной толщиной основной полосы у комбинированных материалов желательна как можно меньшая толщина слоя. В основном, это может быть достигнуто за счет того, что время контакта расплава с основной полосой сильно уменьшается. Но это имеет недостаток, заключающийся в том, что прочность соединения между выкристаллизованным материалом и основной полосой часто является очень недостаточной. Таким образом, это не приводит с достаточной гарантией к полному привариванию. Для уменьшения темпа роста на поверхности основной полосы и одновременно для гарантии хорошей свариваемости выкристаллизованного слоя с основной полосой, основную полосу можно предварительно нагреть, чтобы снизить возможность ее охлаждения и ее потенциал кристаллизации. Это мероприятие может быть, в частности, использовано для изготовления многослойных материалов (например, углеродистой стали, покрытой нержавеющей сталью).
В основном предварительный нагрев основной полосы до соответствующей желаемой температуры перед входом в расплав можно реализовать за счет того, что к емкости для расплава в виде отдельного агрегата можно подключить соответствующую печь предварительного нагрева в виде проходной печи. Такая печь могла бы нагреваться с помощью природных носителей энергии (например, газа или масла) или также с помощью электрической энергии (например, индукционные печи). Также было бы желательным применение плазменной горелки.
Решения такого типа требуют относительно больших дополнительных затрат на аппаратуру, тем более что скорости подачи основной полосы относительно высоки. Обычно они находятся в пределах от 1 - 100 м/мин. Поэтому возникает требование, заключающееся в том, что основная полоса, вводимая в расплав, должна иметь металлически чистую поверхность. Это означает, что, в особенности, предварительно нагретая основная полоса перед входом должна быть защищена от доступа кислорода, так как иначе происходит быстрое вторичное окисление. Окисленная зона поверхности могла бы причинить вред требуемой свариваемости с выкристаллизованным материалом.
Задачей изобретения является создание способа и устройства для его осуществления с возможностью предварительного нагрева основной полосы до температуры, значительно превышающей комнатную температуру (в частности свыше 200oC), без необходимости больших затрат на аппаратуру и без возникновения опасности окисления поверхности основной полосы.
Эта задача решается в способе такого типа отличительными признаками пункта 1 формулы изобретения. Предпочтительные выполнения способа даны в пунктах 2-9 формулы изобретения. Установка согласно изобретению для проведения этого способа имеет признаки пункта 10 формулы изобретения. Признаки пунктов 11-18 формулы изобретения позволяют изготовить эту установку более целесообразным образом.
Способ согласно изобретению состоит в том, что соответствующая применяемая основная полоса после получения металлически чистой поверхности нагревается перед введением в ванну для расплава до температуры значительно выше комнатной. Этот предварительный нагрев должен производиться до температуры, равной по меньшей мере 200oC, предпочтительно 300oC и особенно предпочтительно 400oC. В случае необходимости предварительный нагрев может производиться и до более высоких температур. Нагрев проводят с помощью косвенного теплообмена, а именно при использовании тепла расплава металла, применяемого для кристаллизования. Для этой цели не имеет места непосредственный контакт расплава с основной полосой. Для уменьшения вторичного окисления поверхности основной полосы по меньшей мере в зоне нагрева создается безокислительная атмосфера. Она может поддерживаться, например, с помощью создания соответствующего вакуума. Во многих случаях также было бы предпочтительным применение атмосферы защитного газа. В качестве защитного газа подходят, в частности, аргон и, в случае необходимости, азот. Затем предварительно нагретую основную полосу пропускают через расплав металла таким образом, что происходит выкристаллизовывание и одновременный захват жидкого расплава на поверхности основной полосы. С помощью соответствующего регулирования скорости подачи основной полосы, принимая во внимание длину отрезка погружения в расплав и температуру расплава, может быть отрегулирована толщина желаемого покрытия основной полосы. После выхода из ванны для расплава осуществляется целесообразным образом выравнивание выкристаллизованного покрытия. Так как ванна для расплава теряет тепло, необходимое для предварительного нагрева основной полосы, это должно приниматься во внимание при регулировании температуры свежего расплава, вводимого в ванну для расплава. Температура расплава должна быть установлена соответственно выше, чем если бы предварительный нагрев происходил в специально подключенном агрегате для нагрева (например, проходной печи).
Особым преимуществом способа является то, что он применим для покрытия основной полосы из обычной углеродистой стали. Материал расплава металла может состоять из аналогичного материала. Но особенно целесообразным является применение расплава металла из другого материала, чем основная полоса. Особенно рекомендуется применение высоколегированных материалов. Толщина применяемой основной полосы должна быть по возможности меньше 3 мм, предпочтительно меньше 2 мм и особенно предпочтительно меньше 1 мм. Чем тоньше применяемый материал, тем быстрее может происходить нагрев. Это означает, что участок предварительного нагрева можно поддерживать соответственно более коротким или что на этой же длине можно достичь повышенной температуры предварительного нагрева.
Предпочтительным является способ, при котором основную полосу пропускают через ванну расплава снизу вверх. Также является возможным применять обратный способ прохождения или вводить и выводить ленту в сторону из ванны для расплава. Если основную ленту пропускают через расплав снизу вверх, необходимо обеспечить, чтобы в месте, в котором основная полоса входит в расплав, жидкий расплав не выходил наружу. Место прохождения имеет форму узкой щели, которая в значительной мере заполняется поперечным сечением основной полосы. Вблизи зоны входа вследствие охлаждающего эффекта, действующего на основную полосу, возникает значительная разница температур. Эта зона расплава в месте входа основной полосы часто называется "мениском". Для снижения расходов на мероприятия по уплотнению является целесообразным регулировать температуру вновь вводимого расплава таким образом, что принимая во внимание отвод тепла вследствие предварительного нагрева основной полосы, ванна расплава вблизи зоны входа основной полосы в расплав имеет изотерму, лежащую между температурой Tliq ликвидуса и температурой Tsol солидуса. При этих условиях удается беспроблемно осуществить уплотнение.
Далее изобретение описывается с помощью чертежей.
На фиг. 1 показан продольный разрез установки в примере выполнения, согласно изобретению;
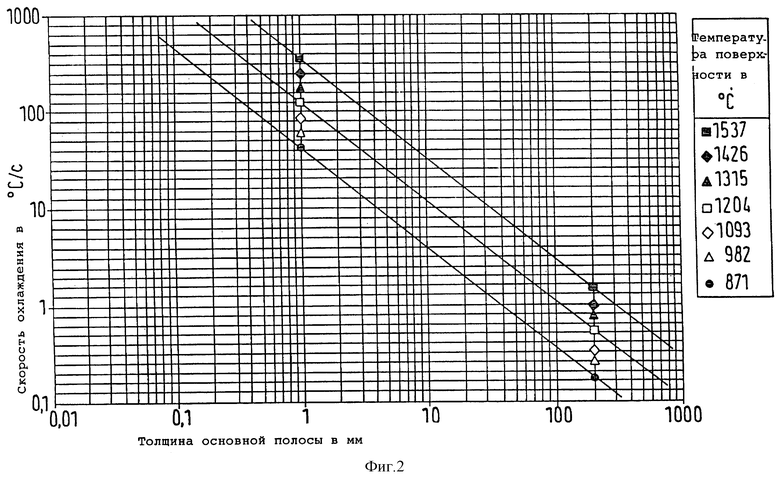
фиг. 2 - скорость охлаждения полос и листов из стали с помощью теплового излучения в зависимости от толщины и температуры поверхности материала.
На фиг. 1 в схематическом изображении показана возможная форма выполнения установки согласно изобретению. При этом соотношение между параметрами, в частности длиной и толщиной основной полосы, не соответствует реальным соотношениям.
Установка состоит из емкости 9 для расплава, дно которой образовано уплотнительным приспособлением 10. Само собой разумеется, что емкость 9 для расплава могла бы быть выполнена также и со своим дном, в которое встраивается уплотнительное приспособление 10. Уплотнительное приспособление 10 состоит, в основном, из плоского корпуса с плоским проходным каналом и в виде прямоугольного параллелепипеда с широкими стенками, проходящими параллельно плоскости основной полосы и охватывающими ее с небольшим зазором. Широкие боковые стенки уплотнительного приспособления 10 обозначены позицией 11. Внутренняя полость уплотнительного приспособления 10 открыта снизу вверх таким образом, что представляет собой узкий проходной канал для основной полосы 1. По меньшей мере, широкие боковые стенки 11 выполнены из жаростойкого материала относительно вводимого расплава 14 металла. Целесообразным образом этот жаропрочный материал должен быть выбран так, чтобы он имел как можно более высокую теплопроводность, так как широкие боковые стенки 11 в смысле теплообмена должны служить в качестве радиационных поверхностей нагрева. В принципе было бы возможным расположить широкие боковые стенки 11 по всей ширине емкости 9 для расплава таким образом, чтобы в экстремальном случае отпала необходимость в узких боковых поверхностях, по которым проходят боковые края основной полосы. Под уплотнительным приспособлением плотно прифланцован экранирующий короб 6. Этот экранирующий короб 6 имеет штуцер 8 подключения газа, через который находящийся под давлением инертный газ (стрелка 7) может проходить внутрь экранирующего короба 6. Для того чтобы при подводе инертного газа не возникали нежелательные большие утечки, согласно предпочтительному выполнению изобретения в зоне щели для прохода основной полосы на экранирующем коробе 6 предусмотрена специальная система уплотнения. Она может быть выполнена, например, в виде пластинчатых уплотнений 4, как показано в левой части чертежа, или в виде пары упругих уплотнительных роликов 3 (предпочтительно из упрочненной резины), как показано в правой части чертежа. Для того, чтобы основную полосу 1 ввести в расплав 14 металла, находящийся в емкости 9, основной полосе 1 с помощью пары приводных валков 2, 5 придают соответствующее движение подачи в вертикальном направлении снизу вверх. Расплав 14 металла подают в емкость 9 через несколько впускных патрубков 13, которые находятся вблизи нижней части уплотнительного приспособления 10 и с помощью выходного отверстия направляют на широкие боковые стенки 11. Это поясняется соответствующими стрелками. Вследствие непосредственного контакта с расплавом 14 металла широкие стенки 11 нагреваются до соответствующей высокой температуры. Это означает, что проходной канал 12 для вводимой основной полосы 1 представляет собой нагревающий канал. Из-за интенсивного теплового излучения широких стенок 11 происходит чрезвычайно быстрый нагрев основной полосы. Этот эффект легко пояснить с помощью графического изображения на фиг. 2.
На фиг. 2 показана зависимость скорости охлаждения полосовых и листовых полуфабрикатов из стали путем теплового излучения в зависимости от температуры поверхности и толщины изделий. Этот график противоположным образом позволяет применить для суждения о скорости нагрева, когда соответственно отформованные изделия нагревают с помощью источника теплового излучения от комнатной температуры до температуры поверхности, как показано на чертеже. При этом следует заметить, что 1 мм толщины стальной полосы при температуре излучения от, например, 1426oC нагревается со скоростью приблизительно, 250oC/сек. Также, если проходной канал и тем самым участок нагрева имеет длину от а=1 м и скорость подачи основной полосы составляет 60 м/сек, то до входа основной полосы в расплав 14 металла можно было бы достичь нагрева, приблизительно, до 250oC, в то время как температура излучения широких сторон составляет 1426oC, а толщина полосы - 1 мм. Вследствие соответствующего выполнения длины "а" канала возможно влиять на температуру предварительного нагрева. При уменьшении толщины основной полосы при той же самой длине "а" канала устанавливается более высокая температура. Таким образом, согласно фиг. 2, при температуре излучения от 1426oC и толщине основной полосы от 0,8 мм, продолжительности обработки 1 сек (соответственно скорость подачи равна 60 м/сек и длина канала составляет 1 м) возможно получить повышение температуры, приблизительно, до 316oC.
Сразу после входа в расплав 14 металла начинается выкристаллизация расплава, которая возрастает к слою, обозначенному позицией 16. Для выравнивания поверхности получаемого покрытого слоем изделия, целесообразным образом применяют пару 15 выравнивающих валков, расположенных непосредственно над ванной расплава. Покрытая слоем полоса с гладкой поверхностью обозначена позицией 17. Толщина полученного слоя 16, в основном, зависит наряду с температурой предварительного нагрева, от продолжительности времени контакта основной полосы 1 с расплавом 14 металла. Время контакта также зависит от скорости подачи и глубины "b" погружения основной полосы 1. Мениск, уже выше упомянутый, образованный в зоне входа основной полосы 1 в расплав 14 металла, обозначен позицией 18. Несколько изотерм показаны штриховой линией. Изотерма с температурой ликвидуса обозначена Tliq. Во многих случаях может быть целесообразным выполнить ширину в свету проходного канала 12 в зоне выхода основной полосы 1 уже для предотвращения выхода расплава, чем в остальной зоне "a" по длине канала. Она должна составлять по меньшей мере 0,5 м, целесообразным образом по меньшей мере 1 м для того, чтобы получить достаточно высокую температуру предварительного нагрева при достаточно высокой скорости подачи.
С помощью изобретения можно наносить тонкие покрытия на основную полосу с надежным привариванием к основному материалу без применения громоздкого нагревательного агрегата. Более того, предварительный нагрев основной полосы происходит в непосредственной близости от входа в расплав металла с помощью косвенного теплового обмена с применяемым расплавом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТОНКИХ МЕТАЛЛИЧЕСКИХ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2145531C1 |
| СПОСОБ ЗАКРЫВАНИЯ ЛЕТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2160656C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО КОМБИНИРОВАННОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2139165C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТЬ ИЗДЕЛИЙ ПОЛУЧЕННЫХ ПРОКАТКОЙ | 1993 |
|
RU2093602C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2126733C1 |
| СПОСОБ ПОДОГРЕВА МЕТАЛЛИЧЕСКОГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2120836C1 |
| УСТРОЙСТВО ДЛЯ ЗАЛИВКИ РАСПЛАВА МЕТАЛЛА В КРИСТАЛЛИЗАТОР | 1996 |
|
RU2146576C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ И СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ПЛОСКИХ СЛИТКОВ | 1995 |
|
RU2134178C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2163934C2 |
| СПОСОБ СТАБИЛИЗАЦИИ ЛЕНТОЧНОГО МАТЕРИАЛА В УСТАНОВКЕ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ | 1996 |
|
RU2192499C2 |
Использование: область непрерывной разливки металла. Сущность: основную полосу с металлически чистой поверхностью пропускают через ванну металла и при этом покрытие выравнивается с помощью валков после прохождения его через ванну расплава. Основную полосу, перед вводом в ванну расплава, предварительно нагревают до температуры значительно выше комнатной, в частности до температуры 200°С. Предварительный нагрев осуществляют с помощью косвенного теплообмена с ванной расплава в безокислительной среде и свежий расплав, вводимый в ванну расплава, имеет повышенную температуру, соответствующую потере тепла для предварительного нагрева. Устройство имеет уплотнительное приспособление, выполненное в виде глубоко входящего в расплав металла в направлении подачи основной полосы плоского корпуса с плоским проходным каналом, охватывающим с небольшим зазором основную полосу и в виде прямоугольного параллелепипеда. Широкие стенки проходят параллельно плоскости основной полосы и выполнены из жаропрочного материала в виде теплоизлучающих поверхностей. В установке также имеется приспособление, обеспечивающее поддержание безокислительной атмосферы в зоне проходного канала, которое подключено к уплотнительному приспособлению. Технический результат заключается в создании технологии, позволяющей наносить тонкие покрытия на основную полосу с надежным привариванием к основному материалу без применения громоздкого нагревательного аппарата. 2 с. и 16 з.п. ф-лы, 2 ил.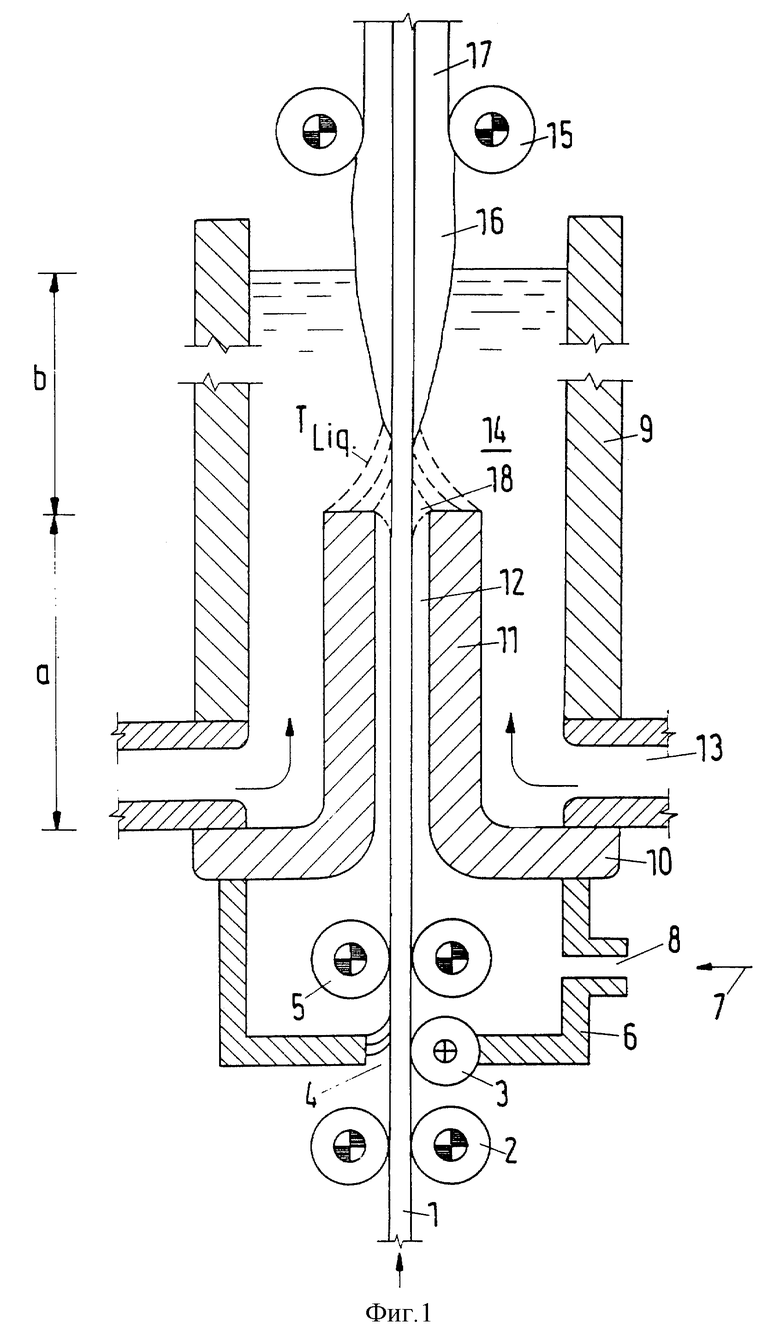
| Экономайзер | 0 |
|
SU94A1 |
| Способ получения полых отливок | 1984 |
|
SU1215845A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| FR 1596958, 31.07.1970 | |||
| СПОСОБ ОБЛУЧЕНИЯ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2003 |
|
RU2234943C1 |
| ВЫДЕЛЕННЫЙ ОПУХОЛЕВЫЙ ПОЛИПЕПТИД ПРЕДСТАТЕЛЬНОЙ ЖЕЛЕЗЫ И КОДИРУЮЩИЙ ЕГО ПОЛИНУКЛЕОТИД | 1999 |
|
RU2234942C2 |
| US 3235960, 22.02.1966. | |||
