Изобретения относятся к способу и устройству для получения тонких металлических длинномерных изделий, в частности из стали, в котором металлическая полоса направляется через дно емкости, заполненной расплавом и после накристаллизовывания на ней расплава пропускается через приводные ролики, расположенные над емкостью.
Этот способ литья полосы называется также инверсионной разливкой, так как затвердевание происходит изнутри наружу, а не как при обычной непрерывной разливке снаружи внутрь.
Такой способ известен, в частности, при изготовлении проволоки, а также при отливке полос. Так, при отливке полос согласно патенту США 3264692 для осуществления этого способа применяется разливочная емкость с подовой плитой из циркония. Щелеобразное отверстие в подовой плите выполняется в очень узких допусках к размерам протягиваемой через него полосы.
Недостатком этого известного отверстия в дне является сравнительно высокая опасность заклинивания полосы уже при незначительных отклонениях от допускаемых размеров и нестабильное прохождение полосы и вследствие этого повышенное трение.
Из WO-A-8707192 известно устройство для получения тонких металлических длинномерных изделий, содержащее емкость с огнеупорной футеровкой, в дне которой имеется отверстие для пропускания металлической полосы, причем оно выполнено в виде щелеобразного канала. Для получения более толстой полосы ее можно протягивать через расплав несколькими циклами.
Еще одно устройство для изготовления тонких металлических длинномерных изделий известно из DE-A-3638249. При этом между стенкой канала и покрываемой лентой выдерживается определенное расстояние.
И наконец, следует упомянуть еще патент США 3264692. В описанном там устройстве для впускного канала применяется определенный материал. За счет этого предотвращается застревание материала в канале вследствие удлинения полосы.
Из патента США 4479530 известен способ пропускания проволоки - но здесь сверху вниз - через расплав и направление ее через отверстие в дне плавильной емкости. В этом способе, предназначенном для изготовления медной проволоки, предлагается не только конусное выполнение отверстия в дне, но и целенаправленное выпускание вместе с проволокой расплава.
Аналогичное устройство, также для изготовления проволоки, известно из Journal Metals, октябрь 1963, A Continuous Casting Process, стр. 774-780. В этой статье описывается отверстие в дне, выполненном из молибдена и охлаждаемом водой.
Обе названные последними публикации относятся к изготовлению проволоки из меди и не могут переноситься на способы и устройства для изготовления полос из стали. В частности, при изготовлении проволоки вследствие коробления накристаллизованного слоя диаметр ее может быть неравномерным и для практического применения требует дополнительной обработки. Кроме этого, имеется недостаток, заключающийся в том, что вследствие большой толщины исходной проволоки, здесь 6 мм и больше, получается незначительная накристаллизованность и плохая приварка.
Целью изобретения является создание способа и устройства, позволяющих исключить механическое повреждение полосы при ее входе в емкость с расплавом, предотвратить неконтролируемые растягивающие напряжения за счет увеличенного трения (опасность обрыва) и вытекание расплава из емкости.
Достижение этой цели обеспечивается отличительными признаками способа согласно пункту 1 формулы изобретения и устройства согласно пункту 5 формулы изобретения.
Согласно изобретению ванна расплава в зоне устья щелеобразного входного отверстия в емкость охлаждается с такой интенсивностью, что здесь происходит падение температуры, которое приводит к образованию двухфазной области расплав/кристалл, немного выше точки затвердевания.
Эта двухфазная область, которая, кроме того, контактирует с холодной исходной полосой, имеет такую вязкость, что она берет на себя функцию самообновляющегося уплотнения и предотвращает проникновение расплава в зазор и через отверстие в дне.
Растягивание этого расплава, действующего как уплотнение, имеет такую величину, что пространство между внутренней стенкой щелеобразного канала на входе в дно и пропускаемой полосой может выбираться таким, чтобы обеспечивалось бесконтактное направление полосы через щелеобразный канал, и не в последнюю очередь за счет образующегося мениска.
Так как между полосой и каналом практически не происходит механического контакта, в качестве материала также может выбираться медь. Для защиты от абразивного износа медь может снабжаться защитным слоем. В качестве материала покрытия предлагаются металлы (хром, никель) или оксиды (оксид циркония), или керамика (нитрид бора).
В другом предпочтительном выполнении охлаждающий элемент на стенке, относящейся к емкости, может снабжаться слоем огнеупорной массы. Таким образом достигается не только более хорошая защита охлаждающего элемента, но также за счет этого оказывается воздействие на уровень температур более холодного расплава, сопоставимого с шихтой вблизи охлаждающих элементов.
При этом щелеобразный канал, с целью сокращения затрат на обслуживание и уменьшения расходов, выполнен таким образом, что он состоит из двух частей. Одна из частей выполнена, как описывалось выше, из меди, а часть, удаленная от расплава, выполнена из огнеупорной массы или огнеупорных кирпичей.
Для более надежного воздействия мениска изобретением предлагается снабжать охлаждающий элемент конусом, раскрывающимся в направлении полости емкости.
В качестве охлаждающей среды предлагается жидкость, а также газ. При применении воды она подается с подсосом для того, чтобы избежать нарушений в работе при возможных повреждениях охлаждающих элементов.
В особой форме выполнения применяются охлаждающие трубы, проходящие в форме меандра. Применяемый трубчатый шланг выполнен таким образом, что охлаждающая среда сначала направляется продольно вблизи щели. Отвод тепла от расплава металла регулируется в зоне устья канала в зависимости от температуры ванны расплава. При сильном охлаждении расплава он может подогреваться до желаемой температуры с помощью нагревательного приспособления, например плазменной горелки.
На прилагаемом фиг. 1 - 3 представлен пример выполнения изобретения.
На фиг. 1 показано разливочное устройство в разрезе.
На фиг. 2 - расположение охлаждающего шланга.
На фиг. 3 - выходное отверстие в дне, в разрезе.
На фиг. 1 показана плавильная емкость с дном 11 и боковыми стенками 12, имеющими металлический кожух 13, а также огнеупорную футеровку 14.
В дне имеется канал 20, устье которого, обращенное к расплаву S, имеет металлическую часть 22 канала, выполненную здесь в виде охлаждающего короба 25.
Охлаждающий короб 25 через подвод 31 для среды и емкость 34 или через отвод 32 для среды соединен с насосом 33.
Через канал 20 полоса B подается направляющими роликами 41 в емкость с расплавом S. На полосе B кристаллизуется слой K, который выше емкости проходит через выглаживающие ролики 42 и калибруется до окончательного размера.
К отводу 32 среды подключено приспособление 51 для измерения и регулирования тепловой энергии.
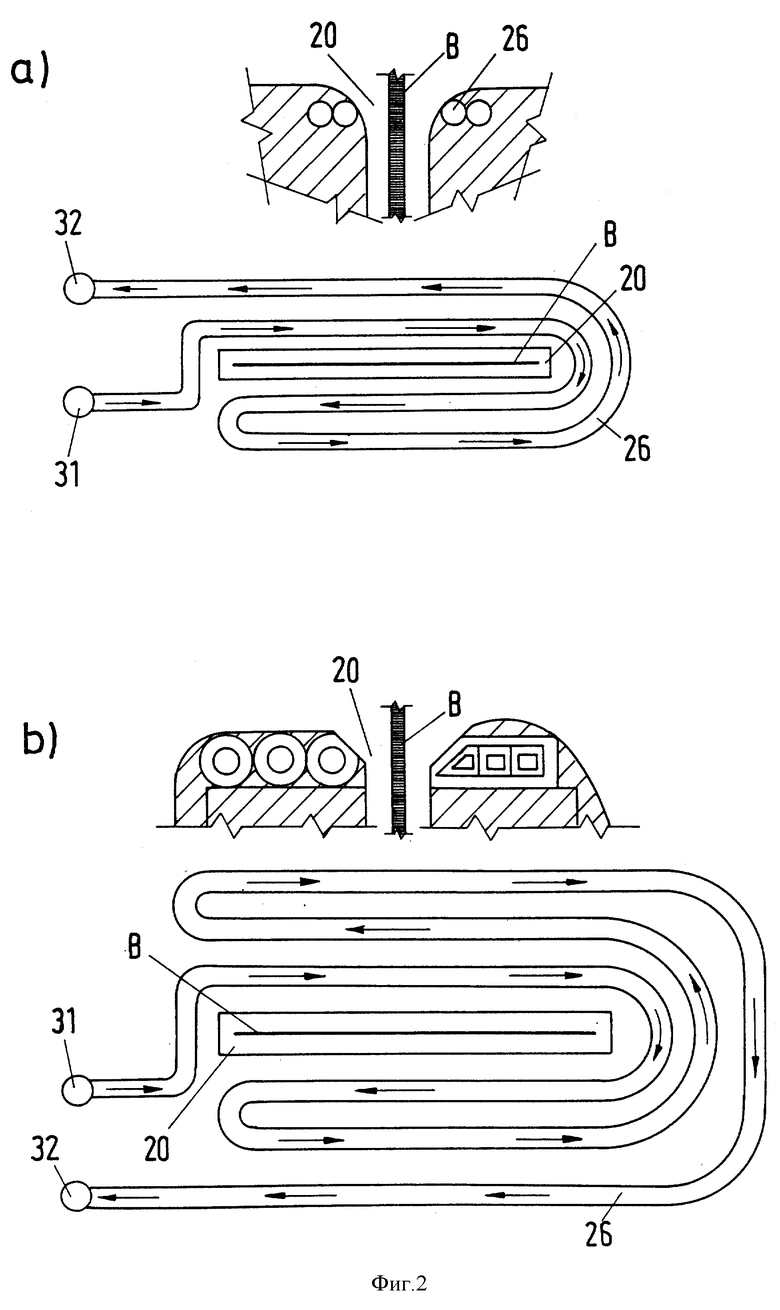
На фиг. 2 показан горизонтальный разрез по металлической части 22 канала, выполненной здесь в виде охлаждающей трубки 26, которая подключена к подводу 31 и отводу 32. В центре охлаждающей трубки 26, проложенной меандрообразно, через щель 20 проходит полоса B.
На фиг. 2а показано устройство, в котором по обе стороны полосы проходят две трубы. Стрелками обозначено направление протекания охлаждающей среды. На фиг. 2а видно, что охлаждающая среда направляется сначала вокруг полосы для того, чтобы пройти затем в зоне полосы параллельно охлаждающему трубчатому шлангу к отводу охлаждающего средства.
На фиг. 2б проложены параллельно друг другу всего три трубы. Охлаждающая труба может быть скошенной вблизи полосы, а именно таким образом, что щель 20 конусно раскрывается в направлении к полости емкости.
Как видно из фиг. 2, могут применяться трубы как круглого, так и четырехугольного профиля.
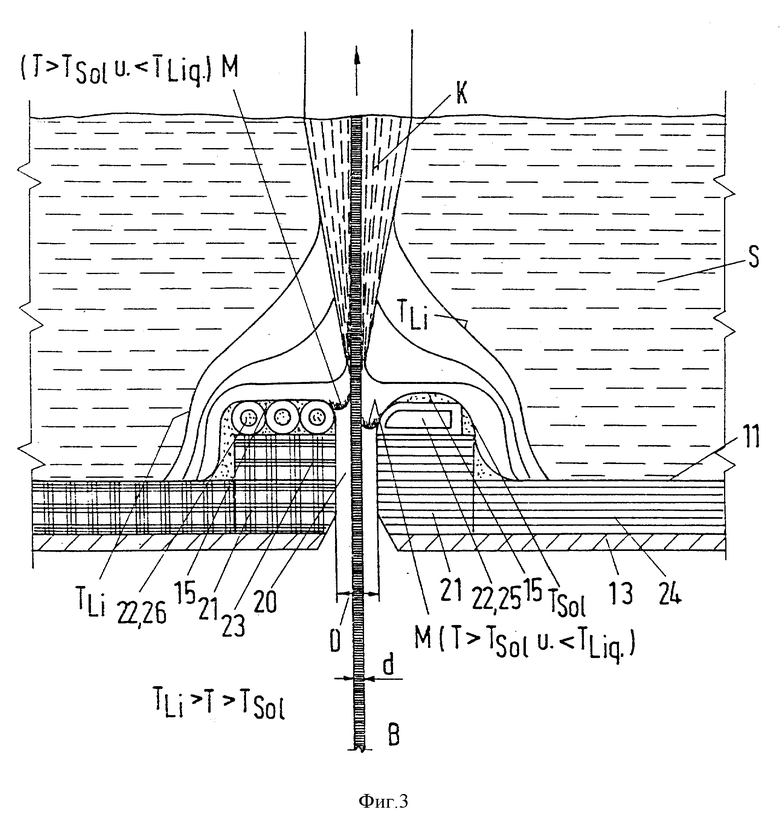
На фиг. 3 показана емкость (разрез) с металлическим кожухом 13 и огнеупорной футеровкой 14, а именно в правой части - из набивной массы, а в левой - из кирпичей.
Канал 20 имеет возвышение, которое насажено с наклоном к металлическому кожуху на огнеупорную часть 21 канала, а именно в левой половине фиг.3 - из огнеупорного кирпича 23, а в правой половине - из огнеупорной набивной массы 24. К расплаву наклонена металлическая часть 22 канала, которая выполнена в левой половине фиг. 3 в виде охлаждающей трубы 26, а в правой половине - в виде охлаждающего короба 25. В направлении полости емкости эта часть 22 канала снабжена огнеупорным слоем 15.
Канал 20 внутри имеет размер D, через который направляется полоса B толщиной d.
На пропускаемой через расплав S полосе в ее направлении кристаллизуется слой K.
Кроме того, на фиг. 3 показана изотерма расплава S. Здесь видно, что в щелеобразном канале происходит - в зоне его металлической части 22 - падение температуры вблизи точки Tsol затвердевания. Эта двухфазная зона расплав/кристалл предотвращает вытекание расплава из емкости через щелеобразный канал.
Исходя из двухфазной зоны, представлены другие изотермы, вплоть до температуры Tsol плавления. В зоне щели между полосой B и охлаждающим коробом 25, под охлаждающей трубой 26 образуется мениск M. В зависимости от формы торцевой поверхности металлической части 22 канала получается своя форма мениска, причем при торцевой поверхности, выполненной конусно, он выступает в щелевой канал 20 глубже. При этом расплав S еще не затвердел сам, а является хотя и тягучим, но достаточно твердым, чтобы предотвратить вытекание расплава из канала.
Список позиций
Емкость
11 - дно емкости
12 - боковые стенки емкости
13 - металлический кожух емкости
14 - огнеупорная футеровка емкости
15 - огнеупорный слой
20 - канал
21 - огнеупорная часть канала
22 - металлическая часть канала
23 - кирпич
24 - набивная масса
25 - охлаждающий короб
26 - охлаждающая труба
Охлаждающее приспособление
31 - подвод для среды
32 - отвод для среды
33 - насос
Приспособление для транспортировки ленты
41 - направляющие ролики
42 - выглаживающие ролики
Измерительное и регулирующее приспособление
51 - тепловая энергия
S - расплав
B - полоса
K - накристаллизованный слой
d - толщина полосы
D - внутренний размер толщины канала
M - мениска
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПОЛОСОВОГО МАТЕРИАЛА | 1996 |
|
RU2146984C1 |
| СПОСОБ ЗАКРЫВАНИЯ ЛЕТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2160656C2 |
| УСТАНОВКА ДЛЯ ИНВЕРСИОННОЙ РАЗЛИВКИ С КРИСТАЛЛИЗАТОРОМ | 1995 |
|
RU2127167C1 |
| СПОСОБ ОХЛАЖДЕНИЯ РАСПЛАВЛЕННОЙ СТАЛИ ПРИ ЛИТЬЕ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2122919C1 |
| СПОСОБ ПРОВЕДЕНИЯ МЕТАЛЛУРГИЧЕСКОЙ ОБРАБОТКИ ЖЕЛЕЗОСОДЕРЖАЩЕГО МАТЕРИАЛА И СТАЛЕПЛАВИЛЬНАЯ УСТАНОВКА | 1995 |
|
RU2152437C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2126733C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО КОМБИНИРОВАННОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2139165C1 |
| УСТРОЙСТВО ДЛЯ ЗАЛИВКИ РАСПЛАВА МЕТАЛЛА В КРИСТАЛЛИЗАТОР | 1996 |
|
RU2146576C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ И СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ПЛОСКИХ СЛИТКОВ | 1995 |
|
RU2134178C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ТОНКИХ ПЛОСКИХ СЛИТКОВ ИЗ МЕТАЛЛА | 1996 |
|
RU2149074C1 |
Сущность изобретения: в способе получения тонких металлических длинномерных изделий, в частности из стали, металлическую полосу направляют через дно емкости, заполненной расплавом, и после накристаллизовывания расплава на ней отводят из расплава. Металлическая полоса практически без соприкосновения проходит через щелеобразный канал. В зоне устья канала расплав металла охлаждается до такой температуры, что образуется двухфазная зона расплав/кристалл с долей кристаллов от 50 до 90%, и затем металлическая полоса в зоне устья канала контактирует с этим охлажденным количеством расплава. Устройство для получения тонких металлических длинномерных изделий имеет в днище емкости, заполненной расплавом, отверстие в виде щелевидного канала, внутренняя стенка которого расположена на расстоянии 0,3 - 1,0 мм от металлической полосы. Часть канала выполнена охлаждаемой и снабжена средствами для измерения и регулирования теплоотвода от металлической части канала. Охлаждающей средой может быть газ или вода. Изобретение позволяет исключить механическое повреждение полосы при ее входе в емкость с расплавом, предотвратить неконтролируемые растягивающие напряжения за счет увеличенного трения и вытекание расплава из емкости. 2 с. и 10 з.п.ф-лы, 3 ил.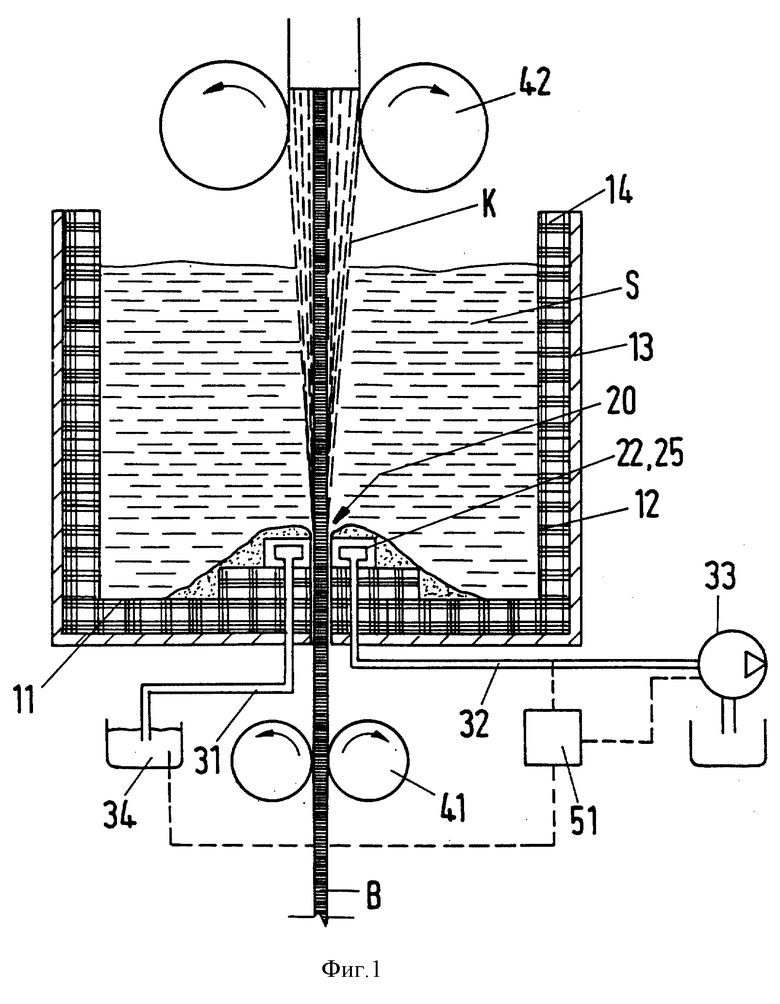
| WO A 8707192, 03.12.87 | |||
| Устройство для непрерывной разливки металла | 1983 |
|
SU1210969A1 |
| DE A 3638249, 27.05.87 | |||
| US A 3995587, 07.12.76 | |||
| US 4479530, 30.10.84 | |||
| US A 3264692, 09.08.66. | |||

