1 Изобретение относится к прокатно му производству, в частности к прокатке слябов, листов и полос. При прокатке слябов на слябингах в результате неравномерности течения металла по длине и ширине раската возликают концевые накаты, наличие которых приводят к повышенному расходу металла. Устранение ил уменьшение длины концевых накатов обеспечивает повышение технико-экономических показателей работы стана Второй проблемой производства пр ката на слябинге является устранение смещения раската на края бочек горизонтальных валков, что связано с небольшими величинами подпирающих поперечных контактных напряжений. Известен рабочий валок листопрокатной клети, который выполнен с образующей в форме волнистой кривой l J. . Конструкция горизонтального валка предусматривается обжатие по выс те краеМ)1х участков полосы, большее чем участков, находящихся между кромками и серединой. Это способств ет увеличению длины концевых накатов и расхода металла. Известен рабочий валок листопрокатного стана, образующая которого выполнена в виде отдельных участков волнистых кривых, соединенных участ ками гладкой бочки С23. Недостатками конструкции этого валка являются увеличение длины кон цевого наката и расхода металла, а также поперечная разнотол1Щ1нность, возниканщая за счет преимущественно го обжатия боковых кромок раската. Наиболее близким к изобретению п технической сущности и достигаемому результату является прокатный валок , в котором образующая бочки выполнена в виде параболы 7-15 степени Dl Основным недостатком известного валка является симметричное расположение выпуклости по длине бочки, а это не обеспечивает устойчивости полосы против смещения на края валка. Потери устойчивости раската сопровождаются уменьшением-скорости прокатки и производительности ст на, а также снижением точности прокатываемого . Цель изобретения - обеспечение центровки раската по оси валка и 82 повьш1ение производительности стана. Поставленная цель достигается тем, что в прокатном валке, содержащем бочку с вы пуклой образующей, вершина выпуклости бочки смещена относительно вертикальной оси валка на расстояние 0,2 - 0,35 длины бочки. На чертеже изображены прокатные валки, вид в плане. Валки содержат верхний I и нижний 2 валки, а между ними и находятся деформирующая полоса 3. Каждьй валок выполнен со смещением выпуклости относительной вертикальней оси на расстояние 0,20 - 0,25 длины бочки. Причем валки в клети установлены так, что выпуклости их образующих смещены относительно оси в противопсложш 1е стороны. При прокатке в валках с такой профилировкой устойчивость раската обеспечивается тем, что суммарные силы трения Т действующие на нижнем валке слева от вершины выпуклости и вертикальной оси, равны суммаршлм силам трения Т, действующим на верхнем валке справа от вершины выпуклости и вертикальной оси в противоположном направлении. Таким образом, наличие смещенных верщин выпуклостей обеспечивает центровку раската по оси валков, тем самым обеспечивая устойчивость его смещению на края бочки. Рас(Стояние от вершины выпуклости до оси равно -|- (0,2 - 0,25) L где L - длина бочки валка. Суммарное расстояние между веринами выпуклостей равно С (0,4 - 0,5) L. На участке длиной С межвалковый зазор меныве, чем (h ) на участках 2 ( Ь - С ). По этой причине обжатие раската ириной В на участке С оказывается ольше, чем на участках 2 ( I С ). Наличие большей вытяжки в средней асти раската позволяет исключит
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочий валок черновой листопрокатной клети | 1986 |
|
SU1328016A1 |
| Способ горячей прокатки полосового металла | 1987 |
|
SU1574300A1 |
| РАБОЧИЙ ВАЛОК ЛИСТОПРОКАТНОЙ КЛЕТИ | 2004 |
|
RU2279326C2 |
| Способ горячей прокатки полосового металла | 1987 |
|
SU1574298A1 |
| Комплект рабочих валков для широкополосных станов горячей прокатки | 1987 |
|
SU1475747A1 |
| Валок прокатного стана | 1977 |
|
SU709203A1 |
| Способ получения подката для чистовой клети листового стана | 1981 |
|
SU984516A1 |
| Способ производства листового проката | 1978 |
|
SU719716A1 |
| Комплект рабочих валков чистовой клети полосового стана и способ прокатки полос в рабочих валках чистовой клети полосового стана | 1988 |
|
SU1597242A1 |
| Рабочий валок листопрокатной клети | 1981 |
|
SU984522A1 |
ПРОКАТНЫЙ ВАЛОК, содержащий бочку с выпуклой образующей, отличающийся тем, что, с целью обеспечения центровки раската по оси валка и повышения производительности стана, вершина выпуклости бочки смещена относительно вертикальной оси валка на расстояние 0,2 - 0,25 длины бочки. СО VI 4 00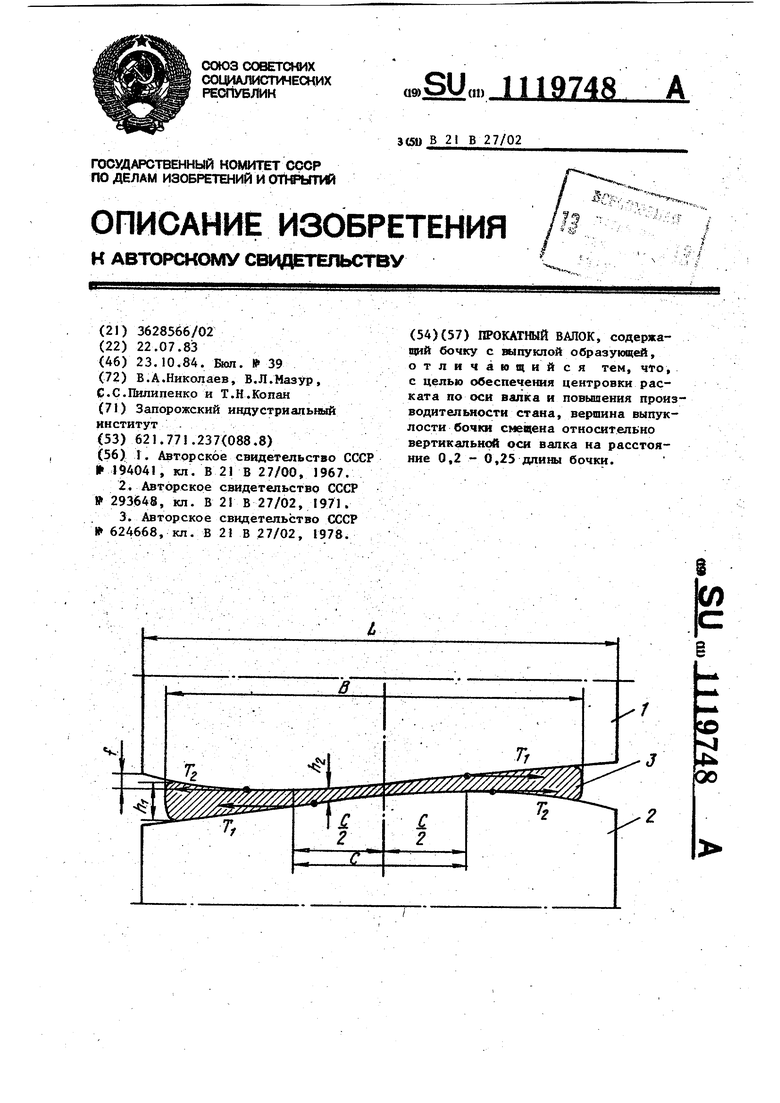
| Г | |||
| 0 |
|
SU194041A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
