Изобретение относится к технологическому оборудованию, используемому как на заводах строительной индустрии, так и на заводах литейного производства.
Наиболее близким техническим решением по выполняемым функциям и достигаемым результатам является установка для прессования строительных изделий (а. с. 919871, B 28 B 3/00), включающая станину, прессующее и загрузочное устройства, гидроцилиндры.
Данное техническое решение имеет следующие недостатки: сложность конструкции, интенсивный износ как верхней, так нижней поверхности дозатора и контактирующих с ним поверхностей деталей, невозможность получения одновременно при одном цикле большого количества готовых изделий, отсутствует оборудование для термического упрочнения изделия. Решаемая задача заявляемого изобретения - упрощение конструкции, увеличение срока службы оборудования, повышение производительности, улучшение качества готовых изделий.
Указанная задача решается тем, что линия для изготовления брикетов содержит станину, загрузочное и прессующее устройства и гидроцилиндры. Загрузочное устройство выполнено в виде плиты с формообразующими камерами и имеет двухходовой привод. Плита опирается через опоры катков и катки тележки на направляющие. Направляющие тележки имеют спуски между позицией прессования и позицией разгрузки. Тележка и плита имеют контактирующие упоры. К верхней части станины прикреплены горизонтальные направляющие, на которых установлен прессующий механизм, состоящий из прессующего, прижимного и фиксирующего цилиндров и вертикальных направляющих. Фиксирующий цилиндр периодически связан штоком с плитой, содержащей формообразующие выступы и расположенной на вертикальных направляющих.
Все это позволяет упростить конструкцию механизмов для получения готового изделия.
Плита формообразования готовых изделий содержит необходимое количество формообразующих камер, что позволяет повысить производительность установки.
Готовое изделие транспортируется в плите формообразования готовых изделий на карусельный конвейер периодического действия, имеющий камеру нагрева, и это улучшает качество готовых изделий.
Плита формообразования готовых изделий опирается через опоры катков и через тележку на направляющие. Это увеличивает срок службы плиты и контактирующих с ней деталей.
На фиг. 1 изображен общий вид линии для изготовления брикетов в исходном положении;
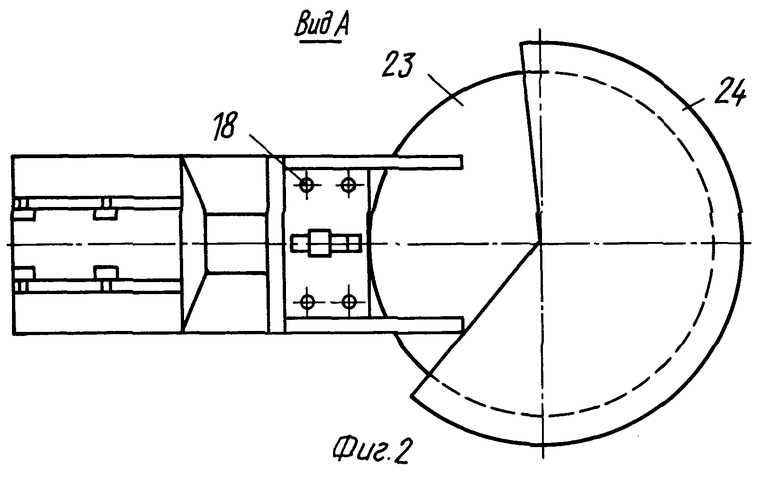
на фиг. 2 - вид А фиг. 1;
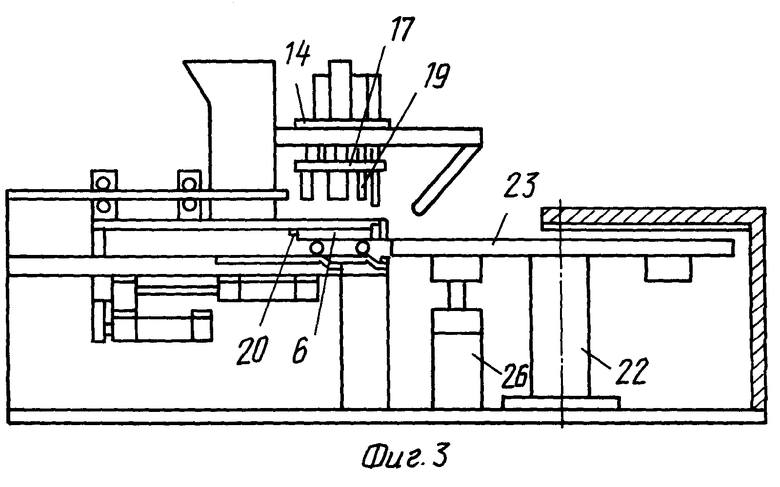
на фиг. 3 - общий вид линии при прессовании изделий (брикетов);
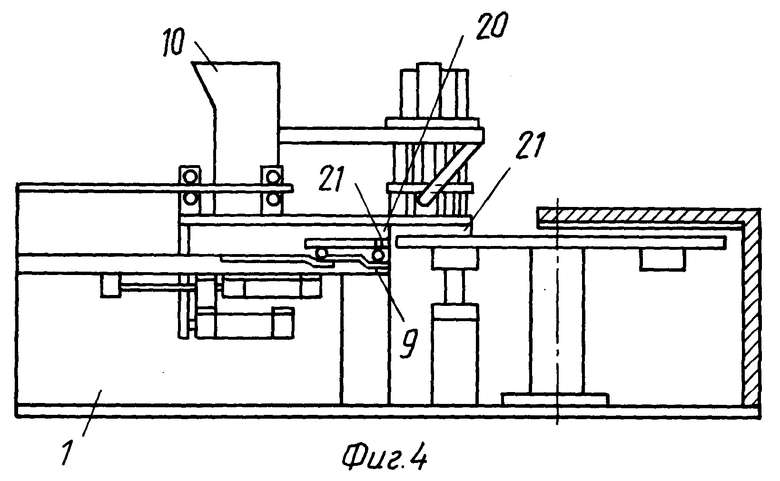
на фиг. 4 - общий вид линии при разгрузке готовых изделий на стол карусельного конвейера.
Линия для изготовления брикетов состоит из станины 1, на которой в нижней части расположен привод, содержащий цилиндр 2 и цилиндр 3, взаимодействующий с плитой 4, формообразующей готовые изделия, опирающейся через опоры катков 5 и через катки тележки 6 на направляющие 7 и 8, при этом направляюще 8 имеют спуски 9. Верх плиты 4 является дном бункера 10, установленного на станине вверху, где также закреплены все направляющие, включая и 11, на которых установлен прессующий механизм 12, имеющий прессующий цилиндр 13, закрепленный на плите 14, где также закреплены прижимные цилиндры 15 и фиксирующий цилиндр 16, связанный штоком с плитой 17, расположенной на направляющих 18 и содержащей такое количество выступов 19, какое количество формообразующих камер содержит плита 4. Тележка 6 и плита 4 имеют контактирующие упоры 20 и 21. В зоне выгрузки готовых изделий, рядом со станиной 1 расположен карусельный конвейер 22 периодического действия, имеющий рабочий стол 23, над которым под теплозащитным кожухом 24 установлены нагревательные элементы 25, а внизу - привод 26.
Линия для изготовления брикетов работает следующим образом:
находящийся в бункере материал заполняет формообразующие камеры плиты 4, срабатывает цилиндр 2 и перемещает плиту 4 на катках опор 5 и катках тележки 6 по направляющим 7 и 8 в зону работы прессующего механизма 12. При этом упоры 20 на плите 4 и тележке 6 контактируют и не дают им смещаться относительно друг друга. Шток фиксирующего цилиндра 16 опускается и входит в центрирующее отверстие плиты 4 и центрирует механизм 12 относительно плиты. Опускаются штоки прижимных цилиндров 15, упираются в плиту 4 и прижимают ее к тележке 6, затем прессующий цилиндр 13 опускает плиту 17 по направляющим 18 и выступами 19 прессуют материал в формообразующих камерах. После прессования штоки цилиндров 13, 15 возвращаются в исходное положение. Срабатывает цилиндр 3 и перемещает плиту 4, а вместе с ней через шток цилиндра 16 и прессующий механизм 12 по направляющим 11 плитой 14 в позицию разгрузки над рабочим столом 23 конвейера 22, при этом катки тележки 6 въезжают в спуски 9, тележка опускается, а упоры 20 на тележке и плите разъединяются. Затем цилиндр 13 опускает плиту 17 и выступами 19 выталкивает готовые изделия на стол 23, срабатывает привод конвейера 26 и перемещает поверхность рабочего стола вместе с готовыми изделиями в зону действия нагревательных элементов 25 под защитный кожух 24, где происходит термическое упрочнение изделий. Далее срабатывает цилиндр 3 и возвращает плиту 4 и вместе с ней прессующий механизм 12 и тележку 6 с помощью упоров 21 в позицию прессования, где прессующий цилиндр 13 и фиксирующий 16 возвращаются в исходное положение. Затем срабатывает цилиндр 2 и возвращает плиту 4 и тележку 6 в исходное положение, после чего цикл повторяется. Готовые изделия, прошедшие термическую обработку, снимаются с рабочего стола 23 конвейера 22.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ ОТЛИВОК С ВНУТРЕННЕЙ РЕЗЬБОЙ | 1999 |
|
RU2164837C1 |
| КОМПЛЕКС ДЛЯ ЗАЧИСТКИ ОТЛИВОК ДЕТАЛЕЙ ТИПА БЛОКОВ ЦИЛИНДРОВ | 2000 |
|
RU2196038C2 |
| УНИВЕРСАЛЬНЫЙ БЛОК ДЛЯ СМЕННЫХ ПАКЕТОВ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1998 |
|
RU2135323C1 |
| Установка для прессования шашек из взрывчатого вещества групповым способом | 1970 |
|
SU1841255A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2034706C1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА БЕТОННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2694671C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2076041C1 |
| Устройство для прессования пустотелого сборного строительного элемента | 1990 |
|
SU1821374A1 |
| Установка формования блоков из арболита | 2015 |
|
RU2607683C1 |
Изобретение относится к технологическому оборудованию, используемому на заводах строительной индустрии и литейного производства. Изобретение позволит упростить конструкцию оборудования, повысить производительность и качество готовых изделий. Линия для изготовления брикетов содержит станину, загрузочное и прессующее устройства и гидроцилиндры. Загрузочное устройство выполнено в виде плиты с формообразующими камерами и имеет двухходовой привод. Плита опирается через опоры катков и катки тележки на направляющие. Направляющие тележки имеют спуски между позицией прессования и позицией разгрузки. Тележка и плита имеют контактирующие упоры. К верхней части станины прикреплены горизонтальные направляющие, на которых установлен прессующий механизм, состоящий из прессующего, прижимного и фиксирующего цилиндров и вертикальных направляющих. Фиксирующий цилиндр периодически связан штоком с плитой, содержащей формообразующие выступы и расположенной на вертикальных направляющих. 1 з.п.ф-лы, 4 ил.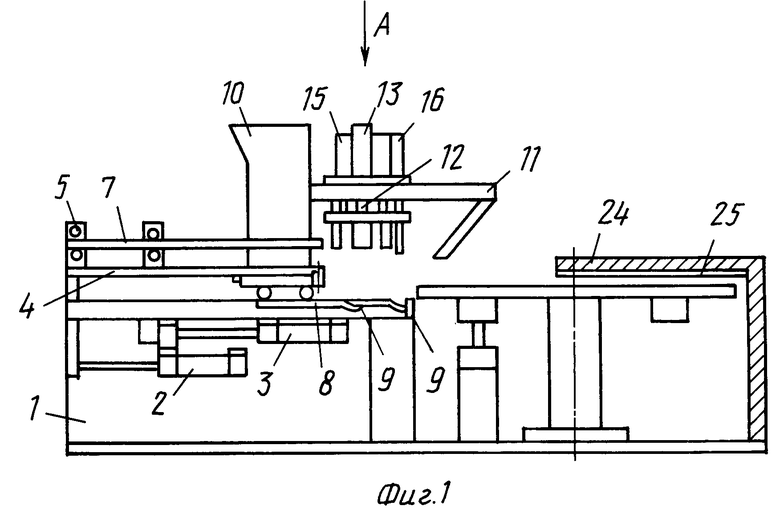
| Установка для прессования строительных изделий | 1979 |
|
SU919871A1 |
| US 3528143 A, 15.09.70 | |||
| US 3553797 A, 12.01.71 | |||
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ ЗАЩИТЫ ПОВЕРХНОСТИ МЕТАЛЛА В ПРОМЕЖУТОЧНОМ КОВШЕ И КРИСТАЛЛИЗАТОРЕ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ СТАЛИ | 2007 |
|
RU2352434C2 |
| Способ производства концентрата русского кваса | 2015 |
|
RU2609928C1 |
| DE 3928533 A1, 21.03.91. | |||

