Изобретение относится к черной металлургии, конкретно к способам получения холоднокатаной полуобработанной электротехнической стали.
Известен способ производства полуобработанной электротехнической стали, приведенный в патенте США N 4529453, НКИ 148/31.85, от 8.11.82 г. Способ предусматривает холодную прокатку полосы из стали, содержащей по весу не более 0,006% углерода; 0,5-0,7% марганца; 0,85-1,05% кремния; 0,2-0,3% алюминия; не более 0,08% фосфора; не более 0,02% серы и остальное железо и имеющей микроструктуру, которая преимущественно состоит из зерен феррита со средним размером 4-5 балл по ASTM, на толщину 0,46 мм; штамповку пластин из прокатанных полос и обезуглероживающий отжиг пластин.
Однако обработка стали по этому способу связана с большими затратами на производство подката с низким содержанием углерода и определенной микроструктурой, что приводит к повышению себестоимости готовой продукции.
Наиболее близким по технической сущности к предлагаемому изобретению является способ получения полуобработанной электро-технической листовой стали, приведенный в патенте Японии N 60- 17014, C 21 D 8/12, от 11.07.83. Способ предусматривает горячую прокатку заготовки раскисленной стали, содержащей (в %) : углерода 0,02-0,1; кремния менее 1,0; марганца 0,1-1,0; алюминия менее 0,01; фосфора менее 0,15 и серы менее 0,025; обезуглероживающий отжиг горячекатаной полосы в течении 20 часов при 700-800oC до содержания углерода менее 0,005%, холодную прокатку, отжиг холоднокатаной полосы в течении 5 минут при температуре не менее 750oC и дрессировку отожженной стали за один проход с обжатием 3-15%.
Но обработка стали по данному способу с использованием обезуглероживающего отжига горячекатаного подката приводит к неоднородности по содержанию углерода и структуре готовой стали. Электромагнитные свойства металла при этом ухудшаются.
Технической задачей, на решение которой направлено изобретение, является улучшение электромагнитных свойств холоднокатаной полуобработанной электротехнической стали. Поставленная задача достигается тем, что отжиг холоднокатаной стали с содержанием кремния 0.3-3,2%; алюминия 0,1-0,5%; углерода 0,02-0,05%; марганца 0,1-1,0%; фосфора 0,01-0,16%; серы не более 0,01% и прошедшей горячую, холодную прокатку, проводят с обезуглероживанием при температуре не менее 750oC до содержания углерода менее 0,012% и обеспечением микроструктуры металла со средним размером зерен феррита 8, 9, 10 балл. После обезуглероживающего отжига при необходимости производят дрессировку отожженной стали с обжатием 1,0-5,0%.
Проведение обезуглероживающего отжига при температуре не менее 750oC с получением мелкозернистой полностью рекристаллизованной структуры 8, 9, 10 балла обеспечивает производство проката с высокими значениями предела текучести σт, временного сопротивления σв, твердости по Виккерсу HV5. Высокая твердость по Виккерсу HV5 обеспечивает способность стали к вырубке элементов магнитопроводов без заусенцев у потребителей.
Необходимым условием получения высокого уровня электромагнитных свойств полуобработанной электротехнической стали после отжига пластин элементов магнитопроводов у потребителей, является формирование однородной структуры металла по толщине полосы в процессе первичной и собирательной рекристаллизации при обезуглероживающем отжиге холоднокатаной стали при температуре не менее 750oC. Напряжения, возникающие в стали в локальных объемах при диффузии углерода от середины толщины полосы к поверхности в условиях обезуглероживающего отжига, приводят к увеличению поверхностной энергии зерен ориентировки {200}, что стимулирует ее рост при последующем отжиге пластин элементов магнитопроводов.
Проведенные исследования позволяют утверждать, что увеличение количества ориентировки {200} в полуобработанной электротехнической стали после отжига пластин элементов магнитопроводов у потребителей связано со структурной однородностью холоднокатаного металла после обезуглероживания до содержания углерода менее 0,012%. Микроструктура полуобработанной электротехнической стали в этом случае должна состоять из зерен феррита со средним размером 8,9,10 балл.
Пример реализации
Предлагаемый способ производства холоднокатаной полуобработанной электротехнической стали осуществляется следующим образом.
Выплавляют раскисленную сталь с содержанием кремния 0,3-3,2%; алюминия 0,1-0,5%; углерода 0,02-0,05%; марганца 0,1-1,0%; фосфора 0,01-0,16%; серы менее 0,01% и подвергают горячей прокатке, холодной прокатке на толщину 0,47 и 0,64 мм. Обезуглероживающий отжиг холоднокатаной стали проводится в агрегате непрерывного отжига при температуре 750-830oC до содержания углерода менее 0,012%. Микроструктура металла при этом состоит из зерен феррита со средним размером 8, 9, 10 балл по ГОСТ 5639.
После обезуглероживающего отжига при необходимости производится дрессировка отожженной стали с обжатием 1,0-5,0%.
Отжиг тестируемых образцов дня определения магнитных свойств пластин элементов магнитопроводов производится по режимам в соответствии с требованиями стандартов ASTM А-683М-91 и ASTM А-726М-92.
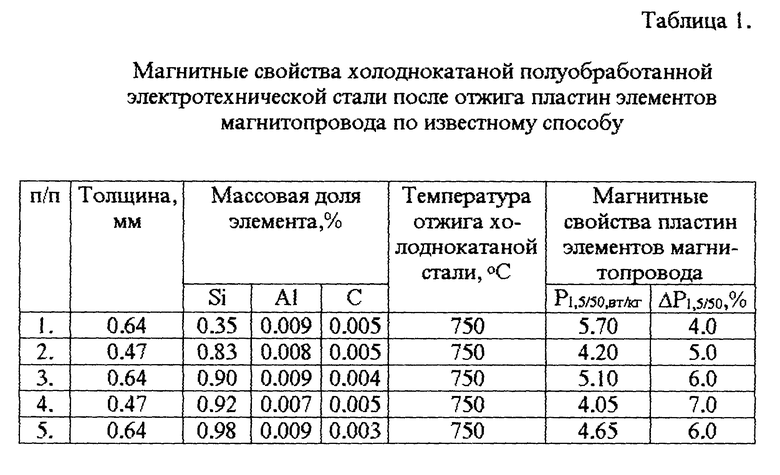
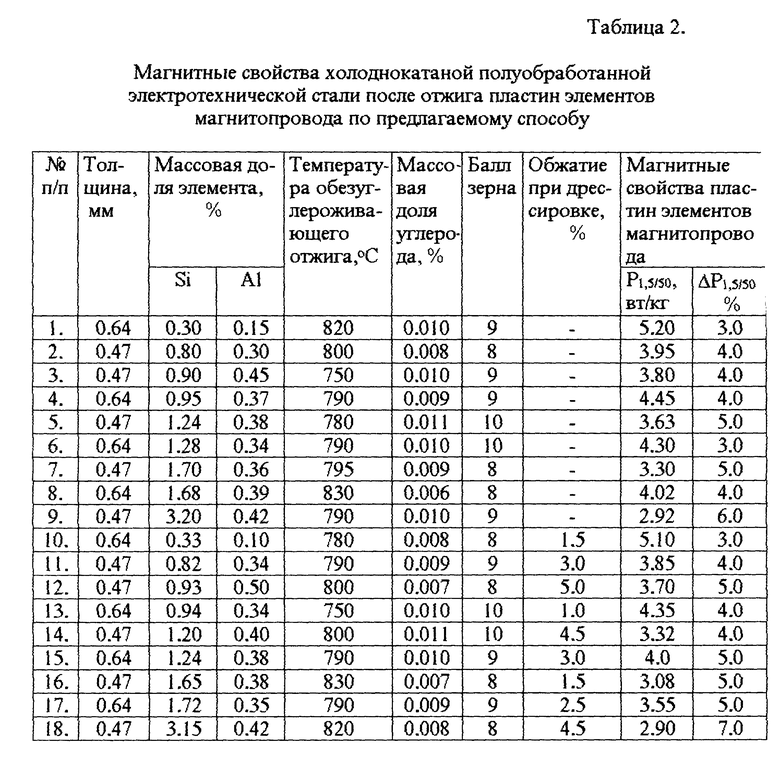
В таблице 1,2 приведены магнитные свойства различных марок холоднокатаной полуобработанной электротехнической стали толщиной 0,47 и 0,64 мм после отжига пластин элементов магнитопроводов по известному способу и предлагаемому способу, при изготовлении стали с обезуглероживающим отжигом холоднокатаного проката или с обезуглероживающим отжигом и последующей дрессировкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛУОБРАБОТАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2000 |
|
RU2178006C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛУОБРАБОТАННОЙ ЛЕГИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2013 |
|
RU2529326C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛУОБРАБОТАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1999 |
|
RU2180925C2 |
| СТАЛЬ КРЕМНИСТАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ И СПОСОБ ЕЕ ОБРАБОТКИ | 1996 |
|
RU2096516C1 |
| Способ производства полупроцессной электротехнической изотропной стали с низкими удельными магнитными потерями | 2018 |
|
RU2693277C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ | 1998 |
|
RU2126843C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ХОЛОДНОКАТАНОЙ ПОЛОСЫ ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1994 |
|
RU2082770C1 |
| Способ производства высокопрочной особонизкоуглеродистой холоднокатаной стали с высокой пластичностью | 2021 |
|
RU2764618C1 |
| Способ производства высокопрочной особонизкоуглеродистой холоднокатаной стали с отжигом в периодических печах | 2021 |
|
RU2760968C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ СТАЛИ ДЛЯ ШТАМПОВКИ И ПОСЛЕДУЮЩЕГО ЭМАЛИРОВАНИЯ | 2010 |
|
RU2424328C1 |
Изобретение относится к получению холоднокатаной полуобработанной электротехнической стали с улучшенными электромагнитными свойствами. Техническим результатом является улучшение электромагнитных свойств холоднокатаной стали. Выплавленную раскисленную сталь с содержанием кремния 0,3 - 3,2%; алюминия 0,1 - 0,5%; углерода 0,02 - 0,05%; марганца 0,1 - 1,0%; фосфора 0,01 - 0,16%, серы не более 0,01% подвергают горячей прокатке, холодной прокатке и отжигу холоднокатаной стали при температуре не менее 750°С, при этом отжиг холоднокатаной стали производят с обезуглероживанием металла до содержания углерода менее 0,012% и обеспечением микроструктуры стали со средним размером зерен феррита 8,9, 10 балл. При необходимости после обезуглероживающего отжига осуществляют дрессировку с обжатием 1,0 - 5,0%. 1 з. п. ф-лы, 2 табл.
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Способ производства электротехнической изотропной стали | 1990 |
|
SU1786134A1 |
| Способ термической обработки электротехнической изотропной стали | 1990 |
|
SU1740451A1 |
| Способ производства холоднокатаной изотропной электротехнической стали | 1991 |
|
SU1772178A1 |
| DE 3538609 A1, 07.05.86 | |||
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКРЕМНИСТОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1991 |
|
RU2041268C1 |
| US 4529453 A, 08.11.82. | |||

