Изобретение относится к черной металлургии, конкретнее к процессам получения полуготовой электротехнической стали (semi-processed).
Наиболее близким по технической сущности является способ производства холоднокатаной полуготовой электротехнической стали (semi-processed), приведенный в патенте Японии 60-17014, С 21 D 8/12, от 11.07.1983 г. Способ предусматривает горячую прокатку заготовки раскисленной стали, содержащей (в %): углерода 0,02-0,1; кремния менее 1,0; марганца 0,1-1,0; алюминия менее 0,01; фосфора менее 0,15 и серы менее 0,025; обезуглероживающий отжиг горячекатаной полосы в течение 20 часов при 700-800oС до содержания углерода менее 0,005%, холодную прокатку, отжиг холоднокатаной полосы в течение 5 минут при температуре не менее 750oС и дрессировку отожженной стали за один проход с обжатием 3-15%.
Недостатком этого способа является невозможность получения оптимальной структуры и текстуры при обезуглероживающем отжиге горячекатаной полосы. Это объясняется тем, что, с одной стороны, имеет место неоднородность по содержанию углерода и структуре готовой стали. С другой стороны, не происходит необходимых текстурных изменений в стали вследствие отжига горячекатаной полосы при температуре ниже критической точки АС3 (911oС), что приводит к ухудшению магнитных свойств полуготовой электротехнической стали.
Технической задачей, на решение которой направлено изобретение, является улучшение электромагнитных свойств холоднокатаной полуготовой электротехнической стали.
Поставленная задача достигается выбором температуры выдержки в течение 80-200 с при отжиге горячекатаной полосы, содержащей, мас.%: 0,2-2,6 кремния; 0,01-0,5 алюминия; не более 0,05 углерода; 0,1-1,5 марганца; 0,01-0,16 фосфора; не более 0,01 серы по зависимости
Тв=911+К•(Si-Mn), oС
где Тв - температура выдержки при отжиге горячекатаной полосы, oС;
911 - температура фазового превращения перлита в аустенит в чистом железе, oС;
Si - содержание кремния в стали, мас.%;
Mn - содержание марганца в стали, мас.%;
К - эмпирический коэффициент, учитывающий влияние содержания в стали кремния и марганца на температуру фазового превращения перлита в аустенит, равный 10-20, oС/%,
и последующим отжигом холоднокатаной стали-полосы при температуре 780-850oС с обезуглероживанием металла до содержания углерода ≤0,010%.
При необходимости, после обезуглероживающего отжига производят дрессировку холоднокатаной полосы с обжатием 1-7%.
Необходимым условием получения высокого уровня электромагнитных свойств полуготовой электротехнической стали после отжига пластин элементов магнитопроводов у потребителя является получение в металле оптимального размера зерен и увеличение полюсной плотности кубической (200) и ребровой (220) ориентировок в текстуре. Из-за наличия структурной и текстурной наследственности указанные параметры холоднокатаной полуготовой электротехнической стали определяются структурой и текстурой горячекатаных полос, которые зависят от уровня температуры выдержки и ее длительности при отжиге горячекатаного металла.
Проведенные исследования позволяют утверждать, что для получения оптимального количества кубической и ребровой ориентировок в текстуре горячекатаной полосы ее отжиг при расчетной температуре выдержки в зависимости от содержания кремния и марганца необходимо проводить в течение 80-200 c. Проведение отжига в течение времени менее 80 с приводит к уменьшению полюсной плотности кубической и ребровой ориентировок в текстуре, электромагнитные свойства полуготовой электротехнической стали при этом ухудшаются, а проведение отжига горячекатаной полосы в течение времени более 200 с увеличивает затраты на производство металла.
Диапазон значений эмпирического коэффициента "К" в пределах 10-20oС/% объясняется влиянием содержания кремния и марганца на температуру фазовых превращений в металле. При меньших и больших значениях коэффициента "К" не будет обеспечиваться необходимая температура выдержки при отжиге горячекатаной полосы.
Последующий отжиг холоднокатаной стали-полосы необходимо проводить при температуре 780-850oС с обезуглероживанием металла до содержания углерода ≤0,010%. С одной стороны, это позволяет получать отожженный прокат с высокими значениями предела текучести Gт, временного сопротивления Gт, твердости по Виккерсу НV5, что обеспечивает способность стали к вырубке элементов магнитопроводов без заусенцев у потребителей. С другой стороны, в этом диапазоне температур обезуглероживающего отжига в процессе первичной и собирательной рекристаллизации обеспечивается формирование однородной структуры металла по толщине полосы. Напряжения, возникающие в стали в локальных объемах при диффузии углерода от середины толщины полосы к поверхности в условиях обезуглероживающего отжига, приводят к увеличению поверхностной энергии зерен ориентировок (200), (220), что стимулирует их рост при последующем отжиге пластин элементов магнитопровода у потребителя.
Проведение обезуглероживающего отжига холоднокатаной стали-полосы при температуре ниже 780oС не обеспечивает оптимального обезуглероживания металла. Содержание углерода в стали в этом случае превышает 0,010%, что вызывает трудности при проведении заключительного отжига пластин элементов магнитопроводов у потребителя.
В случае обезуглероживающего отжига холоднокатаной стали-полосы при температуре более 850oС увеличивается разнозеренность металла, что приводит к снижению поверхностной энергии зерен ориентировок (200), (220).
Электромагнитные свойства полуготовой электротехнической стали при этом снижаются.
Диапазон значений величин обжатия холоднокатаной стали-полосы в процессе дрессировки в пределах 1-7% объясняется необходимостью получения оптимального размера микрозерна полуготовой электротехнической стали после последующего отжига элементов магнитопроводов у потребителя. При больших и меньших значениях не будет обеспечиваться оптимальная величина зерна, что приведет к повышению ваттных потерь в магнитопроводах.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого способа с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения.
Способ производства холоднокатаной полуготовой электротехнической стали осуществляют следующим образом.
Пример. В процессе производства холоднокатаной полуготовой электротехнической стали стальной сляб массой 20 т, содержащий, мас.%:
Si=1,40%; А1=0,30%; С=0,04%;
Мn=0,80%; Р=0,10%; S=0,008%;
остальное железо и неизбежные примеси, подвергали горячей прокатке на толщину 2,2 мм. Затем производили отжиг горячекатаной полосы в течение 140 с при температуре выдержки Тв=920oС (эмпирический коэффициент К=15oС/%).
Далее полосу подвергали травлению и холодной прокатке на толщину 0,56 мм. Холоднокатаную полосу отжигали при температуре 815oС с обезуглероживанием металла до содержания углерода в стали 0,006%.
При необходимости после обезуглероживающего отжига производили дрессировку металла с обжатием 4,0%.
Отжиг тестируемых эйнштейновских образцов для определения магнитных свойств элементов магнитопроводов производили по режимам в соответствии с требованиями стандартов EN 10165, ASTM A-683M-91.
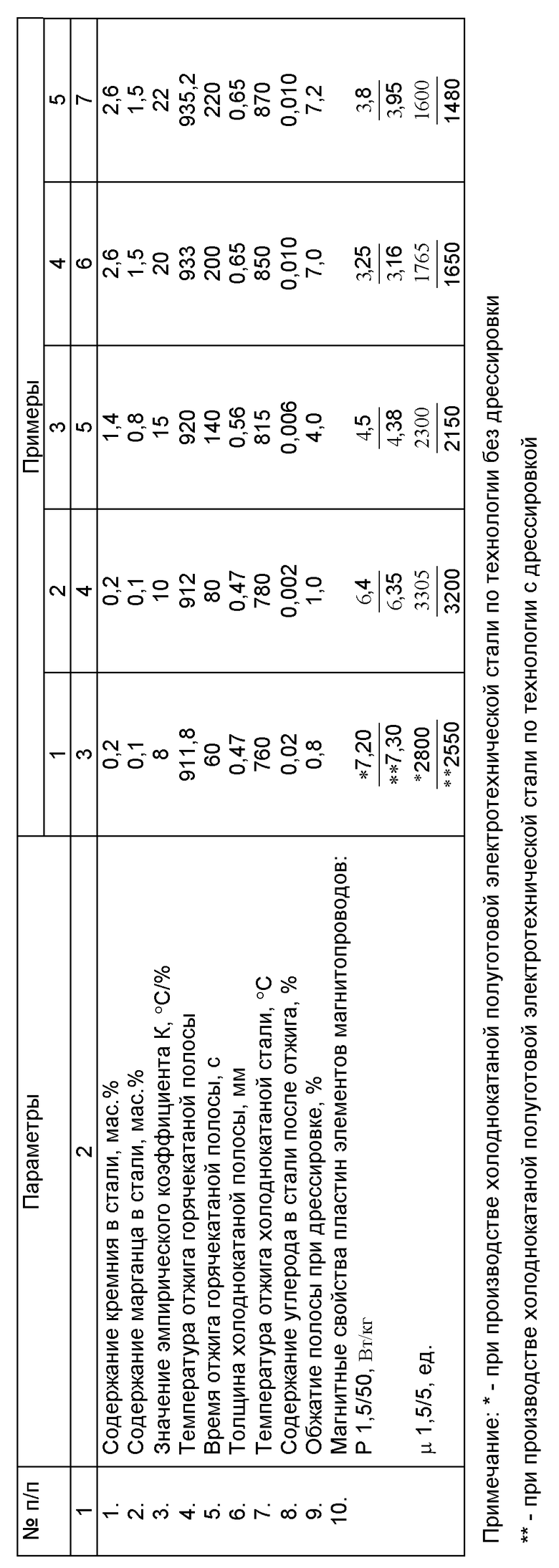
В таблице приведены примеры осуществления способа с различными технологическими параметрами.
В первом и пятом примерах вследствие несоответствия режимных параметров производства стали необходимым значениям не обеспечиваются оптимальные величины магнитных свойств пластин элементов магнитопроводов.
В оптимальных примерах 2-4 вследствие соответствия режимных параметров производства стали необходимым значением обеспечиваются повышенные магнитные свойства пластин элементов магнитопроводов.
Применение изобретения позволяет улучшить электромагнитные свойства пластин магнитопроводов, в том числе снизить удельные магнитные потери Р 1,5/50 на 0,20-0,45 Вт/кг и увеличить относительную пиковую магнитную проницаемость металла M 1,5/50 на 165-500 единиц после отжига пластин элементов магнитопроводов у потребителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛУОБРАБОТАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2000 |
|
RU2178006C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ | 2002 |
|
RU2219253C2 |
| Способ производства полупроцессной электротехнической изотропной стали с низкими удельными магнитными потерями | 2018 |
|
RU2693277C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛУГОТОВЫХ И ГОТОВЫХ ПОЛОС ИЗ ИЗОТРОПНЫХ ЭЛЕКТРОТЕХНИЧЕСКИХ СТАЛЕЙ | 2005 |
|
RU2288282C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛУОБРАБОТАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1998 |
|
RU2135606C1 |
| Способ производства высокопрочной электротехнической изотропной стали в виде холоднокатаной полосы | 2021 |
|
RU2764738C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ | 1998 |
|
RU2126843C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛУОБРАБОТАННОЙ ЛЕГИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2013 |
|
RU2529326C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ | 2011 |
|
RU2459876C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2002 |
|
RU2211249C1 |
Изобретение относится к черной металлургии, конкретнее к процессам получения холоднокатаной полуготовой электротехнической стали (semi - processed). Технический эффект при использовании изобретения заключается в улучшении электромагнитных свойств холоднокатаной полуготовой электротехнической стали. Указанный технический эффект достигают тем, что способ производства холоднокатаной полуготовой электротехнической стали включает горячую прокатку стального сляба, отжиг горячекатаной полосы, холодную прокатку и отжиг холоднокатаной полосы. Стальной сляб содержит, мас.%: кремний 0,2-2,6; алюминий 0,01-0,5; углерод не более 0,05; марганец 0,1-1,5; фосфор 0,01-0,16; серу не более 0,01. Температуру выдержки при отжиге горячекатаной полосы устанавливают по зависимости Тв=911+К•(Si-Mn), oС, где Тв - температура выдержки при отжиге горячекатаной полосы, oС; 911 - температура фазового превращения перлита в аустенит в чистом железе, oС; Si - содержание кремния в стали, мас. %; Mn - содержание марганца в стали, мас.%; К - эмпирический коэффициент, учитывающий влияние содержания в стали кремния и марганца на температуру фазового превращения перлита в аустенит, равный 10-20oС/%. Время выдержки при отжиге горячекатаной полосы устанавливают в пределах 80-200 с. Отжиг холоднокатаной полосы производят при температуре 780-850oС с обезуглероживанием металла до содержания углерода ≤0,010%. После обезуглероживающего отжига холоднокатаной полосы при необходимости осуществляют дрессировку с обжатием 1,0-7,0%. 1 з.п. ф-лы, 1 табл.
Tв= 911+К•(Si-Mn), oС
где Тв - температура выдержки при отжиге горячекатаной полосы, oС;
911 - температура фазового превращения перлита в аустенит в чистом железе, oС;
Si - содержание кремния в стали, мас. %;
Mn - содержание марганца в стали, мас. %;
К - эмпирический коэффициент, учитывающий влияние содержания в стали кремния и марганца на температуру фазового превращения перлита в аустенит, равный (10-20)oС/%,
выдержку при этой температуре осуществляют в течение 80-200 с, а отжиг холоднокатаной стали-полосы производят при температуре 780-850oС с обезуглероживанием металла до содержания углерода ≤0,010%.
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Способ термической обработки магнитопроводов из малоуглеродистой стали | 1982 |
|
SU1147763A1 |
| Способ производства электротехнической холоднокатаной изотропной стали | 1983 |
|
SU1174485A1 |
| Способ термической обработки электротехнической изотропной стали | 1990 |
|
SU1747512A1 |
| Способ производства электротехнической изотропной стали | 1990 |
|
SU1786134A1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1990 |
|
RU2027779C1 |
| СПОСОБ ПРОИЗВОДСТВА ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1994 |
|
RU2089626C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОТЕХНИЧЕСКОЙ ЛИСТОВОЙ СТАЛИ | 1994 |
|
RU2126452C1 |

