Изобретение относится к элементу с сотовой структурой каталитического реактора с газопроточными каналами, в частности каталитического реактора для отработанных газов двигателя внутреннего сгорания транспортного средства, выполненному из попеременно чередующихся, послойно размещенных в основном гладких и структурированных, прежде всего гофрированных металлических листов.
Элементы с сотовой структурой из послойно размещенных металлических листов указанного типа известны, например, из международной заявки WO-89/07488. Как описано в этой заявке, гладкие и гофрированные листы уложены попеременно чередующимися слоями друг над другом и свернуты в плотный рулон. При этом некоторые из слоев листового металла имеют большую толщину по сравнению с остальными. Эти более толстые слои предназначены для повышения устойчивости конструкции, прежде всего в тех случаях, когда конструкцию помещают в цилиндрический кожух. Однако изготовление и применение отдельных, сформированных в пакет слоев из металлических листов разной толщины связано с увеличением производственных затрат.
В некоторых случаях применения элемента с сотовой структурой наличие отдельных слоев из металлических листов большей толщины для повышения устойчивости конструкции является не обязательным. В принципе для уменьшения веса элемента с сотовой структурой и снижения затрат на его изготовление целесообразно металлические листы выполнять по возможности более тонкими. Эта цель, однако, противоречит стремлению повысить устойчивость элемента с сотовой структурой, равно как и его коррозионную стойкость.
Исходя из вышеизложенного, в основу изобретения была положена задача создать элемент с сотовой структурой, отличающийся достаточной устойчивостью и минимально возможным весом, который по крайней мере не в экстремальных условиях обладал бы также достаточно высокой коррозионной стойкостью.
Эта задача согласно изобретению решается с помощью элемента с сотовой структурой с отличительными признаками согласно пункту 1 формулы. Предпочтительные варианты выполнения этого элемента с сотовой структурой указаны в зависимых пунктах формулы.
Элемент с сотовой структурой согласно изобретению выполнен из попеременно чередующихся, послойно размещенных в основном гладких и структурированных металлических листов. Структурированные листы являются предпочтительно гофрированными. Благодаря такой конструкции, в которой предусмотрены попеременно чередующиеся слои в основном гладких и структурированных металлических листов, образуются каналы, через которые может протекать поток газа. Такой элемент с сотовой структурой пригоден прежде всего для использования в качестве каталитического реактора для отработанных газов двигателя внутреннего сгорания транспортного средства. С этой целью стенки сот элемента с сотовой структурой имеют каталитическое покрытие, на которое направляются отработанные газы двигателя внутреннего сгорания. Структурированные металлические листы имеют толщину, по крайней мере меньшую на 0,005 мм по сравнению с в основном гладкими листами. В основном гладкие металлические листы имеют предпочтительно толщину от 0,04 мм до 0,06 мм и особенно предпочтительно примерно 0,05 мм. Структурированные металлические листы имеют предпочтительно толщину от 0,025 мм до 0,045 мм, особенно предпочтительно примерно 0,04 мм. Предпочтительно выдерживать разницу в толщине, равную 0,01 мм.
Обычно все послойно размещенные в элементе с сотовой структурой металлические листы имеют определенную одинаковую толщину порядка 0,05 мм. Для снижения веса элемента с сотовой структурой согласно настоящему изобретению толщина всех структурированных металлических листов была уменьшена. Благодаря тому, что развернутая длина структурированных металлических листов значительно превосходит длину в основном гладких листов, появилась возможность для существенной экономии материалов и тем самым производственных затрат в целом. Опасения относительно снижения устойчивости конструкции, определяемой главным образом наличием в основном гладких металлических листов, не следует принимать во внимание, поскольку такое снижение устойчивости будет лишь незначительным и вполне приемлемым, прежде всего в осевом направлении.
Предпочтительно далее, чтобы количество уложенных слоями в основном гладких и структурированных металлических листов было одинаковым. Это значит, что слои из структурированных листов попеременно чередуются со слоями из в основном гладких листов.
Особое преимущество согласно изобретению получают в тех случаях, когда структурированные листы дополнительно структурируют трансверсально (в поперечном направлении) по отношению к основному структурированию, как это описано, например, в Европейском патенте ЕР-В1 0454712. Эта дополнительно сформированная структура имеет существенно меньшую амплитуду по сравнению с основной структурой и предназначена для турбулизации протекающего через элемент с сотовой структурой потока газа с целью улучшения контакта газа со стенками сот. Для изготовления снабженного такой трансверсальной структурой листа определенной ширины исходный материал должен иметь соответственно несколько большую ширину. Поэтому при изготовлении элемента с сотовой структурой, в котором структурированные металлические листы имеют трансверсальную структуру, в отличие от в основном гладких листов, не имеющих такой структуры, так или иначе необходимо для гладких и гофрированных листов использовать исходные материалы разной ширины и, следовательно, выполнение вышеуказанного дополнительного условия не требует никаких дополнительных материально-технических затрат. Тонкие металлические листы, кроме того, легче структурировать и гофрировать в поперечном направлении, тогда как более толстые гладкие листы обеспечивают устойчивость элемента с сотовой структурой.
Предпочтительно далее размещать послойно расположенные металлические листы таким образом, чтобы они были рулонированы один вокруг другого. Благодаря такому выполнению повышается устойчивость элемента с сотовой структурой без одновременного увеличения материально-технических затрат. Особенно предпочтительно при этом сворачивать металлические листы S-образно один вокруг другого. Выполненный по такому принципу элемент с сотовой структурой может быть особенно удобно и компактно помещен в круглый либо овальный цилиндрический кожух.
Альтернативно этому послойно размещенные металлические листы можно пакетировать. Такая конструкция обладает тем преимуществом, что значительно упрощает способ изготовления элемента с сотовой структурой касательно его размещения в кожухе.
Особенно предпочтительно далее выполнять в основном гладкие металлические листы слегка структурированными с существенно меньшей структурной амплитудой по сравнению с гофрированными листами. При таком формировании структуры в основном гладких листов последняя имеет практически ту же ориентацию, что и структура структурированных листов. При таком выполнении повышается упругость элемента с сотовой структурой, причем благодаря малой структурной амплитуде сохраняется то преимущество, что не требуется дополнительных расходов материала и не снижается устойчивость конструкции. Под таким структурированием имеется в виду прежде всего гофрирование, причем шаг гофрировки может соответствовать шагу гофрировки структурированных листов.
Другие преимущества, признаки и возможности применения настоящего изобретения иллюстрируются нижеследующим описанием примера выполнения, представленного на чертеже.
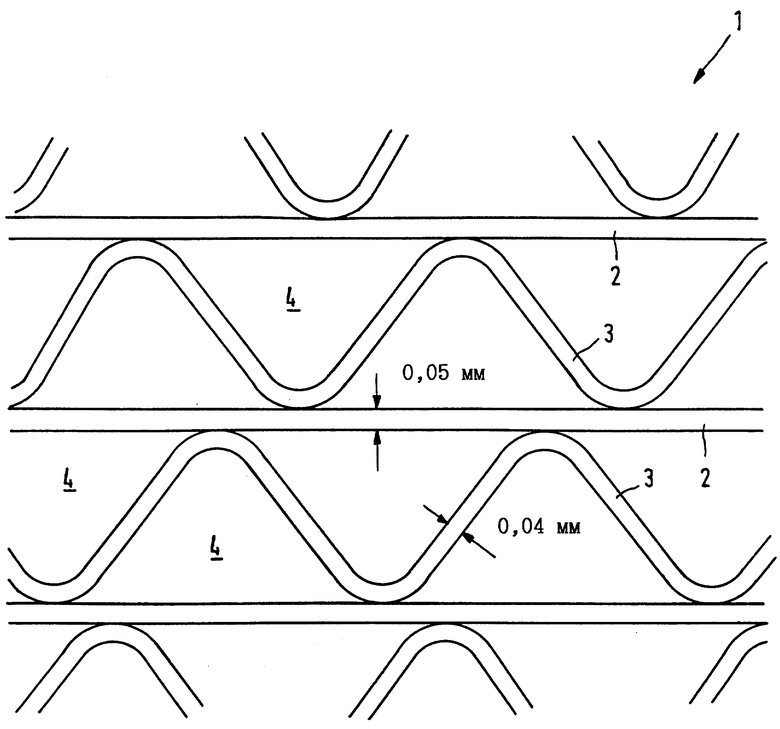
На чертеже представлен фрагмент поперечного сечения элемента с сотовой структурой согласно изобретению. На чертеже показан фрагмент поперечного сечения пакета 1 послойно расположенных металлических листов 2, 3. Пакет 1 состоит из в основном гладких металлических листов 2 и гофрированных металлических листов 3, размещенных попеременно друг над другом. Благодаря такому размещению между гладкими металлическими листами 2 и гофрированными металлическими листами 3 образуются каналы 4, через которые может протекать поток газа. При этом газ движется в направлении, в основном перпендикулярном плоскости рисунка. В предпочтительном варианте выполнения изобретения толщина всех гладких металлических листов 2 составляет приблизительно 0,05 мм, а толщина всех гофрированных металлических листов 3 составляет приблизительно 0,04 мм.
Развернутая общая длина гофрированных листов 3 примерно вдвое превышает общую длину гладких листов 2. При уменьшении толщины гофрированных листов 3 примерно на 20% получают экономию в весе всего элемента с сотовой структурой порядка 13%. Каталитически активная поверхность элемента с сотовой структурой, т. е. общая поверхность стенок сот, остается при этом в основном постоянной. В наиболее благоприятном случае габариты при сохранении площади каталитически активной поверхности даже еще могут быть уменьшены. Благодаря небольшой гофрировке гладких металлических листов 2 можно повысить упругость элемента с сотовой структурой, причем возможная экономия материалов если и снизится, то лишь незначительно.
Элементы с сотовой структурой с уменьшенной согласно изобретению толщиной структурированных металлических листов, прежде всего в сочетании с трансверсальной структурой этих листов, пригодны для применения в первую очередь в условиях, при которых отсутствуют нагрузки, воздействующие на их коррозионную стойкость. Такие условия имеют место, например, в катализаторах отработанных газов, применяемых в транспортных средствах в США, что обусловлено существующими в стране положениями по ограничению скорости движения.
Изобретение относится к двигателестроению и может быть использовано для очистки отработанных газов двигателя внутреннего сгорания транспортного средства. Элемент с сотовой структурой каталитического реактора выполнен из попеременно чередующихся послойно размещенных гладких и структурированных листов, причем по крайней мере один слой листового металла выполнен из полуфабриката большей толщины по сравнению с остальными слоями. Все гладкие металлические листы имеют одинаковую толщину 0,04-0,06 мм, предпочтительно 0,05 мм. Все структурированные листы имеют одинаковую толщину 0,025-0,045 мм, предпочтительно 0,04 мм. Относительно друг друга гладкие и структурированные листы выполнены из полуфабрикатов разной толщины и/или обладающих разными свойствами. Все структурированные металлические листы выполнены более тонкими предпочтительно на 0,01 мм по сравнению с гладкими металлическими листами. Технический результат - изобретение возможно использовать в условиях, при которых отсутствуют нагрузки, воздействующие на их коррозионную стойкость, 6 з.п.ф-лы, 1 ил.