Настоящее изобретение относится к способу измерения количества металла в раздаточных печах.
Предпосылки создания изобретения
В любой момент по ряду причин может потребоваться точно знать количество металла, которое находится в раздаточной печи перед началом разливки, в процессе разливки и после завершения процесса разливки. Во время полунепрерывной разливки алюминиевых заготовок и слитков для прокатки применяются раздаточные печи, которые могут вмещать 60-80 т расплавленного алюминия. Перед началом процесса разливки важно знать количество алюминия, находящегося в раздаточной печи, с тем, чтобы гарантировать возможность литья заготовок или слитков для прокатки, имеющих заданную длину. Кроме того, важно знать количество алюминия, остающегося в печи после завершения процесса разливки, поскольку оставшийся в раздаточной печи алюминий служит началом следующей садки алюминия, подготовленной в печи, и требуется принять во внимание это количество металла, чтобы получить правильные данные о химическом составе алюминиевого сплава при производстве в печи следующей садки.
Известно также, что полезный объем раздаточных печей в процессе их эксплуатации изменяется по мере износа футеровки печей, ведущего к увеличению объема, и накопления дросса, ведущего к уменьшению объема. Так, например, новая раздаточная печь для алюминия может вмещать 60 т расплавленного алюминия, в то время как после двух или трех лет эксплуатации она может вмещать 70 т.
Известен способ определения количества металла, находящегося в таких печах, путем взвешивания, однако по ряду причин обнаружено, что сохранение стабильной системы взвешивания таких печей является очень трудным и очень дорогостоящим процессом. Так, сама конструкция печи может весить 200-300 т и подвергаться в процессе эксплуатации значительным тепловым и механическим нагрузкам. Кроме того, трудно учитывать изменение емкости печи, связанное с износом футеровки, поскольку для этого требуется полностью опустошить печь с тем, чтобы взвесить пустую печь. Тарирование системы взвешивания также требует полного опорожнения печи. Калибровка системы взвешивания также требует полного опорожнения печи и добавления в печь известного веса. Обе эти операции потребуют перерыва в работе печи. Кроме того, система взвешивания может использоваться только для регистрации количества металла, находящегося в печи, и не может быть применена для регистрации количества жидкого металла в желобах, фильтрах и т.п. между выпускным отверстием печи и кристаллизаторами. И, наконец, система взвешивания не может самостоятельно определять, когда оказывается нарушенной ее калибровка. Отсюда следует, что систему взвешивания требуется регулярно проверять и подвергать калибровке.
Наиболее близким по технической сущности и достигаемому эффекту является способ измерения количества жидкого металла, согласно патенту Франции N 2.580092, кл. G 05 D 3/20, 1986.
Известный способ включает измерения угла наклона печи, а также описывает систему управления скоростью разливки жидкого металла из качающейся печи с перемещением металла из качающейся печи во вторую емкость. Применяется устройство для измерения первой высоты, которая представляет угловое положение качающейся печи, и второе устройство применяется для измерения высоты, представляющей вес второй емкости. Средство управления регулирует положение подвижных компонентов качающейся емкости для регулирования первой высоты относительно второй высоты в соответствии с заданным предопределенным соотношением.
Однако управление наклоном, описанное в известном патенте, обеспечивает управление скоростью разливки из печи, а не позволяет измерить количество жидкого металла, находящегося в печи.
Описание сущности изобретения
В основу изобретения положена задача создания надежного способа определения количества металла, находящегося в раздаточной печи, с помощью которого можно в любой момент в процессе разливки рассчитать количество металла, находящегося в разливочной печи, и количество металла, находящегося в системе желобов между разливочной печью и кристаллизаторами, учитывая при этом износ и иные изменения объема разливочной печи.
Целью настоящего изобретения является предложение способа измерения количества металла в качающихся разливочных печах, основанного на регистрации количества металла, которое в любое время в процессе разливки выпущено из печи.
Поставленная задача решается тем, что в способе измерения количества жидкого металла, содержащегося в раздаточной печи, включающем измерение угла наклона печи, согласно изобретению предварительно определяют и запоминают эталонную кривую количества металла в печи как функции угла наклона печи при заданном уровне металла в выпускном отверстии печи, а в процессе литья измеряют уровень металла в желобе и при его отклонении от эталонного значения производят коррекцию количества металла, определяемого по эталонной кривой.
Эталонная кривая количества металла в печи зависит от угла наклона и предпочтительно строится путем расчета кривой для количества металла в печи на основании геометрической формы печи с последующей регистрацией количества металла, выпущенного из печи в течение множества интервалов между одним углом наклона и превышающим его углом наклона печи при сохранении постоянного уровня металла в выпускном отверстии печи, на основании чего рассчитывают соответствующие углы наклона конкретной кривой для количества металла, выпущенного из печи, как функции угла наклона печи, основываясь при этом на зарегистрированных количествах металла, выпущенного из печи в течение множества интервалов между одним углом наклона и превышающим его углом наклона печи, загрузке печи известным количеством металла и наклонении печи до угла наклона, при котором уровень металла поднимается до эталонного уровня в выпускном отверстии печи, определяя таким образом одну точку для известного количества металла в печи при определенном угле ее наклона, и при котором эталонная кривая количества металла в печи как функции угла наклона печи проходит через определенную точку для количества металла в печи при определенном угле наклона.
Согласно предпочтительному варианту выполнения для известных количеств металла, загруженного в печь, и соответствующих углов наклона печи, при которых уровень металла в печи при ее наклоне поднимается до эталонного уровня, определяют более чем одну конкретную точку на эталонной кривой.
При создании эталонной кривой количество выпущенного из печи металла регистрируют как металл, поступивший в кристаллизатор или кристаллизаторы между одним углом наклона и превышающим его углом наклона при сохранении постоянного уровня металла в выпускном отверстии печи. Количество металла, поступившего в кристаллизаторы, рассчитывают, исходя из количества кристаллизаторов, поперечного сечения кристаллизаторов, длины слитков в любой момент и плотности металла. Эту информацию легко зарегистрировать и сохранить в компьютере.
Наблюдение за уровнем металла в выпускном отверстии печи и в системе желобов осуществляется с помощью одного или нескольких датчиков. Во время процесса разливки количество жидкого металла, содержащегося в печи при определенном уровне наклона печи, отклоняется в меньшую сторону от эталонной кривой при условии, что фактический уровень металла равен эталонному уровню. Если фактически зарегистрированный уровень металла отклоняется от эталонного уровня, количество металла в печи корректируют следующим образом: если фактически зарегистрированный уровень металла выше эталонного уровня, зарегистрированное количество металла в печи корректируют путем введения поправки, соответствующей количеству металла в печи, находящемуся выше эталонного уровня. Количество металла в печи между эталонным уровнем и фактически зарегистрированным уровнем металла может быть рассчитано, исходя из геометрической формы печи, угла наклона и расстояния между эталонным уровнем и фактически зарегистрированным уровнем.
Если фактически зарегистрированный уровень ниже эталонного уровня, указанная коррекция осуществляется путем вычитания количества металла в печи, находящегося ниже эталонной кривой и до фактически зарегистрированного уровня.
Для того чтобы контролировать эталонную кривую, при каждой разливке из печи регистрируется количество выпущенного из печи металла для множества интервалов между одним углом наклона и превышающим его другим углом наклона, и на основе полученных результатов производят построение кривой, которую сравнивают с эталонной кривой. Кривая, построенная на основании зарегистрированных данных о количестве металла, разлитого из печи, как функции углов наклона, сопоставляется с кривыми, дающими приемлемые предельные значения в отношении эталонной кривой. Если построенные кривые для одной или нескольких последовательных разливок из раздаточной печи, в целом, выходят за границы предельных значений для эталонной кривой, рассматриваются возможные причины этого.
Если обнаружится, что причина заключается в неправильной регистрации металла, выпущенного из печи, коррекции эталонной кривой не делают. Если никаких таких неправильностей не обнаружено, строят новую эталонную кривую количества металла, находящегося в печи, как функции угла наклона, основанную на выборе углов наклона кривой в ряде предшествующих разливок или в ряде наклонов в ряде будущих разливок. Если расчетные кривые перед превышением предельного значения мало меняются от разливки к разливке, лучше построить новую эталонную кривую для количества металла в печи как функции угла наклона, основываясь на данных ряда ближайших предшествующих разливок, поскольку в этом случае причина изменения будет заключаться в медленном изменении емкости печи, например в результате износа футеровки.
Если расчетные кривые для одной разливки сильно отличаются от расчетных кривых для предшествующих разливок, предпочтительным является построение новой эталонной кривой для количества металла в печи как функции угла наклона печи, основанной на ряде будущих разливок, поскольку в таких случаях отклонения могут быть вызваны внезапным изменением объема печи, связанным, например, с внезапной утерей значительных кусков печной футеровки.
Таким образом достигается непрерывный контроль эталонной кривой, и эталонная кривая может быть в любой момент заменена новой эталонной кривой.
Способ, являющийся предметом настоящего изобретения, обладает также тем преимуществом, что позволяет в любой момент во время процесса разливки знать количество металла, содержащегося в печи, и количество металла, содержащегося в системе желобов от выпускного отверстия печи до кристаллизаторов. При вертикальной разливке множества заготовок или слитков для прокатки из алюминия или алюминиевых сплавов, которые должны иметь заданную длину, в том случае, если например, в определенный момент во время процесса разливки обнаружится, что оставшееся количество металла в печи и в системе желобов слишком мало для того, чтобы отлить заготовки или слитки заданной длины, этот способ можно использовать, закрыв кристаллизаторы для одной или нескольких заготовок или слитков для прокатки, с тем, чтобы оставшиеся заготовки или слитки для прокатки имели заданную длину.
В конце процесса разливки будет известно количество металла, оставшегося в печи, и это оставшееся количество металла будет учитываться при расчете химического состава следующей садки металла, который должен быть произведен в печи.
Кроме того, использованные эталонные кривые могут сохраняться и могут использоваться для отслеживания состояния печи, такого, например, как износ футеровки и нарастание дросса. Поскольку эталонные кривые указывают количество металла как функцию углов наклона печи, можно путем сопоставления сохраняемых эталонных кривых определить, в какой части печи износ футеровки является наибольшим, и, основываясь на этом, иметь возможность правильно определить срок ремонта футеровки печи.
Способ, являющийся предметом настоящего изобретения, обладает также тем преимуществом, что эталонная кривая, указывающая количество металла в печи как функцию угла наклона, может быть рассчитана и исправлена в любое время, основываясь на сохраненных данных для предшествующих разливок.
В ходе практических опытов было обнаружено, что использование способа, являющегося предметом настоящего изобретения, позволяет добиться точности лучшее ±1000 кг для печи, вмещающей 60 т жидкого металла, и что точность возрастает при увеличении угла наклона.
Способ, являющийся предметом настоящего изобретения, можно легко применить на существующих качающихся раздаточных печах, поскольку компьютеры, которые обычно устанавливают для наблюдения за такими раздаточными печами, могут быть использованы для регистрации необходимых данных.
Краткое описание чертежей
На фиг.1 показано изображение сверху качающейся раздаточной печи с системой желобов;
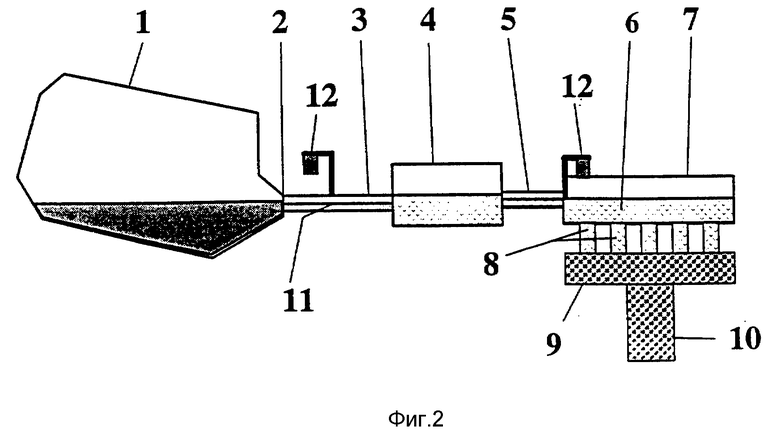
на фиг. 2 показано изображение в вертикальной проекции, выполненное вдоль линии I-I на фиг. 1;
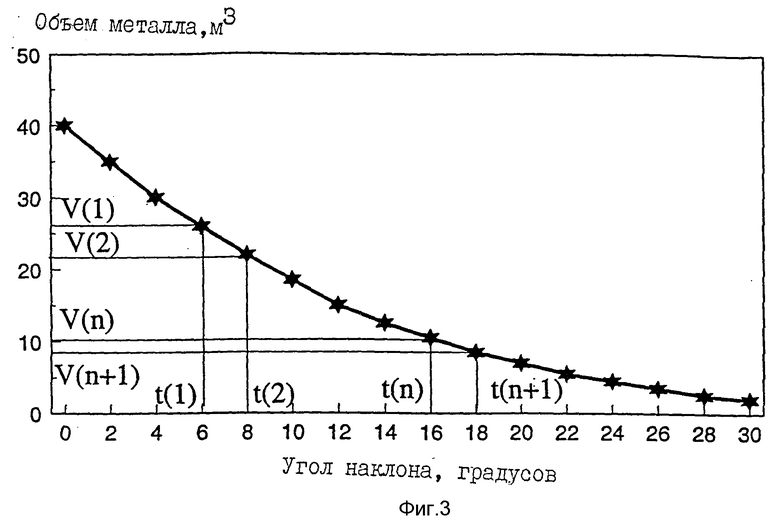
на фиг. 3 показана расчетная кривая количества металла в раздаточной печи, как функции угла наклона печи;
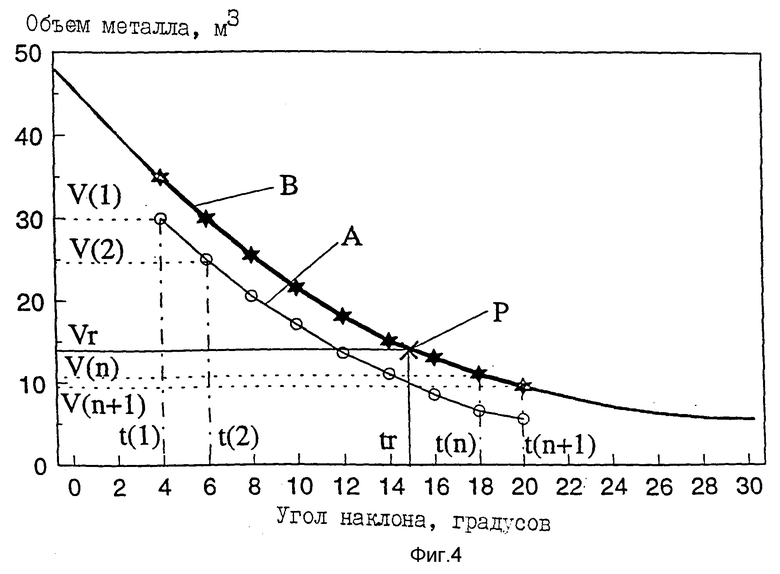
на фиг. 4 показана кривая А количества металла, выпущенного из печи, как функции наклона печи, и эталонная кривая В количества металла в печи, как функции угла наклона печи; и
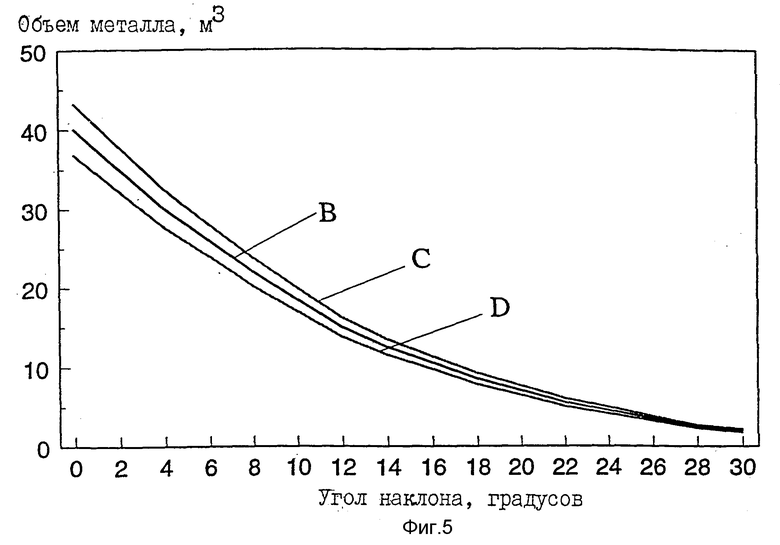
на фиг.5 показана эталонная кривая В с предельными значениями.
Подробное описание предпочтительных вариантов реализации изобретения
На фиг. 1 и 2 показана раздаточная печь для алюминия. Печь 1 может наклоняться и имеет выпускное отверстие 2. Когда печь наклонена, металл, вытекающий из выпускного отверстия, заполняет первый желоб 3, фильтровальный блок 4, второй желоб 5 и распределительный желоб б на раздаточном столе 7. Из распределительного желоба б металл распределяется по нескольким кристаллизаторам (не показаны) для вертикальной разливки заготовок 8. Во время процесса разливки нижние концы заготовок 8 опираются на перемещающийся по вертикали стол 9, который во время процесса разливки опускается с помощью гидравлического цилиндра 10. Стол 9 обычным образом располагается в разливочном колодце (не показан).
Во время процесса разливки уровень металла в первом и втором желобах 3, 5 и в распределительном желобе 6 стараются держать как можно более стабильным. Уровень металла регулируют путем регулирования угла наклона раздаточной печи 1.
Уровень металла отслеживают с помощью датчиков 12. На фиг. 2 показаны два датчика 12, однако могут использоваться один датчик и больше, чем два датчика. Для того чтобы построить эталонную кривую количества металла в раздаточной печи 1, как функцию угла наклона, согласно настоящему изобретению начинают с расчетной кривой количества металла в раздаточной печи, как функции угла наклона раздаточной печи 1. Такая расчетная кривая показана на фиг. 3. Способ, являющийся предметом настоящего изобретения, не требует, чтобы расчетная кривая, показывающая количество металла в раздаточной печи 1, как функцию угла наклона, была правильной.
В начале разливочного процесса печь 1 наклоняют таким образом, что металл течет через выпускное отверстие 2 и заполняет желоба 3, 5 и 6 и фильтровальный блок 4 до заданного уровня 11, после чего металлу дают возможность течь в кристаллизаторы для получения заготовок 8.
Для того чтобы установить связь между объемом металла в раздаточной печи и углом наклона печи, соблюдают следующую процедуру.
Объем металла, содержащегося в желобах 3, 5, 6 и в фильтровальных блоках, рассчитывают до заданного уровня 11. Это можно сделать, например, исходя из известной геометрической формы желобов и фильтровального блока, однако возможно использование и любых других способов. Объем металла, разлитого в заготовки 8, рассчитывают непрерывно, основываясь на плотности металла, поперечном сечении заготовок 8, количестве заготовок 8 и длине заготовок 8 в любой момент во время процесса разливки. В тоже время с помощью датчиков 12 отслеживаются отклонения от заданного уровня металла 11 в системе желобов, а объем металла, выпущенного из печи, корректируют так, как описано выше. Исходя из упоминавшейся выше информации, можно рассчитать объем металла, выпущенного из печи, и сохранять эту информацию в любой момент в процессе разливки. Это предпочтительно осуществляется с помощью компьютера, обеспеченного необходимой информацией.
Количество металла, выпущенного из печи 1 при изменении ее угла наклона от угла наклона t(1) до более значительного угла наклона t(2), определяют, основываясь на зарегистрированных данных для двух углов наклона. Условие для этого заключается в том, чтобы уровень металла в системе желобов оставался постоянным при переходе от угла наклона t(1) до угла наклона t(2). Если уровень металла при переходе от угла наклона t(1) до угла наклона t(2) изменяется, необходимо внести поправку в количество металла, выпущенного из печи так, как описано выше.
Предполагается, что объем металла, находящегося в печи 1 при угле наклона t(1), нанесен на кривую, показанную на фиг. 3. Затем на кривую на фиг. 3 наносят объем металла при угле наклона t(2). Прямая линия, соединяющая точку, указывающую объем при угле наклона t(1), и точку, указывающую объем при угле наклона t(2), будет тогда представлять угол наклона кривой на фиг. 3 в интервале между t(1) и t(2). Регистрация объема металла, выпущенного из печи между одним углом наклона и более значительным углом наклона, повторяется в процессе разливки для множества интервалом между углами наклона, что позволяет рассчитать угол наклона кривой реального объема для множества интервалов между углами наклона. На фиг. 3 такие регистрации показаны только для простоты. Если уровень металла отклоняется от заданного уровня 11, следует внести поправку в объем металла, выпущенного из печи так, как описано выше.
Регистрация угла наклона кривой, описанная выше, повторяется в ряде разливок, выполненных из раздаточной печи 1, благодаря чему для каждого интервала регистрируют ряд параллелей для каждого интервала.
Исходя из углов наклона кривой, рассчитанных выше, производится построение реальной кривой объема металла, выпущенного из печи, как функции угла наклона печи, в рамках интервала углов наклона кривой, в котором регистрировали поток металла из печи. Такая кривая А, показывающая объем металла, выпущенного из печи, как функцию наклона печи, показана на фиг. 4.
Как было описано выше, углы наклона, которые служат основой для построения кривой А на фиг. 4, рассчитывают на основе объема металла, выпущенного из раздаточной печи 1 в интервалах между одним углом наклона и более значительным углом наклона. Поэтому кривая А не дает точного значения объема металла, содержащегося в печи при определенном угле ее наклона. Для того чтобы скорректировать кривую А на фиг.4 таким образом, чтобы она показывала фактический объем металла, содержащегося в печи при определенном угле наклона, выполняется следующая процедура:
1. Печь полностью опорожняют.
2. В печь загружают известный объем металла.
3. Выпускное отверстие 2 разливочной печи 1 закрывают и печь наклоняют до угла наклона, при котором уровень металла в выпускном отверстии 2 находится на заданном уровне.
Этот угол наклона наносят на кривую как показано точкой Р на фиг. 4. Построенную кривую А после этого сдвигают вдоль оси объема относительно кривой А на фиг. 4, до тех пор, пока кривая не достигнет точки Р. Таким образом, получается эталонная кривая В, указывающая объем металла в раздаточной печи 1, как функцию угла наклона печи.
Как упоминалось выше, кривая А и соответственно кривая В являются действительными только в диапазоне углов наклона печи, для которых были измерены углы наклона кривой. Поэтому эталонная кривая В недействительна для полностью или почти полностью заполненной печи или для почти пустой печи. Можно, однако, продлить эталонную кривую В как для малых углов наклона, так и для очень больших углов наклона, просто повторив процедуру, описанную выше для определения точки Р на фиг. 4. Таким образом можно полностью или почти полностью загрузить печь известным количеством металла, после чего с закрытым выпускным отверстием 2 наклонить печь до такого угла наклона, при котором уровень металла в выпускном отверстии печи 2 равен эталонному уровню 11, определив таким образом начальную точку эталонной кривой В. Таким же образом можно загрузить в пустую печь небольшой известный объем металла и определить угол наклона для этого известного количества металла, получив таким образом возможность нанести на график точки эталонной кривой В, соответствующие очень большим углам наклона.
После построения эталонной кривой В с обеих сторон эталонной кривой В наносят предельные значения, показанные кривыми C и D на фиг. 5.
Эталонную кривую B можно теперь использовать для того, чтобы определять количество металла в печи во время будущих процессов разливки из раздаточной печи вплоть до построения новой скорректированной эталонной кривой.
Количество металла в печи определяют по эталонной кривой В. Однако, если фактический уровень металла отклоняется от эталонного уровня металла 11, величину отклонения количества металла от эталонной кривой B следует скорректировать следующим образом.
Если фактический зарегистрированный уровень металла выше заданного уровня 11, величину отклонения количества металла от эталонной кривой B корректируют путем добавления поправки, соответствующей количеству металла в печи, находящегося выше заданного уровня 11. Количество металла в печи, находящегося между заданным уровнем 11 и зарегистрированным фактическим уровнем металла, можно рассчитать, исходя из геометрической формы печи, угла наклона и расстояния между заданным уровнем и зарегистрированным фактическим уровнем металла.
Если фактический зарегистрированный уровень металла ниже заданного уровня 11, указанную коррекцию можно выполнить путем вычитания из количества металла печи нехватки от эталонной кривой В.
Эталонная кривая В контролируется для каждой разливки путем регистрации объема металла, выпущенного из печи, для множества интервалов между углами наклона в направлении увеличения угла наклона способом, описанным выше в связи с построением эталонной кривой В. Эти данные сохраняют и используют для расчета кривой объема металла в раздаточной печи, как функции углов наклона. Эта кривая сравнивается с эталонной кривой B и в случае, если расчетная кривая в целом располагается на площади между кривыми C и D, ту же самую эталонную кривую можно использовать для следующей разливки. Таким образом, расчетную кривую объема металла в печи, как функции угла наклона, сравнивают с эталонной кривой для каждой разливки. Количество металла, остающегося в печи, будет таким образом известно в любой момент во время процесса разливки, что может гарантировать получение заготовок заданной длины. Кроме того, будет известно количество металла в печи, оставшееся после окончания разливки.
Если расчетная кривая количества металла как функции угла наклона в ходе одной или нескольких разливок выходит за пределы площади, ограниченной кривыми C и D на фиг. 5, следует в первую очередь проверить правильность расчета количества металла, выпущенного из печи. Если этот расчет окажется правильным, то способом, описанным выше, производят построение новой эталонной кривой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКАЯ СИСТЕМА ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ С МИНИМАЛЬНЫМ ПОТРЕБЛЕНИЕМ ЭНЕРГИИ И СПОСОБЫ ПОЛУЧЕНИЯ СТАЛЬНЫХ ПРОДУКТОВ | 2012 |
|
RU2530578C2 |
| СИСТЕМА УПРАВЛЕНИЯ УРОВНЕМ МЕТАЛЛА В УСТАНОВКЕ ДЛЯ НЕПРЕРЫВНОЙ ИЛИ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ | 1995 |
|
RU2122920C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РАЗЛИВКИ РАСПЛАВА ЦВЕТНЫХ МЕТАЛЛОВ, В ЧАСТНОСТИ МЕДИ ИЛИ МЕДНЫХ СПЛАВОВ | 2008 |
|
RU2450890C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ РАСПЛАВА АЛЮМИНИЯ В УСТАНОВКУ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1994 |
|
RU2091193C1 |
| СПОСОБ И УСТРОЙСТВО МОДИФИЦИРОВАНИЯ | 2009 |
|
RU2518879C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2229957C2 |
| Устройство для непрерывной разливки плоских слитков | 1990 |
|
SU1816530A1 |
| ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ РАЗЛИВКИ СТАЛИ С КАМЕРАМИ ДЛЯ ПЛАЗМЕННОГО ПОДОГРЕВА ЖИДКОГО МЕТАЛЛА | 2011 |
|
RU2477197C1 |
| ДАТЧИК, СИСТЕМА И СПОСОБ ДЛЯ ИЗМЕРЕНИЯ И РАЗЛИВОЧНАЯ МАШИНА | 2021 |
|
RU2834106C1 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2250809C2 |
Изобретение относится к измерению количества жидкого металла, содержащегося в соответствующих раздаточных печах. Технический результат - повышение точности определения количества жидкого металла в раздаточной печи. Производится построение и поддержание эталонной кривой количества металла в печи, как функции угла наклона, при заданном уровне металла в выпускном отверстии печи, а количество металла, находящегося в раздаточной печи при любом угле наклона печи в процессе разливки определяют по эталонной кривой после внесения поправки, связанной с отклонением фактического уровня металла от эталонного уровня металла. 8 з.п.ф-лы, 5 ил.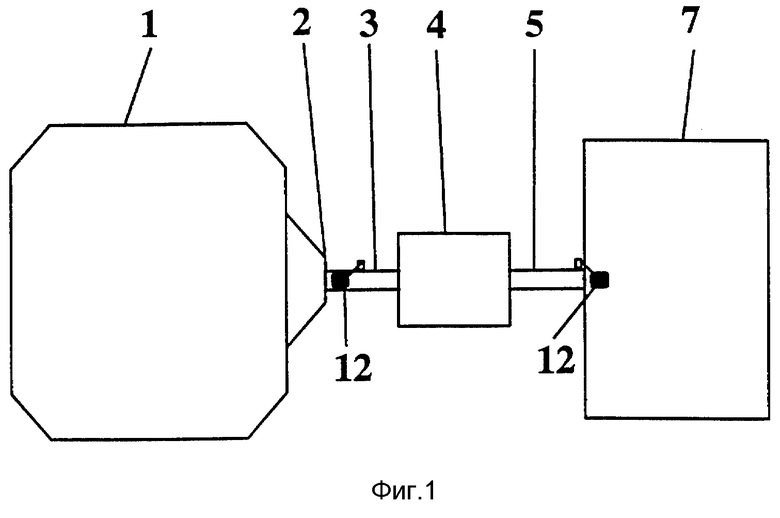
| СПОСОБ И УСТРОЙСТВО ПОЛУЧЕНИЯ ОДНОРОДНЫХ ЧЕРНИЛ ДЛЯ СТРУЙНЫХ ПРИНТЕРОВ | 2012 |
|
RU2580092C2 |
| Устройство для автоматического дозирования жидкого металла | 1980 |
|
SU900977A1 |
| US 3917111, A, 04.11.75 | |||
| СПОСОБ ПОЛУЧЕНИЯ ЛЕЧЕБНО-ПРОФИЛАКТИЧЕСКОГО ПРЕПАРАТА "ВИНИБИС" И УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1998 |
|
RU2128050C1 |
| ГИДРАВЛИЧЕСКАЯ ПЕРЕДАЧА | 1924 |
|
SU1142A1 |
