Настоящее изобретение относится к способу изготовления термически связываемого волокна, в частности к усовершенствованному способу изготовления термически связываемого волокна из материала, предназначенного для прядения волокна.
Волокна некоторых термопластичных материалов широко применяют в производстве по различным технологиям термически связанных продуктов, например нетканых текстильных материалов. Осуществление указанных технологией, в частности каландрирования и связывания при прядении, требует, чтобы волокна обладали способностью к термическому связыванию при более низких температурах, чем точки плавления конкретного полимера (полимеров), из которых они отформованы, и чтобы волокна и изделия, которые из них изготовлены, обладали стойкостью к старению, пожелтению и изменению окраски, вызванной выцветанием под воздействием газов и окисления.
Были предприняты различные попытки усовершенствовать способность волокон к связыванию, в частности введением в полимер, предназначенный для прядения волокон, добавок, повышением температур прядения, формованием волокон, содержащих два компонента, и модификацией поверхности волокна. Так, например, в описании к американскому патенту 4473677, выданному на имя Пеллегрини и др., для усовершенствования термического связывания волокон, отфорованных из полиолефинов, в эти последние предлагается вводить диангидрид 3,3'3,4' - бензофенонтетрауксусной кислоты или его алкильное производное. Однако существенные проблемы возникают в процессе прядения при повышенных темературах; требуется также относительно низкая скорость прядения.
Другим техническим решением является добавление в полимер, предназначенный для прядения, материала с низкой температурой плавления, в частности олигомеров и восков. Недостаток такого технического решения состоит в необходимости модификации процесса таким образом, чтобы обеспечить адекватное смешение материалов, которое позволило бы предотвратить образование геля в волокне.
В соответствии с технологией, в которой волокна формуют из двух различных полимеров, температура плавления одного компонента волокна ниже точки плавления другого его компонента, поэтому первый компонент покрывает поверхность второго компонента, то есть с более высокой температурой плавления. Такие волокна обычно называют двухкомпонентными волокнами "оболочка-сердцевина" или "бок о бок" ("на одной линии"). Компонент с пониженной температурой плавления обеспечивает возможность связывания при температуре, которая ниже точки плавления сердцевины волокна.
Другое техническое решение состоит в модификации поверхности волокна после его формования. Обычно также волокна состоят только из одного полимера сорта для прядения, в частности "покрывающее волокно". Модификацию поверхности волокна можно осуществлять с применением различных методов, в частности облучением, плазменной обработкой, озоновой обработкой, обработкой коронным разрядом или химической обработкой.
В ходе проведения обычного процесса прядения из расплава полимер нагревают в экструдере до точки плавления и расплавленный полимер продавливают с постоянным расходом потока через фильеру, в которой предусмотрено одно или несколько отверстий желаемого диаметра, в результате чего образуются элементарные нити расплавленного полимера. Эти элементарные нити из полимерного расплава с поверхности фильеры направляют вниз, где они попадают в поток охлаждающего газа, обычно воздуха. В результате такого охлаждения элементарные нити из полимерного расплава затвердевают с образованием волокон. В зависимости от осуществляемого метода прядения волокна распределяют в форме слоя из волокон и подвергают непосредственному связыванию подобно тому, как это происходит при осуществлении метода связывания при прядении. В другом варианте, в соответствии с методом долгого прядения волокна собирают вместе и, если желательно, растягивают с целью ориентации макромолекулярной структуры волокон, а затем наматывают на бобины. Далее на отдельной стадии осуществляют связывание или каландирование. Если элементарные нити или волокна необходимо подвергнуть модификации какого-либо типа, в частности поверхностной модификации, проводимой химической обработкой или обработкой облучением, такую модификацию элементарных нитей или волокон производят после затвердевания этих элементарных нитей из полимерного расплава полимерного расплава в результате охлаждения с образованием волокна или же такой модификации подвергают само предварительно отформованное волокно
Теперь установлено, что способность волокон подвергаться термическому связыванию можно усилить обработкой полимера сорта для прядения в процессе формования элементарных нитей вместо обработки элементарных нитей или волокон после их формования. Способ настоящего изобретения не ограничен какой-либо конкретной техникой изготовления волокна, когда полимер плавят и формуют из него волокна, в частности при изготовлении волокна по методу долгого прядения, короткого прядения, связывания при прядении или методу выдуваемого формования волокна. Процесс прядения не ограничен также возможностью его проведения в какой-либо конкретной прядильной среде, например в присутствии или отсутствии кислорода или азота.
Заявителем было установлено, что волокна, обладающие улучшенной способностью к термическому связыванию, могут быть получены при пониженных температурах прядения и повышенных скоростях прядения путем обработки элементарных нитей из расплава полимера сорта для прядения сразу же после выхода этих элементарных нитей из отверстий фильеры электромагнитными пучками.
Таким образом, в соответствии с настоящим изобретением предлагается усовершенствованный способ получения термически связываемых волокон, в соответствии с которым предусмотрена обработка элементарных нитей из полимерного расплава на поверхности фильера от 1•10-4 до 100 Вт/см2 электромагнитной энергии.
На чертеже представлено схематическое изображение устройства для прядения из расплава, применяемого при осуществлении способа настоящего изобретения.
Используемый в данном описании термин "поверхность фильеры" служит для обозначения верхней части прядильного канала и точки выхода расплавленного материала из одного или нескольких отверстий любого желаемого диаметра фильеры.
Используемый в данном описании термин "полимер сорта для прядения" служит для обозначения любого полимера, который может быть использован для прядения элементарных нитей при формовании волокна.
Что касается чертежа, на котором показано устройство для прядения из расплава, предназначенное для изготовления волокон в соответствии с настоящим изобретением, то полимер сорта для прядения загружают в бункер 1 и направляют далее в экструдер 2 известного или обычного типа, в котором предусмотрен один или несколько шнеков и который оборудован регулирующими устройствами для регулирования температуры цилиндра в различных зонах вдоль этого цилиндра, где полимер нагревают до его точки плавления. Далее расплавленный полимер поступает в дозирующий насос 3, который подает расплавленный полимер с постоянной скоростью в нагретую фильеру 4, снабженную одним или несколькими отверстиями на лицевой поверхности. Элементарные нити из текучего расплавленного полимера, выдавливаемые вниз относительно лицевой поверхности фильеры, обрабатывают электромагнитным излучением, создаваемым источником радиации 5. Источник радиации размещают таким образом, чтобы он охватывал лицевую поверхность фильеры. Затем элементарные нити из полимерного расплава затвердевают за счет охлаждения с образованием волокон 6.
Элементарные нити, формуемые по способу настоящего изобретения, обычно объединяют в одно или несколько волокон различной толщины. Волокна, состоящие из элементарных нитей, обычно называют моноволокнами, а волокна, выполненные из более чем одной элементарной нити, как правило называют комплексными волокнами. Весовые номера волокон, изготовленных по способу настоящего изобретения, находятся в пределах от менее 1 до меньшей мере 50 денье, денье на текстильную нить. Денье является весом в граммах 9000 м волокна.
В качестве волокнообразующих полимеров для осуществления настоящего изобретения можно использовать любой полимер, который обычно применяют в производстве волокон. В предпочтительном варианте полимером сорта для прядения служит полиэтилен, полипропилен, статистический сополимер пропилена и этилена, полиизобутилен, полиамид, полиэфир, полистирол, поливинилхлорид, полиакрилат или их смесь. Наиболее предпочтительными являются полипропилен и статистические сополимеры пропилена с этиленом.
При осуществлении способа настоящего изобретения в качестве электромагнитного излучения можно применять лучи в ультрафиолетовой, видимой или инфракрасной части спектра. Общее количество электромагнитного излучения, которое достигает элементарной нити (элементарных нитей), называемое поверхностной плотностью излучения, можно регулировать изменением расстояния между источником излучения и элементарной нитью (нитями), изменением длины волны испускаемых источником лучей и изменением мощности, интенсивности излучения источника. В соответствии с настоящим изобретением общее количество электромагнитной энергии, которая достигает элементарной нити (нитей), составляет от 1•10-4 до 100 Вт/см2, предпочтительнее от 1•10-2 до 50 Вт/см2, наиболее предпочтительно от 1•10-1 до 10 Вт/см2.
В волокнообразующий полимер, используемый для формования термически связываемых волокон настоящего изобретения, можно подмешивать обычные добавки. К таким добавкам относятся стабилизаторы, антиоксиданты, противоскользящие агенты, антистатики, антипирены, зародышеобразователи, пигменты, грязеотталкивающие агенты, фотосенсибилизаторы и тому подобное.
Более подробно существо настоящего изобретения проиллюстрировано со ссылками на нижеприведенные примеры его практического воплощения.
Пример 1. - Волокна из пропиленового гомополимера Profax P-165, стабилизированного 100 вес. ч. /1000000 вес. ч. продукта Irganox 1010 - тетракис [метилен-(3,5-трет. -бутил-4-оксигидроциннамат)] -метонового стабилизатора, 1000 вес. ч. /1000000 вес.ч. продукта Irgafos 168-трис-(2,4-дитрет.бутилфенил)-фосфитного стабилизатора и 1000 вес.ч./1000000 вес.ч. стеарата кальция, формуют загрузкой этой полимерной композиции в бункер в азотной атмосфере и подачей в одночервячный экструдер, в котором эту полимерную композицию нагревают до ее температуры плавления. Полимерный расплав поступает в дозирующий насос и под давлением дозирующим насосом он с постоянной скоростью подается к фильере, снабженной одним отверстием диаметром 0,020 дюйма (0,508 мм). Элементарную нить, направляющуюся вниз из отверстия фильеры, обрабатывают ультрафиолетовыми лучами энергией 0,88 Вт/см2. Вследствие охлаждения элементарная нить из полимерного расплава затвердевает, образуя моноволокно, которое наматывают на диск. Процесс проводят в следующих условиях:
Температура питающей зоны экструдера - 220oC
Температура дозирующего насоса - 300oC
Температура фильеры - 300oC
Весовой номер формуемого волокна - 2 г/9000 м
Скорость намотки на диск - 1000 м/мин
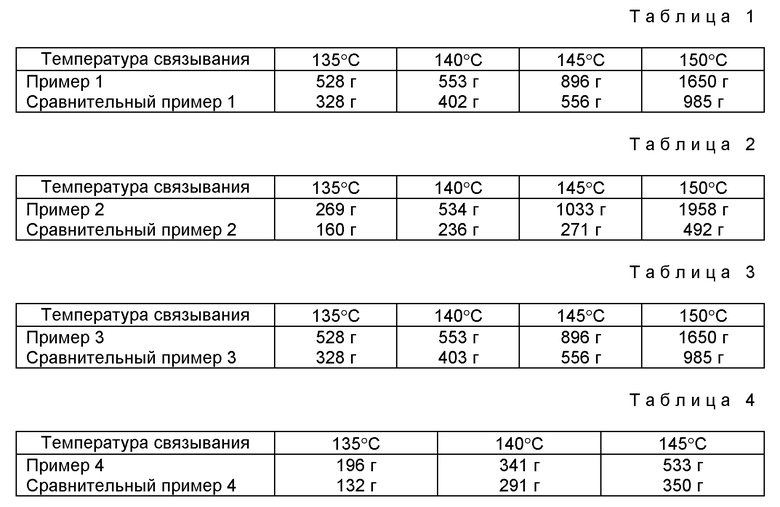
Затем изготовленное по вышеизложенному моноволокно подвергли испытанию на прочность связывания в соответствии с нижеследующей процедурой. Волокна разрезали на куски длиной по 400 мм. Отбирали образцы весом от 0,160 до 0,170 г. Далее волокна подвергали 80-кратному механическому скручиванию и складыванию пополам. Пучок подвергали шестикратному скручиванию вручную и скатывали в комок. Образец подвергали связыванию при желаемой температуре в термоуплотнителе Sentinel модели 1212 под давлением 40 фунтов/дюйм2 (2,8 кг/см2) в течение 1,50 с. Усилие (в граммах), которое требовалось для разделения связанных сегментов, определяли и фиксировали с помощью универсальной испытательной машины Instron модели 114.
Полученные результаты сведены в нижеследующую табл. 1.
Сравнительный пример 1. - Волокна изготовили в соответствии с процедурой примера 1, используя те же самые компоненты в тех же самых условиях, за исключением того, что при этом элементарную нить из полимерного расплава, которая направлялась вниз с поверхности фильеры, не обрабатывали ультрафиолетовыми лучами.
Образцы, использованные для определения прочности связывания, приготовили и подвергли испытаниям в соответствии с методом, изложенным в примере 1.
Полученные результаты испытаний термического связывания сведены в табл. 1 (см. в конце описания).
Совершенно очевидно, что прочность связывания волокон по настоящему изобретению даже при более низкой температуре связывания существенно превышает прочность связывания волокон в эксперименте сравнительного примера 1 при той же самой температуре связывания.
Пример 2. - При производительности 2,9 г/10 мин волокна из пропиленового гомополимера, стабилизированного продуктом Ieganox 1076 - октадецил-3-(3', 5'-дитрет. бутил-4'-оксифенил)-пропаноатом, 100 вес.ч./1000000 вес.ч. продукта Irganox 1010 - тетракис - [метилен-(3,5-трет.бутил-4-оксигидроциннамат)] - метанового стабилизатора, 1000 вес.ч./1000000 вес.ч. продукта Irgafos 168 - трис-(2,4-дитрет. бутилфенил)-фосфитного стабилизатора и 1000 вес. ч. /1000000 вес.ч. стеарата кальция, формуют в соответствии со способом примера 1, за исключением того, что процесс проводят в следующих условиях:
Температура питающей зоны экструдера - 220oC
Температура дозирующего насоса - 275oC
Температура фильеры - 275oC
Весовой номер формуемого волокна - 9 г/9000 м
Скорость намотки на диск - 1000 м/мин
Энергия ультрафиолетового облучения - 2,8 Вт/см2
Образцы, использованные для определения прочности связывания, приготовили и подвергли испытаниям в соответствии с методом, изложенным в примере 1.
Сравнительный пример 2. - Волокна изготовили в соответствии с процедурой примера 2, используя те же самые компоненты в тех же самых условиях, за исключением того, что при этом элементарную нить из полимерного расплава, которая направлялась вниз с поверхности фильеры, не обрабатывали ультрафиолетовыми лучами.
Образцы, использованные для определения прочности связывания, приготовили и подвергли испытаниям в соответствии с методом, изложенным в примере 1.
Полученные результаты испытаний термического связывания сведены в табл. 2 (см. в конце описания).
Волокна настоящего изобретения демонстрируют повышенную прочность связывания при сопоставлении с волокнами сравнительного примера 2.
Пример 3. - Волокна из пропиленового гомополимера Profax - 165, стабилизированного продуктом Ieganox 1076 - октадецил-3-(3',5'-дитрет.бутил-4'-оксифенил)-пропаноатом, 100 вес.ч./1000000 вес.ч. продукта Irganox 1010 - тетракис[метилен-(3,5-трет.бутил-4-оксигидроциннамат)]-метанового стабилизатора, 1000 вес.ч./1000000 вес.ч. продукта Irgafos 168 - трис-(2,4-дитрет, бутилфенил)- фосфитного стабилизатора и 1000 вес.ч./1000000 вес.ч. стеарата кальция, изготовили в соответствии со способом примера 1, за исключением того, что процесс проводили в следующих условиях:
Температура питающей зоны экструдера - 220oC
Температура дозирующего насоса - 300oC
Температура фильеры - 300oC
Весовой номер формуемого волокна - 2 г/9000 м
Скорость намотки на диск - 4000 м/мин
Энергия ультрафиолетового облучения - 0,88 Вт/см2
Образцы, использованные для определения прочности связывания, приготовили и подвергли испытаниям в соответствии с методом, изложенным в примере 1.
Полученные результаты испытаний сведены в табл. 3 (см. в конце описания).
Сравнительный пример 3. - Волокна изготовили в соответствии с процедурой примера 4, используя те же самые компоненты в тех же самых условиях, за исключением того, что при этом элементарную нить из полимерного расплава, которая направлялась вниз с поверхности фильеры, не обрабатывали ультрафиолетовыми лучами.
Образцы, использованные для определения прочности связывания, приготовили и подвергли испытаниям в соответствии с методом, изложенным в примере 1.
Полученные результаты испытаний термического связывания сведены в табл. 3 (см. в конце описания).
Волокна настоящего изобретения демонстрируют повышенную прочность связывания при сопоставлении с волокнами сравнительного примера 3.
Пример 4. - Волокна из пропиленового гомополимера Profax - 165, стабилизированного 100 вес. ч./1000000 вес.ч. продукта Irganox 1010 - -тетракис-[метилен-(3,5-трет. бутил-4-оксигидроциннамат)] - метанового стабилизатора, 1000 вес.ч./1000000 вес.ч. продукта Irgafos 168 - трис-(2,4-дитрет, бутилфенил)-фосфитного стабилизатора и 1000 вес.ч./1000000 вес.ч. стеарата кальция, изготовили в соответствии со способом примера 1, за исключением того, что процесс проводили в следующих условиях:
Температура питающей зоны экструдера - 220oC
Температура дозирующего насоса - 250oC
Температура фильеры - 250oC
Весовой номер формуемого волокна - 2 г/9000 м
Скорость намотки на диск - 2250 м/мин
Энергия ультрафиолетового облучения - 0,88 Вт/см2
Образцы, использованные для определения прочности связывания, приготовили и подвергли испытаниям в соответствии с методом, изложенным в примере 1.
Полученные результаты испытаний термического связывания сведены в табл. 4 (см. в конце описания).
Сравнительный пример 4. - Волокна изготовили в соответствии с процедурой примера 4, используя те же самые компоненты в тех же самых условиях, за исключением того, что при этом элементарную нить из полимерного расплава, которая направлялась вниз с поверхности фильеры, не обрабатывали ультрафиолетовыми лучами.
Образцы, использованные для определения прочности связывания, приготовили и подвергли испытаниям в соответствии с методом, изложенным в примере 1.
Полученные результаты сведены в табл. 4 (см. в конце описания).
Волокна настоящего изобретения демонстрируют повышенную прочность связывания при сопоставлении с волокнами сравнительного примера 4.
Термически связываемые волокна, изготовленные в соответствии со способом настоящего изобретения, могут быть использованы в производстве нетканых текстильных материалов осуществлением способов связывания при прядении и выдувного формования из расплава. Такие нетканые текстильные материалы можно применять при изготовлении продукции личной гигиены, например гигиенических средств ухода за детьми и взрослыми, защитных накидок, например операционных халатов и защитных чехлов при пошиве обуви со светлым верхом, а также другой медицинской продукции и предметов одежды одноразового использования,
Из изучения вышеприведенного описания для любого специалиста в данной области техники совершенно очевидны и другие отличительные особенности, достоинства и варианты воплощения настоящего изобретения, описанного выше. Хотя конкретные варианты воплощения настоящего изобретения описаны с существенными подробностями, принимая это во внимание, в такие варианты можно вносить изменения и модификации, не выходя при этом за рамки и существо настоящего изобретения, которые определены в формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТВЕРДОГО СВОБОДНОГО ОТ ГЕЛЯ ПОЛИПРОПИЛЕНА С ПОКАЗАТЕЛЕМ РАЗВЕТВЛЕНИЯ МЕНЬШЕ 1 | 1990 |
|
RU2036931C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ИЗВИТОГО МНОГОКОМПОНЕНТНОГО ВОЛОКНА НЕТКАНОГО МАТЕРИАЛА И НЕТКАНЫЙ МАТЕРИАЛ | 1999 |
|
RU2223353C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЛИННОВОЛОКОННОГО НЕТКАНОГО МАТЕРИАЛА | 2010 |
|
RU2564238C2 |
| НЕТКАНЫЙ МАТЕРИАЛ МАЛОЙ ПЛОТНОСТИ ИЗ МИКРОВОЛОКОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2142528C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕТКАНОГО МАТЕРИАЛА ИЗ ВОЛОКНА | 2010 |
|
RU2507325C2 |
| КОНЦЕНТРАТ | 1991 |
|
RU2034002C1 |
| УЛУЧШЕННЫЕ СИНТЕТИЧЕСКИЕ ВОЛОКНА НА ОСНОВЕ ПОЛИОЛЕФИНОВ И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2001 |
|
RU2278187C2 |
| СКРЕПЛЯЕМОЕ ТЕРМОПЛАСТИЧНОЕ ПОЛИМЕРНОЕ ВОЛОКНО И НЕТКАНЫЙ МАТЕРИАЛ, ВЫПОЛНЕННЫЙ ИЗ НЕГО | 1995 |
|
RU2149931C1 |
| Способ модификации поверхности изделий из сополимера этилена с пропиленом | 1989 |
|
SU1807994A3 |
| СИСТЕМА И СПОСОБ ДЛЯ ПРОИЗВОДСТВА МОНОВОЛОКОННОЙ НИТИ | 2016 |
|
RU2709920C1 |
В способе изготовления термически связываемого волокна расплавленный полимер экструдируют через фильеру, содержащую по меньшей мере одно отверстие на лицевой поверхности. Через отверстие поступает элементарная нить из текучего расплавленного полимера. Нить затем затвердевает с образованием волокна. Элементарную нить из расплавленного полимера обрабатывают на выходе из отверстия на лицевой поверхности фильеры электромагнитным излучением с интенсивностью от 1 • 10-4 до 100 Вт/см2. В другом варианте способа расплавленный полимер экструдируют через отверстия на лицевой поверхности фильеры с образованием множества элементарных нитей из расплавленного полимера, которые затвердевают с образованием термически связываемых волокон. Расплавленные нити обрабатывают электромагнитным излучением с интенсивностью от 1 • 10-4 до 100 Вт/см2. Волокна, полученные данным способом, имеют повышенную прочность связывания при прядении. 2 с. и 6 з.п.ф-лы, 1 ил., 4 табл.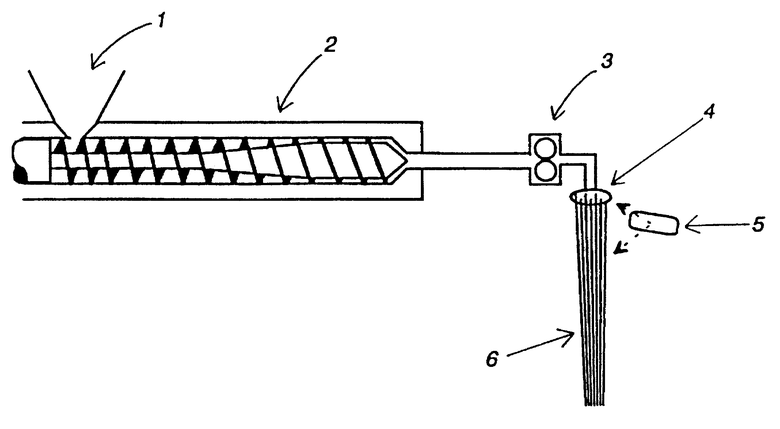
Приоритет по пунктам:
28.10.94 - по пп.1, 5, 6, 8;
31.03.94 - по пп.2, 3, 4, 7.
| Способ получения порошка карбида хрома | 2017 |
|
RU2674526C1 |
| GB 1220424 A, 27.06.71 | |||
| US 3621088 A, 16.11.71 | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Способ изготовления полимерной струны | 1981 |
|
SU1082312A3 |
| Огнетушитель | 0 |
|
SU91A1 |
