Изобретение относится к области сварки труб и строительства трубопроводов, а точнее к способу изготовления трубопроводов из труб с внутренним покрытием и защите внутренней поверхности труб от коррозии, особенно в местах сварки труб встык.
Известен способ изготовления трубопроводов из труб с внутренним покрытием, см. патент ГДР N 291495, МКИ B 23 K 31/02, заявл. 22.01.90 г., опубл. 04.07.91 г. , при котором к трубе с двух концов перед нанесением покрытия приваривают отрезки труб из коррозионно-стойкой стали длиной 10 см, затем на внутреннюю поверхность трубы и частично на внутреннюю поверхность приваренных отрезков наносят покрытие. При сварке трубопровода соединяются переходники из коррозионно-стойкой трубы, поэтому покрытие остальной части трубы не разрушается, так как на него не распространяются высокие температуры сварки.
Недостатком данного способа является его дороговизна, обусловленная использованием дорогостоящей коррозионно-стойкой стали.
Другим недостатком является порог, образованный сварным швом при сварке трубопровода, а также пороги, образованные в переходных зонах от частичного покрытия на кольцах к непокрытой поверхности этих колец. Эти пороги создают турбулентность движения газов или жидкости и как следствие сопротивление, а также преждевременное разрушение трубопровода.
Из известных способов изготовления трубопроводов из труб с внутренним покрытием наиболее близким по технической сущности является способ, непрерывного покрытия по сварному соединению системы "тру-коут" ф. "Tabscope" США, описанный в каталоге ф. "Tublcope" США, 1987 г.
Этот способ включает получение раструбов на концах труб, установку одного кольца в оба раструба, нанесение жаропрочного покрытия на кольцо, имеющее кольцеобразные проточки по наружному диаметру, которые предотвращают повреждение сварочным газом эпоксидного покрытия, и сварку труб. Кольцо изготавливают из той же самой трубы.
Недостаток известного способа изготовления трубопроводов из труб с внутренним покрытием заключается в: невозможности внутри трубы обеспечить беспороговый переход от внутренней поверхности кольца к внутренней поверхности трубы, так как кольцо, вставленное на эпоксидном клее на трассе перед сваркой в два раструба соседних труб не может обеспечить плавный без выступов в порогов переход к трубе, а поэтому в трубе создается турбулентность при подаче топлива, быстрый износ покрытия и разрушение трубопровода.
Ко второму недостатку относится нарушение покрытия кольца в результате воздействия высокой температуры сварки, так как жаропрочная изоляция кольца не обеспечит надежную защиту покрытия от воздействия температуры сварки. Проконтролировать и восстановить покрытие после сварки невозможно на большинстве трубопроводов. Невозможно обеспечить и гарантировать герметичность соединения кольца и раструбов.
Задача настоящего изобретения состоит в создании способа, позволяющего повысить надежность и долговечность зоны сварного шва трубопровода с внутренним покрытием и удешевить его стоимость.
Поставленная задача достигается тем, что способ изготовления трубопроводов из труб с внутренним покрытием, включающий получение раструбов на концах труб, обработку торцев труб под сварку, нанесение покрытия, закрепление кольца в раструбах и сварку труб, согласно изобретению в каждый раструб закрепляют отдельное кольцо из коррозионно-стойкого материала, внутренний диаметр которого выполнен с перепадом, при этом внутренний диаметр участка каждого из колец, удаленного от торца соответствующей трубы, равен внутреннему диаметру трубы, внутренний диаметр участка каждого из колец, прилежащего к торцу трубы, меньше внутреннего диаметра трубы на двойную толщину покрытия, а торцы колец выполняют с выступами для образования перемычки между ними, покрытие наносят на внутреннюю поверхность трубы и на участок кольца с внутренним диаметром, равным внутреннему диаметру трубы, кольца соединяют между собой, после чего осуществляют сварку труб.
Такое выполнение способа изготовления трубопроводов из труб с внутренним покрытием позволит повысить надежность и долговечность зоны сварного шва трубопровода с внутренним покрытием, а также удешевить его стоимость.
Это достигается установкой с торцев труб коррозионно-стойких колец, соединением этих колец и сваркой труб для обеспечения коррозионно-стойкого соединения колец с трубами и перекрытием эпоксидным или другим покрытием стыка труб с кольцами, а также за счет ликвидации порогов внутри трубы для исключения турбулентности движения транспортируемого топлива. Защита трубопровода от коррозии обеспечивается антикоррозионным покрытием внутренней поверхности трубы и антикоррозионными свойствами материала колец, установленных в зоне сварки и не меняющих своих защитных свойств под воздействием сварки. Ликвидация порогов, обычно образующихся при сварке трубопровода, обеспечивается путем исключения разницы внутреннего диаметра труб и колец или плавного перехода от кольца к трубе, получаемого при раздаче концов труб.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемый чертеж, на котором изображен участок стыка трубопровода.
Способ изготовления трубопроводов из труб с внутренним покрытием осуществляется следующим образом.
В производственных условиях цеха концы труб 1 на длине около 10 см раздают с получением раструбов 2 на величину, соответствующую толщине стенки кольца 3, устанавливаемого в полученный раструб. Торцы труб обрабатывают под сварку. В каждый раструб 2 закрепляют отдельное кольцо 3 из коррозионно-стойкого материала, внутренний диаметр которого выполнен с перепадом. Внутренний диаметр участка каждого из колец, удаленного от торца соответствующей трубы, равен внутреннему диаметру трубы, а внутренний диаметр участка каждого из колец, прилежащего к торцу трубы, меньше внутреннего диаметра трубы на двойную толщину покрытия. Торцы колец 3 выполняют с выступами 4 для образования перемычки между ними. Кольцо закрепляют в раструбе сварным швом 5, прессовой или другой посадкой, специальным нейтральным коррозионно-стойким материалом 6, например жидким стеклом, или другими известными методами. Затем наносят эпоксидное покрытие 7 на внутреннюю поверхность трубы и на участок кольца с внутренним диаметром, равным внутреннему диаметру трубы, после чего труба, включая кольца, имеет одинаковый внутренний диаметр.
На трассе при установке трубопровода сначала сваривают швом 8 специальным электродом или соединяют другим методом подготовленные торцы колец 3, а затем швом 9 сваривают торцы труб 1. Такой способ сварки труб обеспечивает дешевую эффективную защиту внутренней поверхности трубопровода от воздействия агрессивных веществ, например H2S, CO2 в других, находящихся в топливе, нефти и т.д.
Предложенный способ изготовления трубопроводов из труб с внутренним покрытием по сравнению с известными позволяет при удешевлении трубопровода обеспечить его эффективную защиту от коррозии, обеспечить транспортировку материала с меньшим сопротивлением, а также повысить долговечность и надежность трубопровода.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБА С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 2000 |
|
RU2181458C2 |
| СПОСОБ ЗАЩИТЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ ОТ КОРРОЗИИ | 2010 |
|
RU2448297C2 |
| КОРРОЗИОННОСТОЙКАЯ ВТУЛКА ВНУТРЕННЕЙ ЗАЩИТЫ ТРУБОПРОВОДОВ | 2021 |
|
RU2767123C1 |
| Труба с внутренним защитным покрытием | 2016 |
|
RU2616429C1 |
| ТРУБА С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ И ВТУЛКАМИ ИЗ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ | 2013 |
|
RU2540199C2 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2009 |
|
RU2398152C1 |
| КОРРОЗИОННОСТОЙКАЯ ВТУЛКА ВНУТРЕННЕЙ ЗАЩИТЫ ТРУБОПРОВОДОВ | 2022 |
|
RU2776607C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1993 |
|
RU2079033C1 |
| СПОСОБ ПРОТАСОВА В.Н. ВНУТРЕННЕЙ ВТУЛОЧНОЙ ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЫ СВАРНЫХ СОЕДИНЕНИЙ ТРУБНЫХ ФАСОННЫХ ДЕТАЛЕЙ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2009 |
|
RU2388961C1 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2007 |
|
RU2354522C2 |
Изобретение относится к области сварки труб и строительства трубопроводов, а точнее к способу изготовления трубопроводов из труб с внутренним покрытием и защите внутренней поверхности труб от коррозии, особенно в местах сварки труб встык. Концы труб (1) раздают с получением раструбов (2) по диаметру на величину, соответствующую толщине стенки кольца (3), Кольцо (3) устанавливают в полученный раструб. Коррозионно-стойкие кольца (3) выполняют с перепадом по внутреннему диаметру и соединяют с трубой методом сварки швом (5) или другими известными методами. Подготовленную внутреннюю поверхность трубы, поверхность участка колец (3), имеющих внутренний диаметр, равный внутреннему диаметру трубы, подвергают защите путем нанесения эпоксидной, полиэтиленовой или другой пластмассы. На трассе при сборке трубопровода сначала сваривают швом (8) специальным электродом подготовленные торцы колец (3), а затем швом (9) сваривают торцы труб. Технология обеспечивает эффективную защиту от коррозии, транспортировку материала с меньшим сопротивлением, позволяет повысить долговечность и надежность трубопровода. 1 ил.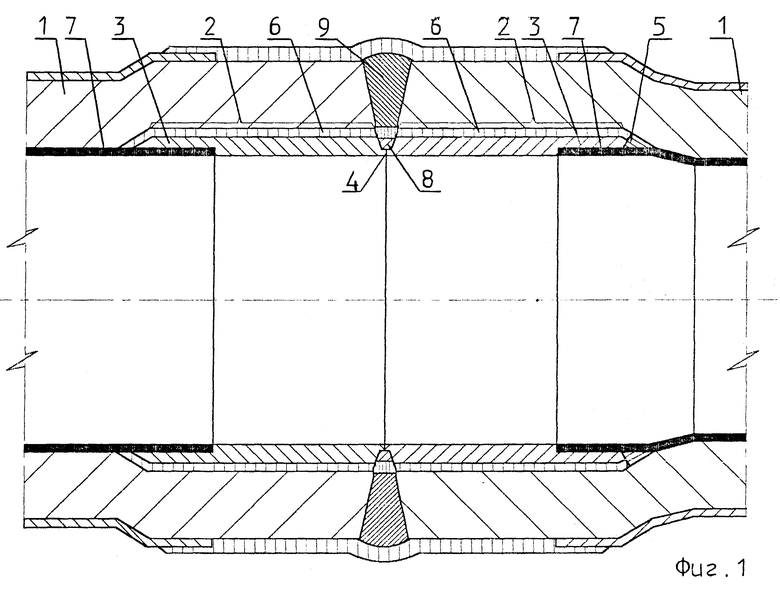
Способ изготовления трубопроводов из труб с внутренним покрытием, включающий получение раструбов на концах труб, обработку торцов труб под сварку, нанесение покрытия, закрепление кольца в раструбах и сварку труб, отличающийся тем, что в каждый раструб закрепляют отдельное кольцо из коррозионностойкого материала, внутренний диаметр которого выполнен с перепадом, при этом внутренний диаметр участка каждого из колец, удаленного от торца соответствующей трубы, равен внутреннему диаметру трубы, внутренний диаметр участка каждого из колец, прилежащего к торцу трубы, меньше внутреннего диаметра трубы на двойную толщину покрытия, а торцы колец выполняют с выступами для образования перемычки между ними, покрытие наносят на внутреннюю поверхность трубы и на участок кольца с внутренним диаметром, равным внутреннему диаметру трубы, кольца соединяют между собой, после чего осуществляют сварку труб.
| Каталог фирмы "Tublcope" | |||
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
| Способ изготовления трубопроводов из эмалированных труб | 1985 |
|
SU1268348A2 |
| Способ неразъемного соединения труб с защищенной внутренней поверхностью | 1985 |
|
SU1328121A1 |
| Способ сварки труб с внутренним эмалевым покрытием | 1987 |
|
SU1479249A1 |
| Способ сварки эмалированных труб | 1989 |
|
SU1648696A1 |
