Изобретение относится к обработке металлов и может быть использовано при разделении или раскрое металлов в различных отраслях промышленности, в частности, в судостроении при разделении списанных судов.
Известен способ разделения металла посредством газовой резки (см., например, В.П. Артюшов "Опыт автоматической газовой резки в судостроении", Ленинград, Судостроение, 1965, с. 5), при котором металл нагревают до температуры воспламенения и приводят в соприкосновение с кислородом. В результате соединения металла с кислородом образуются окислы, которые, будучи в жидком состоянии, легко выдуваются струей режущего кислорода из линии реза. Особенно широкое применение газовая резка металла нашла в судостроении, т.к. газовый резак может быть доставлен к изделию. Газовая резка дает возможность исполнять работы в неудобных положениях и в труднодоступных местах, дает возможность резать как тонкий, так и толстый металл не только по прямой линии, но и по любому контуру.
Однако газовая резка имеет и недостатки. Так, газовая резка металла сопровождается выделением большого количества тепла пламенем резака и при реакции горения металла в кислороде. От воздействия тепла кромки в местах реза сильно нагреваются, в результате чего многие детали коробятся, особенно тонкие. При газовой резке толстых деталей возможны непрорезы, конусность реза, оплавление кромок реза. Газовая резка некоторых видов стали затруднительна, т. к. эти стали дают трещины и сильно подкаливаются. Также при газовой резке необходимо принимать повышенные меры безопасности, особенно при обращении с кислородными баллонами.
Известен способ разделения металла посредством его механической резки как в холодном (см., например, патент РФ N 2007285, кл. B 23 D 33/08, опубл. 1994), так и в горячем состоянии (см., например, патент РФ N 2089353, кл. B 23 D 15/04, 1997), который заключается в том, что металл подают к ножницам для резки и осуществляют его разделение за счет сдвига по плоскости резания посредством верхнего и нижнего ножей.
Однако указанный способ разделения металла дорогостоящ и требует подачи разделяемого металла к устройствам для резки, что не всегда возможно, например, при разделении описанных судов.
Известен способ разделения металла, преимущественно фасонного профиля, при котором металл как в холодном, так и в горячем состоянии подают к режущему устройству, например, к дисковой пиле, и осуществляют его резание посредством диска (см., например, А.А. Королев "Конструкция и расчет машин и механизмов прокатных станов".- М.: Металлургия, 1969, с. 286). При этом резание холодного металла осуществляют посредством гладкого диска, поэтому разделение происходит вследствие расплавления металла при трении быстровращающегося диска. Однако производительность этих пил значительно ниже производительности пил для горячего резания металла, в которых используют диски с зубьями. К тому же известно, что при горячей деформации металлов (деформации при температуре, превышающей температуру рекристаллизации) их пластические свойства выше, а сопротивление деформации (давление со стороны рабочего инструмента) ниже, чем при холодной деформации, откуда следует, что горячая деформация экономически более выгодна, чем холодная. Способ резания горячего металла режущим инструментом с зубьями принят в качестве прототипа (см., например, А.А. Королев "Конструкция и расчет машин и механизмов прокатных станов".- М.: Металлургия, 1969, с. 286).
Однако этот способ разделения металла предназначен преимущественно для фасонного профиля, неэкономичен и требует подачи разделяемого металла к устройствам для резки.
Задачей изобретения является расширение технологических возможностей за счет разделения как сортового проката, так и листового /как тонкого, так и толстого/ металла, повышение экономичности процесса разделения металла за счет того, что его нагревают не весь, а только по линии разделения, что также позволит разделять его на месте, без перемещения к нагревающему и режущему оборудованию.
Поставленная задача решается за счет того, что в способе разделения металла, заключающемся в том, что металл нагревают и по линии разделения осуществляют его резание, разделение металла осуществляют послойно за один или несколько проходов, при этом в каждом проходе поочередно сначала осуществляют локальный нагрев верхнего слоя металла по линии его разделения, а затем выполняют резание металла на глубину нагретого слоя. Нагрев металла можно осуществлять как одновременно по всей линии разделения, так и ее последовательными участками. При последовательном нагревании металла вдоль линии разделения целесообразно резание металла осуществлять непосредственно сразу за нагревом участка.
На чертеже изображен раделяемый материал: а/ локальный нагрев верхнего слоя материала по всей линии его разделения и последующее его резание по данной линии; б/ локальный нагрев последовательных участков верхнего слоя материала по линии его разделения и последующее разрезание материала по данному нагретому участку линии разделения.
Разделение металла 1 предложенным способом осуществляют послойно за один или несколько проходов в зависимости от толщины разделяемого металла 1. Для этого к разделяемому металлу 1, например, к одной из металлических конструкций корпуса списанного судна, подают нагревающее устройство и устройство для резания, например, пилу /ножовочную или дисковую/. Нагревающим устройством осуществляют локальный нагрев верхнего слоя 2 металла 1 по линии 3 его разделения. А заем устройством для разделения осуществляют резание металла 1 на глубину нагретого слоя h1. Во втором проходе осуществляют нагрев образовавшегося верхнего слоя 2 металла 1, а затем - его резание на глубину h2 нагретого слоя. И так до полного прорезания металла 1.
При реализации данного способа в каждом из проходов нагрев металла 1 соответствующего слоя можно осуществлять как одновременно по всей линии 3 разделения металла, так и ее последовательными участками 4, перемещая нагревающий инструмент от одного края 5 разрезаемого металла 1 вдоль линии 3 разделения до другого края 6. При последовательном нагреве металла 1 резание на каждом подвергнутом нагреву участка 4 осуществляют непосредственно сразу за нагревом, т. е. нагрев металла 1 на участке 4 и резание осуществляют почти одновременно с небольшим опережением нагрева.
Использование предложенного способа разделения металла позволит осуществить разделение как сортового проката, так и листового /как тонкого, так и толстого/, повысить экономичность, а также разделять металл на месте без его подачи к обрабатывающим устройствам.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПИЛЬНОГО ДИСКА С КОМПОЗИТНЫМИ ПЛАСТИНАМИ НА ЗУБЬЯХ | 1999 |
|
RU2150353C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ШИРОКОХОРДНЫХ ПУСТОТЕЛЫХ ЛОПАТОК ВЕНТИЛЯТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2463125C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ СОРТОВЫХ ПРОФИЛЕЙ | 2013 |
|
RU2544711C1 |
| СПОСОБ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2001 |
|
RU2215628C2 |
| СПОСОБ РАЗДЕЛЕНИЯ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ ПОД ДЕЙСТВИЕМ ТЕРМОУПРУГИХ НАПРЯЖЕНИЙ | 2006 |
|
RU2320549C2 |
| СПОСОБ УПРОЧНЕНИЯ ПИЛ | 2006 |
|
RU2333971C2 |
| СПОСОБ ПРОДОЛЬНОЙ РЕЗКИ ДВИЖУЩЕЙСЯ СТАЛЬНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2281189C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ТВЕРДЫХ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2100520C1 |
| Способ получения сортовых профилей | 1974 |
|
SU485618A1 |
| Способ изготовления заготовок из сортового проката | 1989 |
|
SU1756007A1 |
Изобретение относится к обработке металлов, а именно к их разделению или раскрою в различных отраслях промышленности, в частности в судостроении при разделении списанных судов. Разделение металла осуществляют послойно за несколько проходов. В каждом проходе поочередно сначала осуществляют локальный нагрев верхнего слоя металла по линии его разделения, а затем выполняют резание металла на глубину нагретого слоя. Нагрев металла по линии его разделения можно осуществлять и последовательными участками, при этом резание металла на подвергнутом нагреву участке осуществляют непосредственно сразу за его нагревом. Использование предложенного способа позволит осуществлять разделение как сортового проката, так и листового, повысить экономичность, а также разделять металл на месте без его подачи к обрабатывающим устройствам. 1 з.п. ф-лы, 1 ил.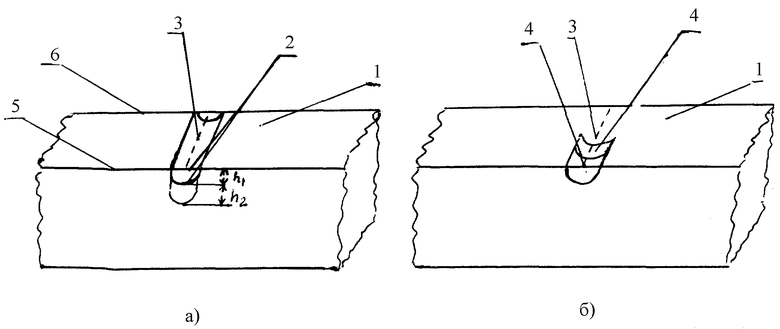
| Королев А.А | |||
| Конструкция и расчет машин и механизмов прокатных станов | |||
| - М.: Металлургия, 1969, с | |||
| ФОРМА ДЛЯ БРИКЕТОВ | 1919 |
|
SU286A1 |
| Способ резки горячих заготовок зубчатым пильным диском | 1964 |
|
SU1386393A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1994 |
|
RU2089353C1 |
| SU 759245, 30.08.80. | |||
