Настоящее изобретение относится к области производства режущего инструмента для высокоскоростных пил горячей и холодной резки проката.
В настоящее время известны следующие способы установки композитных, например твердосплавных пластин на зубьях пильных дисков:
- механическое крепление с помощью винтов или за счет сил трения (см., например, Справочник под ред. В.И. Баранчикова "Прогрессивные режущие инструменты и режимы резания металлов". М., Машиностроение. 1990),
- соединение пайкой (см., например, С.В. Лашко, Н.Ф. Лашко "Пайка металлов". М., 1988).
Наиболее близким аналогом является известный способ получения биметаллических пильных дисков, в котором соединение твердосплавной пластины с зубом осуществляется контактной сваркой (см. , например, Ю. В. Клименко "Электроконтактная наплавка". М., 1978).
При всех трех вышеописанных способах крепления твердосплавная пластина перед установкой является полностью изготовленной, имеет окончательные геометрические размеры и механические свойства. При механическом креплении пластину можно переставлять и использовать разные режущие кромки. При креплении пайкой или сваркой пластину в процессе эксплуатации нельзя переставлять и используется только одна режущая кромка. При креплении за счет сил трения пластины вставляются в пазы на диске и удерживаются за счет сил трения.
Недостатком механического крепления является дополнительный объем механической обработки диска, более сложная форма пластины из-за отверстий для крепления, необходимость крепежных деталей. Кроме того, при механическом креплении пластинок не удается изготовить тонкие диски (менее 5 мм). Недостатком крепления за счет трения и пайкой являются недостаточная механическая прочность при высоких окружных зубьях (порядка 100 м/с) и высоких температурах разрезаемого горячего металла (800...1200oC).
Электроконтактной сваркой можно приварить только мелкие пластины, с малой площадью контакта.
Задачей данного изобретения является создание способа получения пильных дисков со слоем композита на зубьях, пригодного для высокоскоростного резания горячего проката (с большой площадью контакта).
Для решения этой задачи в способе изготовления пильного диска с композитными пластинами на зубьях, включающем соединение композитных пластин с зубом, композитные пластины изготовляются холодным прессованием смеси порошков, а соединение прессованных пластин с зубьями осуществляется путем нагрева их на передней поверхности зуба и напрессованием их в горячем состоянии на переднюю поверхность зуба ударным прессованием.
При этом холодному прессованию подвергают смесь порошков карбидов, нитридов, и других теплостойких материалов со связывающими веществами и флюсами.
Полученная таким образом пластина не подвергается термообработке и не обладает большой прочностью. Далее пластина напрессовывается на переднюю поверхность зуба. Перед прессованием зуб вместе с пластиной нагревается с помощью индуктора. Пластина прижимается к нагретой поверхности зуба с помощью специального приспособления. Прессование производится в ударном режиме. При этом пластина нагревается до температуры, близкой к температуре плавления подложки, и происходит спекание и уплотнение материалов пластины при высоком давлении и температуре. Одновременно происходит диффузия между металлом и материалами пластины на поверхности зуба. В результате пластина приобретает окончательные механические свойства (высокую твердость и вязкость) и прочно соединяется с поверхностью зуба.
Принципиальной особенностью настоящего способа является совмещение процесса окончательного изготовления пластинки и ее крепления.
Полученный данным способом диск можно многократно перетачивать.
Конкретный пример осуществления способа
Для пильного диска диаметром 2000 мм и толщиной 10 мм из стали 50Г прессуются в холодном состоянии пластины с размерами 2х10х10 мм, состоящие из композитной смеси порошков: ВК8 (20%), углерода (1%), остальное железо. Для защиты от окисления в шихту также добавляются флюсы типа буры. Пластина прижимается к передней поверхности зуба и зуб нагревается токами высокой частоты до температуры 1200oC. В этот момент к пластине прилагается ударное усилие прессования, после чего индуктор выключается. В результате образуется прочный биметаллический зуб.
Предлагаемое изобретение иллюстрируется чертежом.
На чертеже схематично показан процесс напрессовки композитной пластины на зуб. Предварительный нагрев зуба и пластины производится индуктором 4. Твердосплавная пластина 3 прижимается к зубу пуансоном 2, к которому приложено ударное усилие F. Нагрузки воспринимает упор 5.
Экономический эффект при применении данного способа достигается за счет повышения стойкости пильных дисков и улучшения качества торца, экономии электроэнергии при резе, расширения ассортимента трудноразрезаемых сталей и сплавов. Указанные преимущества позволяют снизить расходы на инструмент и тем самым уменьшить себестоимость производимого проката, а также повысить его конкурентоспособность на рынке за счет улучшения качества торца.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления биметаллического пильного диска с твердосплавными пластинами на зубьях | 2016 |
|
RU2645848C1 |
| СУПЕРСПЛАВНОЕ ПИЛЬНОЕ ПОЛОТНО | 2021 |
|
RU2839405C2 |
| Способ упрочнения противорежущей пластины мульчирующей фрезы | 2022 |
|
RU2799598C1 |
| Способ пайки зубьев пилы | 1987 |
|
SU1669654A1 |
| ФЛЮС ДЛЯ ПАЙКИ ТВЕРДОСПЛАВНОГО ПРИПОЯ НА ПОВЕРХНОСТЬ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ | 2004 |
|
RU2262430C1 |
| Способ изготовления коллекторных пластин | 2019 |
|
RU2710758C1 |
| ПИЛЬНЫЙ ДИСК С РЕЖУЩИМИ ПЛАСТИНАМИ | 2016 |
|
RU2686989C1 |
| Способ восстановления зубьев зубчатых колес и устройство для его осуществления | 1985 |
|
SU1284647A1 |
| ЛЕТУЧАЯ КРИВОШИПНАЯ ПИЛА ДЛЯ РЕЗКИ ТРУБ И ПРОКАТА | 2000 |
|
RU2207941C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ДИСКОВЫХ ФРЕЗ | 1991 |
|
RU2094173C1 |
Изобретение относится к производству инструмента для высокоскоростных пил горячей и холодной резки проката. Сначала холодным прессованием получают пластины из смеси композита и связующего вещества, которые не обладают высокой механической прочностью и не подвергаются обжигу, далее пластины напрессовываются на зубья в горячем состоянии ударным прессованием после предварительного нагрева платины и зуба индуктором, при этом происходит уплотнение и спекание материалов в пластинке и приваривание ее к поверхности зуба. Способ реализуется с помощью устройства, состоящего из пуансона 2, к которому прикладывается ударное усилие прессования F и который прижимает пластину 3 к зубу диска 1; при этом усилие прессования воспринимает упор 5, нагрев зуба до и во время прессования осуществляется индуктором 4. Способ позволяет повысить стойкость пильных дисков и улучшить качества торца, достичь экономии электроэнергии при резе, расширить ассортимент трудноразрезаемых сталей и сплавов. 1 з.п.ф-лы, 1 ил.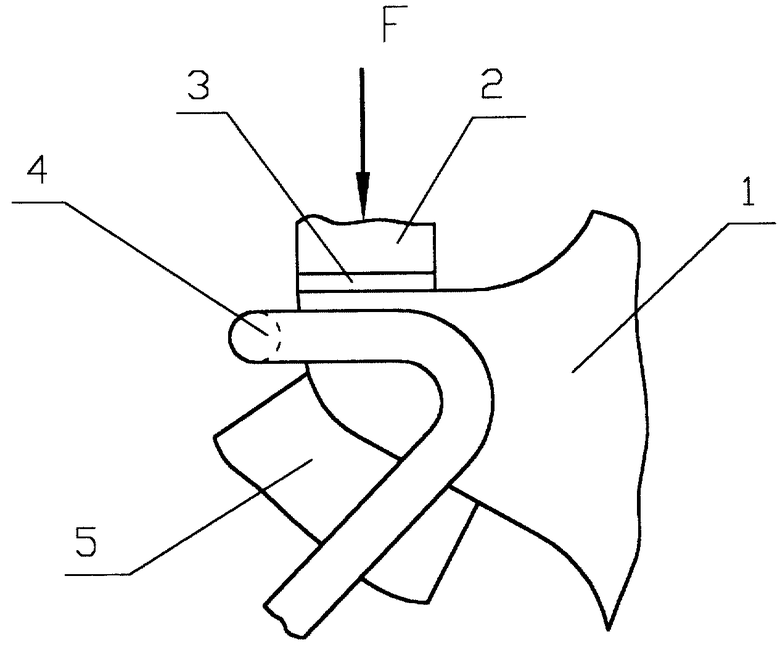
| Клименко Ю.В | |||
| Электроконтактная наплавка | |||
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| Способ изготовления спиральных фрез | 1948 |
|
SU80840A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Способ изготовления биметаллических дисковых пил | 1980 |
|
SU956183A1 |
| Сгустительный аппарат гидротранспортной системы | 1986 |
|
SU1414413A1 |
| DE 4211186 A1, 07.09.1993 | |||
| ИЗМЕНЯЕМАЯ ТАНДЕМНАЯ СИСТЕМА МОСТОВ И СПОСОБ ЕЕ ИЗМЕНЕНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ КОНФИГУРАЦИЙ С ОДНИМ ИЛИ ДВУМЯ ВЕДУЩИМИ МОСТАМИ | 2012 |
|
RU2607040C2 |
| US 5388484 A, 14.02.1995 | |||
| Питательная среда для выкармливания пауков | 1974 |
|
SU619157A1 |

