Изобретение относится к области литейного производства, а точнее к способам получения отливок по выжигаемым моделям.
Известные способы получения отливок по выжигаемым моделям включают подсоединение к модели литниковой системы, нанесение на поверхность модели оболочки из термостойкого материала, нагрев для удаления находящегося внутри оболочки материала и образования литейной формы, а также заливку расплавленного металла в литейную форму [1]. При этом удаление находящегося внутри термостойкой оболочки материала происходит за счет выгорания, а при использовании моделей из полимеризующихся материалов, кроме того, за счет размягчения материала и его частичного вытекания при нагреве.
Недостаток известных способов заключается в их большой трудоемкости при получении отливок сложной конфигурации.
Известен также способ получения отливок по выжигаемым моделям, который включает все перечисленные выше операции и в котором используются модели из выжигаемого материала, полученные с помощью лазерного послойного синтеза [2, 3].
Существуют несколько технологий изготовления моделей сложной формы с использованием лазерного излучения. Одна из них заключается в вырезке из тонких листов полимерного материала или из бумаги сложных фигур и последовательное склеивание этих фигур [2]. Кроме того, возможно получение модели при послойной полимеризации фотополимеризующейся жидкости под воздействием лазерного излучения, сканирующего по сложному контуру [3]. Использование лазерного послойного синтеза позволяет во много раз сократить время изготовления сложных моделей и тем самым снизить трудоемкость процесса получения отливок.
Техническое решение [3] - способ получения отливок по выжигаемым моделям, изготовленным с помощью лазерного послойного синтеза, включающий подсоединение к модели литниковой системы, нанесение на поверхность модели оболочки из термостойкого материала, нагрев для удаления находящегося внутри оболочки материала и образования литейной формы, а также заливку расплавленного металла в литейную форму, является наиболее близким аналогом к заявленному объекту, т. е. является прототипом.
Недостаток прототипа заключается в неудовлетворительном качестве отливок из-за слоистого строения моделей, полученных с помощью лазерного послойного синтеза. Вследствие послойного обхода лазерного луча по контуру при формировании пространственной модели на ее поверхности, а соответственно, и на поверхности литейной формы, существуют неровности ступенчатого типа, что затрудняет заполнение литейной формы металлическим расплавом, особенно в случае изготовления тонкостенных отливок. В результате возможно образование перепадов по толщине стенки отливки, горячих и холодных трещин, появление неметаллических включений вследствие эрозии материала литейной формы.
Техническая задача предлагаемого технического решения состоит в повышении качества получаемых отливок.
Указанная техническая задача в предложенном способе получения отливок по выжигаемым моделям реализуется за счет того, что ось литниковой системы и направление заливки располагают параллельно слоям в модели, формируемым при лазерном послойном синтезе.
Расположение оси литниковой системы и направления заливки параллельно слоям в модели позволяет более полно провести удаление материала модели из термостойкой оболочки. Обычно при нагреве модель в термостойкой оболочке располагают литниковой чашей вниз и размягченный материал фотополимеризованной модели вытекает параллельно ступеням на поверхности модели и формы. При выжигании удаление модели также происходит более полно, так как продукты термодеструкции в меньшей степени осаждаются на ступеньках формы. В случае выжигания модели из склеенных полимерных, в частном случае бумажных, листов расположение литниковой системы параллельно слоям модели способствует ускорению удаления клея, особенно при продувке в процессе выжигания через литниковую систему окислительной газовой среды.
Кроме того, указанное расположение приводит к ускорению заполнения литейной формы металлическим расплавом, поскольку поток расплава движется вдоль ступенек и вдоль зазоров, оставленных на стенках литейной формы. В результате устраняется опасность возникновения перепадов по толщине стенки отливки, образование горячих и холодных трещин, уменьшается эрозия формы, что приводит к повышению качества отливок.
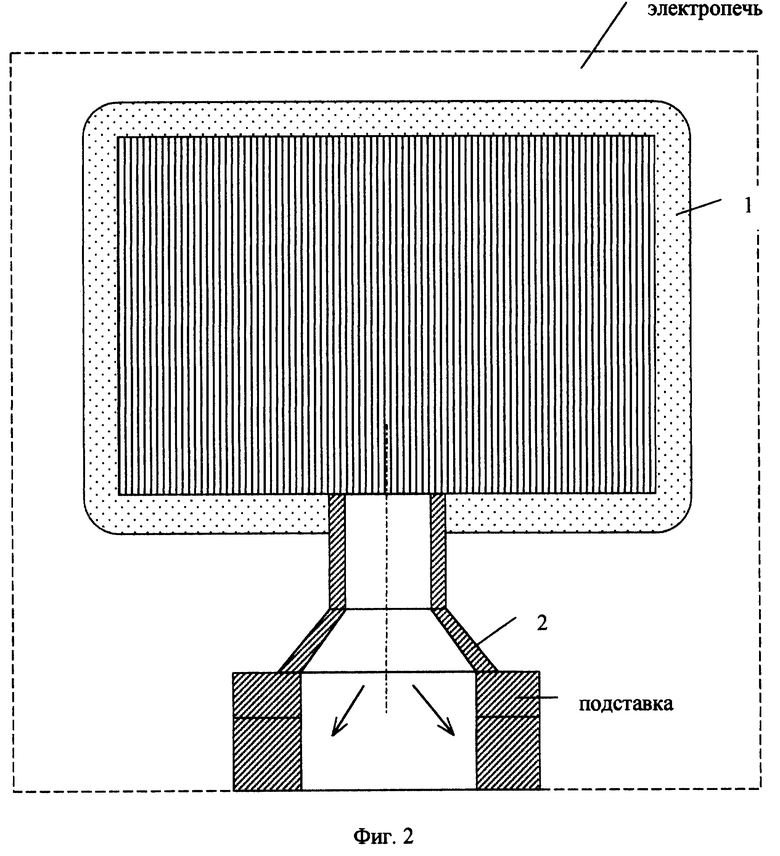
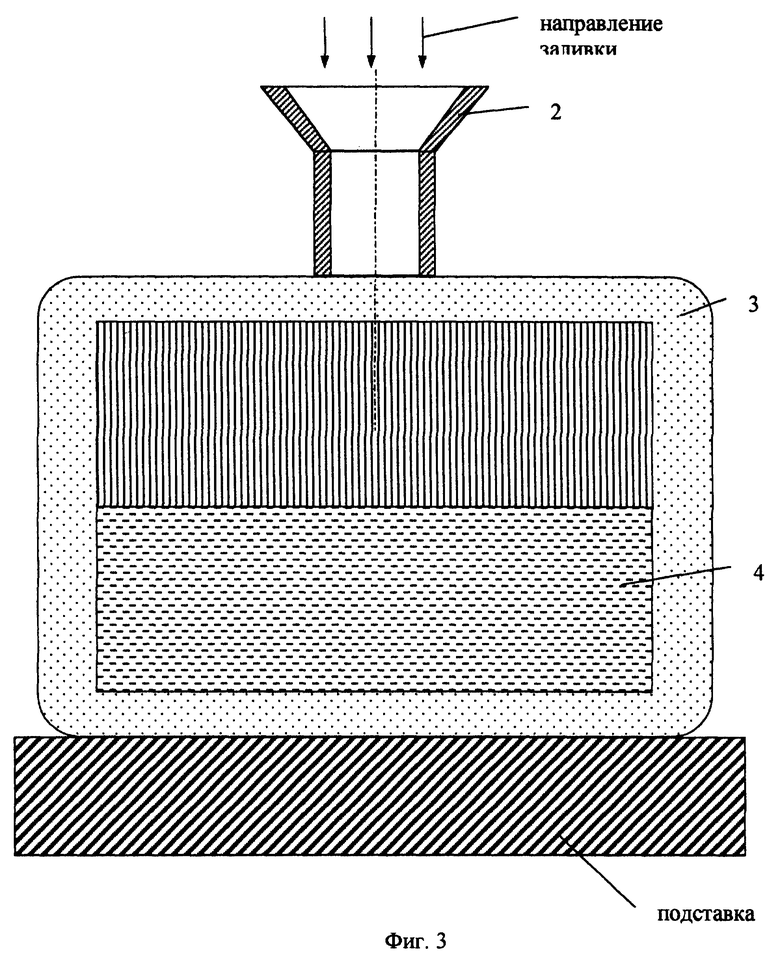
Сущность предложенного способа получения отливок по выжигаемым моделям иллюстрируется чертежами. На фиг. 1 показан процесс нанесения термостойкого материала на модель. На фиг. 2 показан процесс выжигания (удаления) материала модели и получение литейной формы, на фиг. 3 - процесс заливки металлического расплава в литейную форму. Здесь 1 - модель, полученная с помощью лазерного послойного синтеза; 2 - литниковая система, присоединенная к модели; 3 - термостойкая оболочка; 4 - металлический расплав.
Способ выполняют так. К модели 1, полученной с помощью лазерного послойного синтеза, подсоединяют литниковую систему 2, представляющую собой стояк с литниками и литниковой чашей. При этом ось литниковой системы 2, задающая в последующем направление течения металлического расплава 4, располагают параллельно слоям в модели 1, формируемым при лазерном послойном синтезе. Закрепление литниковой системы 2 на модели 1 может осуществляться методом припаивания, наклеивания и т.д. Далее на модель 1 наносят слой термостойкого материала для образования термостойкой оболочки 3 (фиг. 1). В качестве такого термостойкого материала может использоваться раствор гидролизованного этилсиликата с молотым кварцем (маршалитом) или гипсодинасовая формовочная смесь. Нанесение термостойкого материала может осуществляться методом окунания, поливом или из краскопульта. При этом модель 1 может располагаться либо литниковой чашей вверх, либо литниковой чашей вниз (фиг. 1). Затем модель 1 вместе с оболочкой нагревают в печи для удаления (выплавления и последующего выжигания) материала модели, при этом чаще всего литейную форму располагают литейной чашей вниз для вытекания размягченного материала модели 1 из оболочки 2 и для выжигания оставшейся в порах термостойкой оболочки части материала модели (фиг. 2). Температура нагрева в печи обычно не превышает 800-950oC, в противном случае может произойти растрескивание или термодеструкция материала термостойкой оболочки 3. Удаление материала модели 1 и продуктов термодеструкции облегчается из-за параллельного оси литниковой системы расположения слоев модели 1.
На заключительном этапе производят заливку металлического расплава 4 внутрь оболочки 3, представляющей собой литейную форму, через литниковую систему 2 (фиг. 3). Направление заливки, задаваемое направлением оси литниковой системы 2, параллельно слоям на стенках оболочки 3, оставшимся от модели 1, что облегчает затекание металлического расплава. При обычной заливке ось литниковой чаши располагают вертикально, а при центробежном литье с вертикальной осью вращения - горизонтально.
После заполнения оболочки 4 металлическим расплавом 4 и его охлаждения полученные отливки отделяют от литниковой системы 2, а оболочку 3 разрушают.
Пример выполнения способа.
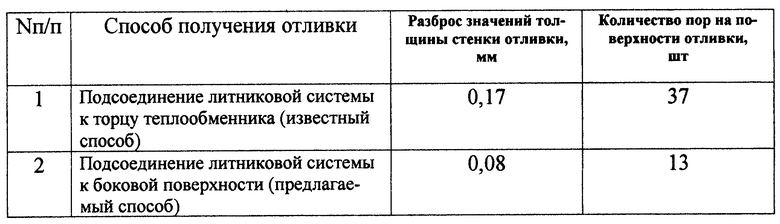
Методом литья по выжигаемым моделям изготавливали корпус теплообменника в виде втулки диаметром 35, длиной 30 и с толщиной стенки 3 мм. В качестве выжигаемой использовали модель с аналогичными размерами, изготовленную методом лазерного послойного синтеза из склеенных слоев полимерной пленки, расположенных перпендикулярно оси теплообменника. Отливки получали двумя методами:
1. С подсоединением литниковой системы к торцевой части теплообменника. При этом нижняя часть литниковой системы имела форму, совпадающую с формой теплообменника, ее ось расположена перпендикулярно слоям модели (известный способ);
2. С подсоединением литниковой системы к наружной цилиндрической поверхности модели. Литниковая система имела форму трубки с чашей, ее ось расположена параллельно слоям на модели (предлагаемый способ).
Для получения литейной формы на поверхность модели с литниковой системой наносили слой гипсодинасовой смеси, выжигание модели проводили в электропечи сопротивления с нагревом до температуры 740oC в течение 8 часов. Отливку изготавливали из бронзы Бр 05Ц5С5. Заливку приводили на литейной центробежной установке с вертикальной осью вращения. При этом подвод металла к отливке производили параллельно слоям (выступам и впадинам) на рабочей поверхности формы. После заливки, охлаждения сплава, выбивки и отделения отливки от литниковой системы, проводили замер геометрических размеров отливки, а также определяли количество пор на поверхности отливки.
Данные измерений представлены в таблице.
Таким образом, предлагаемый способ позволяет в два раза уменьшить разброс значений толщины стенки ребер отливки, а также существенно уменьшить образование пор на поверхности отливок по сравнению с базовым вариантом (прототипом), т.е. повысить качество получаемых отливок.
Литература
1. Справочник. Ефимов В.А., Анисович Г.А., Бабич В.Н. и др. Специальные способы литья / Под общ. ред. В.А. Ефимова. - М.: Машиностроение, 1991 (с. 209 и далее).
2. Коваленко В.С. Лазерная технология. - Киев: Высшая школа, 1989, 289 с.
3. ЕР 0649691 А1, кл. В 22 С 7/02, 26.04.1995.
Изобретение относится к литейному производству. С помощью лазерного послойного синтеза изготавливают модель отливки. Подсоединяют к модели литниковую систему. Ось литниковой системы, т.е. стояка с чашей, задающую направление течения расплава, располагают параллельно слоям в модели. Наносят на модель термостойкий материал для образования оболочки. Удаляют в печи при нагреве материал модели выплавлением и последующим выжиганием. Удаление материала и продуктов термодеструкции облегчается из-за расположения слоев модели параллельно оси литниковой системы. Облегчается также затекание расплава в оболочку. После затвердевания отливки оболочку разрушают. Обеспечивается повышение качества отливок. 3 ил., 1 табл.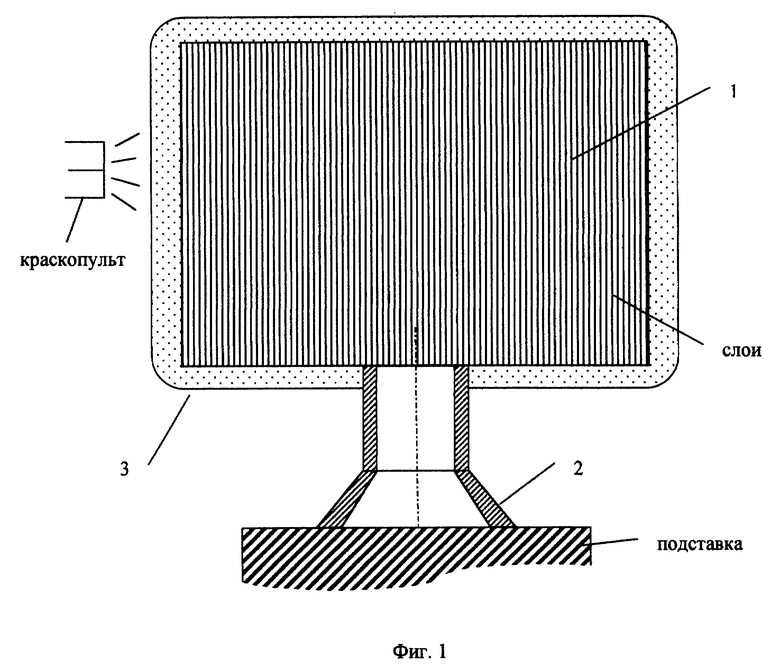
Способ получения отливок по выжигаемым моделям, изготовленным с помощью лазерного послойного синтеза, включающий подсоединение к модели литниковой системы, нанесение на поверхность модели оболочки из термостойкого материала, нагрев для удаления находящегося внутри оболочки материала и образования литейной формы, а также заливку расплавленного металла в литейную форму, отличающийся тем, что ось литниковой системы и направление заливки располагают параллельно слоям в модели, формируемым при лазерном синтезе.
| Способ разделения углеводородных смесей | 1975 |
|
SU649691A1 |
| ПНЕВМОМАНИПУЛЯТОРЫ ДЛЯ ДИСТАНЦИОННОГО ВЫПОЛНЕНИЯ ОПЕРАЦИЙ | 1957 |
|
SU110193A1 |
| Литье по выплавляемым моделям / Под общей ред.Шкленника Я.И | |||
| и Озерова В.А | |||
| - М.: Машиностроение, 1984, с | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Коваленко В.С | |||
| Лазерная технология | |||
| - Киев: Высшая школа, 1989, с.289. | |||

