заготовкой. К пуансону прикладывают усилие, необходимое для вытяжки. После этого на прижим воздействуют циклической нагрузкой, передаваемой через прижим пакету упругих оболочек. Под действием этой нагрузки конические оболочки упруго деформируются таким образом, что при опускании прижима «лепестки изгибаются. При сжатии упругих оболочек между торцами «лепестков с одной стороны и фланцем заготовки и подвижными пластинами - с другой, возникают силы трения, при помощи которых подвижные пластины и фланец заготовки перемещаются в радиальном направлении к оси заготовки. При этом помимо пакета упругих оболочек, создающего при помощи «лепестков радиальный нодпор фланца заготовки, процессу формообразования способствуют также подвижные пластины, воздействующие на боков ао поверхность заготовки. При возвращении прижима в исходное положение после снятия нагрузки пакет упругих оболочек также возвращается в исходное положение и «лепесток принимает прежнюю форму.
Количество, геометрические размеры подвижных пластин определяются исходным диаметром и толщиной заготовки. Геометрические параметры оболочек (диаметры, угол конуса при вершине) и количество пазов, обуславливающие жесткость пакета, устанавливают в зависимости от размеров и механических свойств материала заготовки.
Величина радиального перемещения фланца заготовки за один цикл пульсации достигает двух миллиметров.
Предлагаемый щтамп иозволяет сократить время подготовки производства за счет сокращения количества вытяжных операций и улучшить качество штампуемых заготовок за счет упрочнения материала.
Формула изобретения
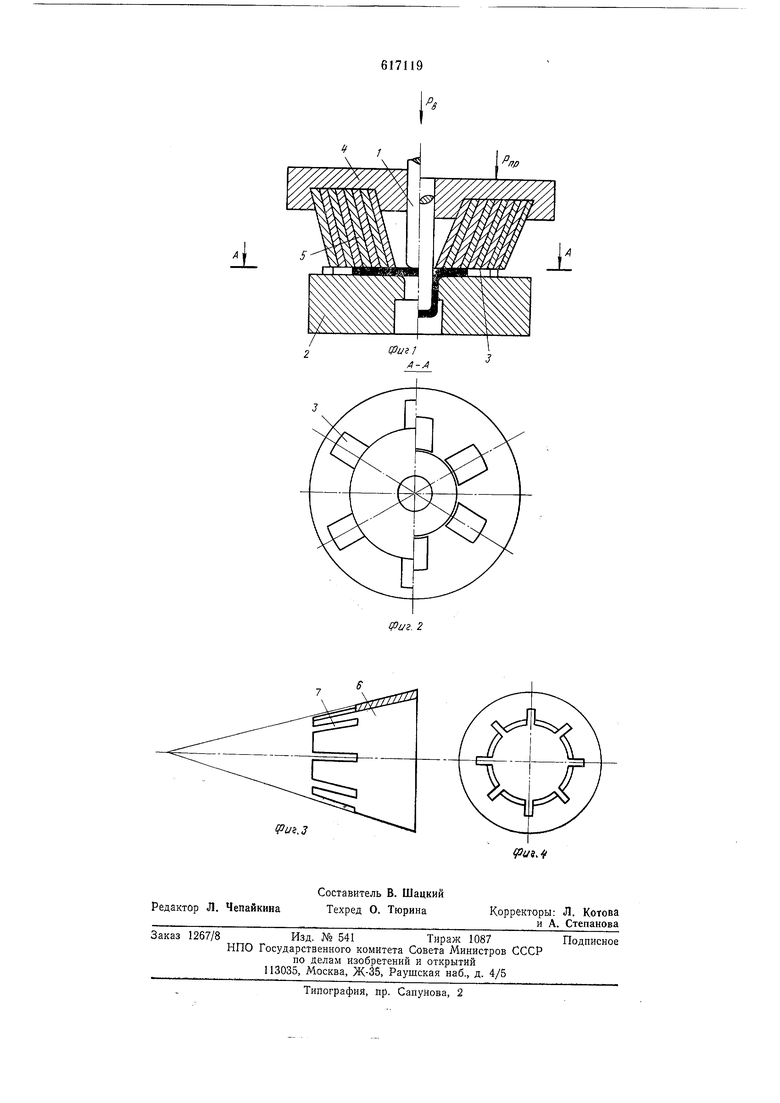
1.Штамп для глубокой вытял ки, содержащий пуансон, матрицу, пульсирующий прижим, п, по меньшей мере, один пакет упругих конических оболочек, обращенных меньшим основанием конуса к заготовке, отличающийся тем, что, с целью сокращения количества вытяжных переходов для получения деталей, в стенках оболочек со стороны меньшего основания конуса выполнены сквозные открытые с одной стороны пазы.
2.Штамп по п. 1, отличающийся тем, что пазы в пакете оболочек расположены в шахматном порядке.
3.Штамп по п. 1, отличающийся тем, что щтамп снабжен радиально подвижными пластинами, контактирующими с боковой поверхностью фланца штампуемой заготовки и с оболочками со стороны меньшего основания конуса.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 436689, кл. В 21D 22/22, 11.01.73.
±

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для глубокой вытяжки | 1980 |
|
SU1017411A1 |
| Штамп для глубокой вытяжкиС РАдиАльНыМ пОдпОРОМ | 1979 |
|
SU793682A1 |
| Штамп для глубокой вытяжки | 1978 |
|
SU703188A1 |
| Штамп для глубокой вытяжки | 1977 |
|
SU737066A2 |
| Штамп для глубокой вытяжки | 1977 |
|
SU700238A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Штамп для вытяжки цилиндрических изделий | 1977 |
|
SU747575A1 |
| Штамп для глубокой вытяжки полых деталей с широким фланцем | 1973 |
|
SU436689A1 |
| Штамп для глубокой вытяжки | 1984 |
|
SU1220828A1 |
| Устройство для получения полых оболочек сложной пространственной формы | 1987 |
|
SU1502149A1 |