Изобретение относится к порошковой металлургии и может быть использовано для изготовления самосмазывающихся подшипников скольжения.
Ближайшим аналогом является способ изготовления самосмазывающегося подшипника скольжения, включающий намотку проволоки на наружную цилиндрическую поверхность пористой спеченной втулки в несколько слоев, пропитку жидкой смазкой и запрессовку втулки в корпус изделия (а.с. СССР N 1574373, Б. И. N 24, 1990 г.).
Однако известный способ не обеспечивает долговечности подшипника скольжения, так как при запрессовке втулки в корпус в результате сдвига намотанный слой может отделиться от внутреннего, что ведет к разрушению самосмазывающегося подшипника.
Технической задачей, на решение которой направлено изобретение, является повышение долговечности подшипника скольжения.
Указанная цель достигается тем, что перед намоткой проволоки осуществляют нарезание винтовых канавок на наружной цилиндрической поверхности пористой спеченной втулки, а перед запрессовкой втулки в корпус изделия производят напрессовку обоймы на наружные витки проволоки, при этом края обоймы развальцовывают до образования буртиков.
Напрессовка обоймы на наружные витки проволоки с последующей развальцовкой краев до образования буртиков позволяет скреплять наружные и прилежащие к ним витки, предохраняя тем самым втулку от разрушения при запрессовке и эксплуатации.
Сущность способа поясняется чертежом, где изображен общий вид пористой спеченной втулки после намотки проволоки и запрессовки обоймы с развальцовкой краев.
Пример конкретного выполнения способа.
Способ изготовления самосмазывающегося подшипника скольжения осуществляют следующим образом. На пористой спеченной втулке 1 на наружной цилиндрической поверхности нарезают винтовые канавки 2, в которые впоследствии укладывают первый слой наматываемой проволоки 3. Затем производят намотку проволоки в несколько слоев и пропитывают полученную заготовку жидкой смазкой. После этого производят напрессовку обоймы 4, выполненную в виде тонкостенной металлической втулки, на наружные витки проволоки 3. Затем края обоймы 4 развальцовывают (например, на токарном станке посредством ролика) до образования буртиков 5.
Обойма 4 с буртиками 5 предохраняет слои проволоки от расслоения и разрушения, что в комплексе с винтовыми канавками сохраняет размеры подшипникового узла при воздействии динамических нагрузок и позволяет использовать его в ответственных узлах трения. Запрессовку самосмазывающегося подшипника скольжения в корпус изделия производят по наружной поверхности обоймы, что повышает точность посадки по сравнению с посадкой по виткам проволоки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ САМОСМАЗЫВАЮЩЕГОСЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 1997 |
|
RU2123624C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ САМОСМАЗЫВАЮЩЕГОСЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 1999 |
|
RU2162172C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 1999 |
|
RU2172678C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2001 |
|
RU2200257C2 |
| Способ изготовления самосмазывающегося подшипника скольжения | 1987 |
|
SU1574373A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ САМОСМАЗЫВАЮЩЕГОСЯ ПОДШИПНИКА | 2000 |
|
RU2178102C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2001 |
|
RU2189904C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1998 |
|
RU2150386C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 1998 |
|
RU2147699C1 |
| САМОСМАЗЫВАЮЩИЙСЯ ПОДШИПНИК СКОЛЬЖЕНИЯ | 2001 |
|
RU2222721C2 |
Изобретение относится к порошковой металлургии. Способ включает нарезание винтовых канавок на наружной цилиндрической поверхности пористой спеченной втулки, намотку на нее проволоки в несколько слоев, пропитку жидкой смазкой и запрессовку втулки в корпус изделия. Перед запрессовкой втулки в корпус изделия производят напрессовку обоймы на наружные витки проволоки, при этом края обоймы развальцовывают до образования буртиков. Обойма с буртиками предохраняет слои проволоки от расслоения и разрушения, что в комплексе с винтовыми канавками сохраняет размеры подшипникового узла при воздействии динамических нагрузок и позволяет использовать его в ответственных узлах трения. Запрессовку самосмазывающегося подшипника скольжения в корпус производят по наружной поверхности обоймы, что повышает точность посадки по сравнению с посадкой по виткам проволоки. Способ позволяет повысить долговечность подшипника скольжения. 1 ил.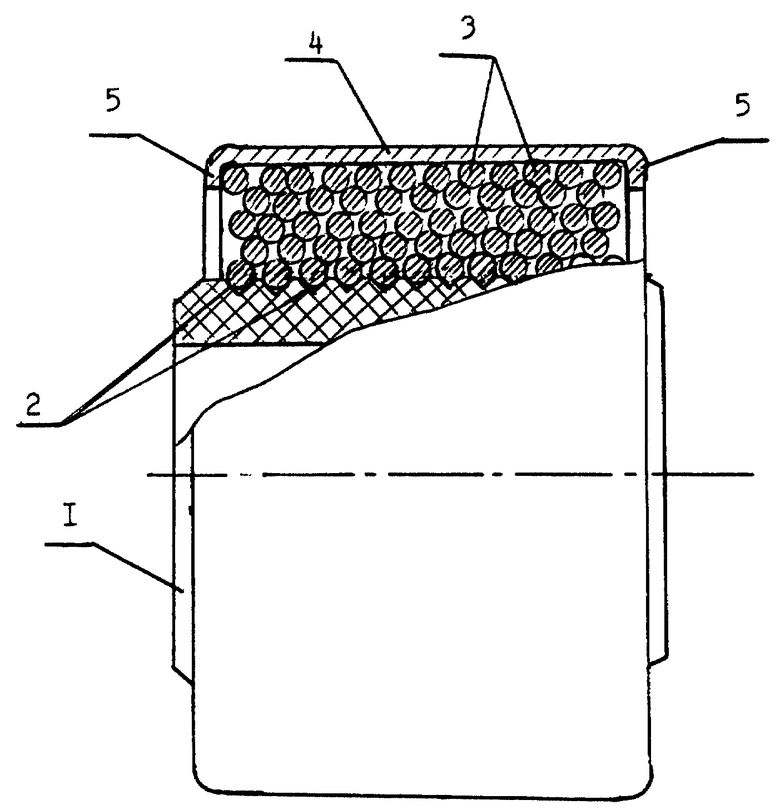
Способ изготовления самосмазывающегося подшипника скольжения, включающий намотку проволоки на наружную цилиндрическую поверхность спеченной втулки в несколько слоев, пропитку жидкой смазкой и запрессовку втулки в корпус изделия, отличающийся тем, что перед намоткой проволоки осуществляют нарезание винтовых канавок на наружной цилиндрической поверхности спеченной втулки, а перед запрессовкой втулки в корпус изделия производят напрессовку обоймы на наружные витки проволоки, при этом края обоймы развальцовывают до образования буртиков.
| Способ изготовления самосмазывающегося подшипника скольжения | 1987 |
|
SU1574373A1 |
| GB 1151355 A, 07.05.1969 | |||
| Дистанционный колориметр | 1985 |
|
SU1325308A1 |
| 1971 |
|
SU422786A1 | |
