Изобретение относится к области измерительной техники для измерения давления в авиационной технике и машиностроении.
Известен способ измерения давления. В способе измерения давления емкостный датчик наклеивают на поверхность профиля, не обтекаемую потоком газа. На изделии выполняют дренажные отверстия, и чувствительные элементы (ЧЭ) датчика прикрепляют к поверхности изделия по периферии ячейки перфорации ЧЭ. Датчик состоит из четырех диэлектрических пленок. Одна из них является изолятором между токоведущими частями, другая перфорирована с целью повышения чувствительности датчика и расположена между обкладками датчика двух других пленок. Из четырех слоев датчика собирают пакет, скрепляют между собой пленкой клея и выдерживают под давлением и при температуре определенное время по известной технологии. Такой способ изготовления датчика позволяет измерять давление с помощью дренажных отверстий на поверхности изделия (см. патент РФ N 2082132, G 01 L 9/12, 1997. "Способ измерения давления", автор А.А. Казарян).
Недостатком этого способа является то, что отсутствуют конкретные режимы выдержки собранного пакета датчика под давлением и при температуре. Не дается способ изготовления датчика при серийном выпуске.
Наиболее близким к предложенному изобретению техническим решением является способ изготовления емкостных датчиков давления. В этом способе на нижней поверхности диэлектрической пленки формируют основной экран. На ее верхней поверхности формируют обкладки, боковые экраны и контактные площадки. Причем на верхних поверхностях диэлектрической пленки в первом и во втором рядах контактные площадки располагают противоположно друг другу. ЧЭ формируют путем фотолитографии. Формируют отверстия для связи с атмосферой. Одновременно изготавливают верхние и нижние кольца жесткости и пленку сухого клея определенного размера. На обе поверхности мембраны из металла при силе натяжения 3-8 кг/см2 наносят полиамидокислотный лак, формируя верхнюю и нижнюю диэлектрические пленки. Выдерживают их при 80-320oC ступенчато, продолжительностью каждой ступени от 5 до 20 мин до полного превращения лака в полиимидную пленку толщиной 0,5-2 толщины мембраны из металла. Готовые образцы колец и мембранные пластинки подвергают химической обработке в растворе, содержащем бихромат натрия. Набирают пакет, затем набранный пакет выдерживают под давлением 30-35 кг/см2 при 160-170oC в течение 50-60 мин. Охлаждают до 40-50oC, после чего производят поштучную нарезку датчиков.
Такой способ изготовления датчика позволяет измерять давление путем дополнительной механической обработки поверхности изделия, обтекаемого потоком газа (см. патент РФ N 2051347, G 01 L 9/12, 1995, авторы А.А. Казарян, В.И. Чекрыгин).
Недостатком этого способа изготовления являются жесткая и большая конструкция датчика, трудность крепления на поверхности изделия, большой шаг дискретности между измеряемыми точками.
Задачей настоящего изобретения является расширение области применения за счет введения в конструкцию устройства дифференциальных емкостных ЧЭ, уменьшения шага дискретности и расстояния между дренажными отверстиями на поверхности изделия, обтекаемого потоком газа.
Технический результат достигается тем, что в способе изготовления устройства для измерения давления, в котором путем фотолитографии на одних поверхностях двух фольгированных диэлектрических листов формируют обкладки с выводами и боковые экраны, а на других поверхностях формируют основные экраны, на обе поверхности мембраны из металла при силе натяжения 3-8 кг/см2 наносят полиамидокислотный лак, выдерживают ее при температуре 80-90oC в течение 5-20 мин, затем ступенчато с шагом ступеней 8-11 повышают температуру от 100 до 320oC при продолжительности выдержки каждой ступени от 5 до 20 мин до полного превращения лака в полиимидную пленку, две диэлектрические пленки и четыре пленки сухого клея перфорируют, затем из двух фольгированных диэлектрических листов, двух диэлектрических пленок, мембраны с полиимидными пленками и пленок сухого клея формируют пакет, который выдерживают под давлением и при температуре в течение 50-60 мин, после чего пакет охлаждают, при формировании пакета два фольгированных диэлектрических листа накладывают друг на друга симметрично соосно с обкладками со смещением выводов друг относительно друга на 180o. При этом величина Б длины одной перфорированной диэлектрической пленки, одного фольгированного диэлектрического листа и двух пленок сухого клея выбирают в соответствии с соотношением Б = (0,95 ... 0,97)А, где А - величина длины другой перфорированной диэлектрической пленки, другого диэлектрического листа и двух других диэлектрических пленок, в сформированном пакете выполняют одно отверстие диаметром d1, а другое - диаметром d > (2,5 ... 8)d1, глубиной t1, равной t1 = (0,4 ... 1,05)t, где t - толщина фольгированного диэлектрического листа, в отверстиях размещают дренажные трубки с цилиндрическими буртиками на наружной поверхности, часть длины t1 = (0,4...0,5)t дренажных трубок покрывают жидким клеем на эпоксидно-каучуковой основе и выдерживают при температуре 70-80oС в течение 5-10 мин, закрепляют дренажные трубки в сквозных отверстиях, затем полностью сформированный пакет размещают между металлическими листами пресса, выдерживают под давлением 35-40 кг/см2 при температуре 165-175oC в течение 50-60 мин, затем охлаждают до температуры 50-60oC, осуществляют пайку или сварку дренажных трубок на основном экране, проверяют проходимость потока газа через дренажные трубки путем подачи струй воздуха и работоспособность устройства.
На чертеже изображен пакет устройства измерения давления в сборе.
Пакет устройства в сборе содержит два фольгированных диэлектрических листа 1, 2. На верхних поверхностях сформированы основные экраны 3, 4. На нижних поверхностях сформированы боковые экраны 5, 6. Обкладки 7, 8 выполнены с выводами а, б, в, а1, б1, в1. Имеются две перфорированные диэлектрические пленки 9, 10. Между перфорированными пленками расположена мембрана устройства 11 из FeNi сплава, обе ее поверхности покрыты полиимидной пленкой 12. Стальные дренажные трубки 13 выполнены с буртиком, отверстие 14 предназначено для подачи давления от исследуемого объекта с помощью гибких дренажных трубок 15. Все листы и пленки между собой скрепляют пленкой сухого клея 16. Устройство на поверхности изделия закрепляют с помощью отверстия 17.
Способ реализуется следующим образом.
1 этап. На двух фольгированных диэлектрических листах 1, 2 формируют способом фотолитографии основные экраны 3, 4, обкладки с выводами 7, 8, боковые экраны 5, 6. Длина А заготовки одного листа больше длины Б заготовки другого листа в 1,03-1,05 раз, эти размеры ограничивают, исходя из условий проводимого эксперимента и размеров технологической аппаратуры фотолитографии с учетом получения определенного количества ЧЭ давления и без отходов.
2 этап. После фотолитографии двух фольгированных диэлектрических листов приступают к формированию пакета устройства. При этом два листа располагают симметрично, так, чтобы ответные обкладки были соосны и токосъемные выводы были смещены друг относительно друга на 180o. Затем собранный пакет скрепляют зажимами. В скрепленном положении сначала высверливают сквозное отверстие 14 диаметром d1, затем отверстие диаметром d для крепления дренажных трубок 13. Диаметр отверстия d больше диаметра d1 в 2,5-8 раз, а глубина равна 0,4-0,5 толщины фольгированных диэлектрических листов. Высверливают отверстия 17 для крепления устройства к объекту. Количество ЧЭ в устройстве ограничивают, исходя из условий проводимого эксперимента.
3 этап. Одновременно с первым этапом изготавливают следующие узлы устройства:
- две перфорированные диэлектрические пленки толщиной 20-40 мкм, диаметр ячейки перфорации от 0,8 мм до 6 мм, число ячеек от одного до нескольких десятков,
- заготовку дренажных трубок длиной 10-20 мм с наружным диаметром 1-2 мм, внутренним - 0,5-1 мм. Затем на трубке специальным прессом образуют цилиндрический буртик Ф для надежного крепления гибких дренажных трубок 14,
- заготовку четырех пленок сухого клея 15 толщиной 10-60 мкм на основе стеклоткани. Перфорацию осуществляют на специальном перфораторе, диаметр ячейки перфорации 0,8-6,0 мм, количество ячеек от одной до нескольких десятков. Размеры заготовки одной перфорированной пленки 10 и соответственно двух пленок сухого клея выбирают равными Б; размеры другой перфорированной пленки 9, спаренной с двумя пленками сухого клея, выбирают равными А. Размеры Б заготовок меньше размеров заготовок в 1,03-1,05 раз.
Крепление дренажных трубок 13 с фольгированными диэлектрическими листами осуществляют следующим образом.
Часть дренажных трубок длиной t1, равной 0,4-0,5 от толщины листов t, покрывают жидким клеем на эпоксидно-каучковой основе, затем выдерживают при 70-80oC продолжительностью 5-10 мин.
Наносят полиамидокислотный лак на обе поверхности мембраны 11 и термически обрабатывают слои лака до формирования полиимидной пленки 12. Металлическую фольгу в виде рулона в поточной линии, проходящую через натяжное устройство с силой натяжения 3-5 кг/см2, промывают в ванне. После обезжиривания сушат струей горячего воздуха со скоростью 3-5 м/с. Затем поочередно на обе поверхности металлической фольги (листа) наносят полиамидокислотный лак. В процессе термической обработки при температуре 80-90oC длительностью 5-20 мин со степенью имидизации 40-50% происходит превращение формомера в конечный продукт - полиимидный слой. Затем по известным режимам осуществляют ступенчатое повышение температуры от 100 до 320oC с продолжительностью 5-20 мин, при котором достигают степени имидизации 5-100%. Ступенчатое увеличение температуры при термообработке позволяет получить гладкий, без пузырей слой полиимида. После постепенной имидизации ленту наматывают в виде рулона на барабан.
4 этап. Металлическую фольгу, покрытую полиимидной пленкой, нарезают размером Б мм с учетом возможности пайки токоведущих проводов на контактной площадке и обеспечения электрической изоляции мембраны с корпусом исследуемого объекта через отверстие 16 и местного заземления. Металлическая фольга, покрытая полиимидной пленкой, обладает гибкостью, в ней отсутствуют трещины, неровности, она технологична в стадии сборки пакета.
5 этап. Формируют пакет согласно чертежу, затем размещают между двумя металлическими листами, выдерживают под давлением 35-40 кг/см2 при температуре 165-175oC в течение 50-60 мин, затем охлаждают до температуры 50-60oC. Прессование пакета можно осуществить разными способами, используя гидравлические, пневматические прессы с подогревом.
6 этап. После термической обработки и охлаждения пакета производят пайку или сварку дренажных трубок с основным экраном. После этого проверяют герметичность крепления и проводимость воздуха через трубки и отверстия. Проверяют отсутствие электрического контакта между основными экранами и обкладками и мембраной, а также между мембраной с обкладками и экранами. С целью защиты от внешних электромагнитных помех, поступающих через дренажные трубки, основные экраны пакета соединяют с местным заземлением.
Принцип работы устройства. При изменении давления P изменяется расстояние между обкладками 7, 8 относительно мембраны 11. В результате прогиба мембраны изменяется начальная емкость C, приращение емкости ΔC и относительное изменение емкости ΔC/C. Напряжение на выходе ЧЭ устройства измеряют между аж, бж, вж, гж, дж, еж, пропорционально приращению емкости ΔC/C и напряжению поляризации, подаваемому к выводам ж из источника поляризации.
С этой целью в ЦАГИ было разработано устройство из шести ЧЭ для измерения статического давления, фольгированный медной фольгой стеклотекстолит толщиной 5 мм был использован для формирования обкладок с выводами и экранов. Материал мембраны - FeNi сплав толщиной 10 мкм, покрытый полиимидной пленкой толщиной 1 мкм. Размеры обкладок 6 х 9 мм, величина между ЧЭ C = 10 мм, длина выводов 3 мм, толщина перфорированной полиимидной пленки 40 мкм, диаметр ячейки перфорации 5 мм. Наружный диаметр стальных дренажных трубок 1,2 мм, внутренний 0,5 мм, были покрыты жидким клеем и подверглись начальной термической обработке при 70-80oC продолжительностью 6 мин. Затем собранный пакет выдерживали под давлением 35 кг/см2 при температуре 170oC продолжительностью выдержки времени 50-60 мин. В качестве связующего звена между слоями была использована пленка сухого клея марки САФ.
Результаты проверки положительные. Обеспечиваются герметичность ячеек, отсутствие взаимовлияния при подаче давления одного ЧЭ на другой.
Статическая функция воспроизведения устройства проверялась при давлении 0-6000 Па с шагом дискретности 1000 Па, обнаружена нелинейность 16%. Практическое совпадение прямого и обратного хода при подаче и снятии давления на ЧЭ устройства. Максимальное приращение емкости при изменении давления от 0 до 6000 Па (ΔC) от 0 до 2,4 пФ.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДАВЛЕНИЯ И СПОСОБ ЕГО СБОРКИ | 1998 |
|
RU2152012C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДАВЛЕНИЯ И СПОСОБ ЕГО СБОРКИ | 1999 |
|
RU2161784C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЕМКОСТНОГО ДАТЧИКА ПУЛЬСАЦИЙ ДАВЛЕНИЯ | 1999 |
|
RU2159416C1 |
| ЕМКОСТНЫЙ ДАТЧИК ДАВЛЕНИЯ И СПОСОБ ЕГО СБОРКИ | 1999 |
|
RU2166742C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕМБРАНЫ ЕМКОСТНЫХ ДАТЧИКОВ ДАВЛЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ МЕМБРАНЫ ЕМКОСТНЫХ ДАТЧИКОВ ДАВЛЕНИЯ | 1999 |
|
RU2157978C1 |
| ПИРОЭЛЕКТРИЧЕСКИЙ ДАТЧИК ДАВЛЕНИЯ И СПОСОБ ЕГО СБОРКИ | 1999 |
|
RU2157979C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЕМКОСТНЫХ ДАТЧИКОВ ДАВЛЕНИЯ | 1992 |
|
RU2051347C1 |
| ЕМКОСТНЫЙ ДАТЧИК ПУЛЬСАЦИЙ ДАВЛЕНИЯ И СПОСОБ ЕГО СБОРКИ | 1999 |
|
RU2145065C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЕМКОСТНЫХ ДАТЧИКОВ ДАВЛЕНИЯ | 1997 |
|
RU2130594C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЕМКОСТНЫХ ДАТЧИКОВ ДАВЛЕНИЯ И СПОСОБ ИХ СБОРКИ | 2001 |
|
RU2186353C1 |
Изобретение предназначено для использования в авиационной технике и машиностроении при измерении давления. В способе изготовления устройства, содержащего два фольгированных диэлектрических листа, на верхних поверхностях формируют основной экран, на нижних - обкладки с выводами и боковой экран. На обеих поверхностях мембраны из FeNi сплава формируют полиимидную пленку по известной технологии. Изготавливают две перфорированные пленки и четыре пленки сухого клея. В середине обкладок конденсатора на поверхности диэлектрических листов формируют отверстия для крепления дренажных трубок. Из всех пленок и листов формируют дифференциальную конструкцию устройства по определенной известной технологии. В процессе формирования пакета фольгированные листы накладывают друг на друга симметрично, соосно с обкладками со смещением токосъемных выводов друг относительно друга на 180°. Давление от объекта к устройству подают гибкими дренажными трубками. Технический результат - расширение области использования устройств для измерения давления. 1 ил.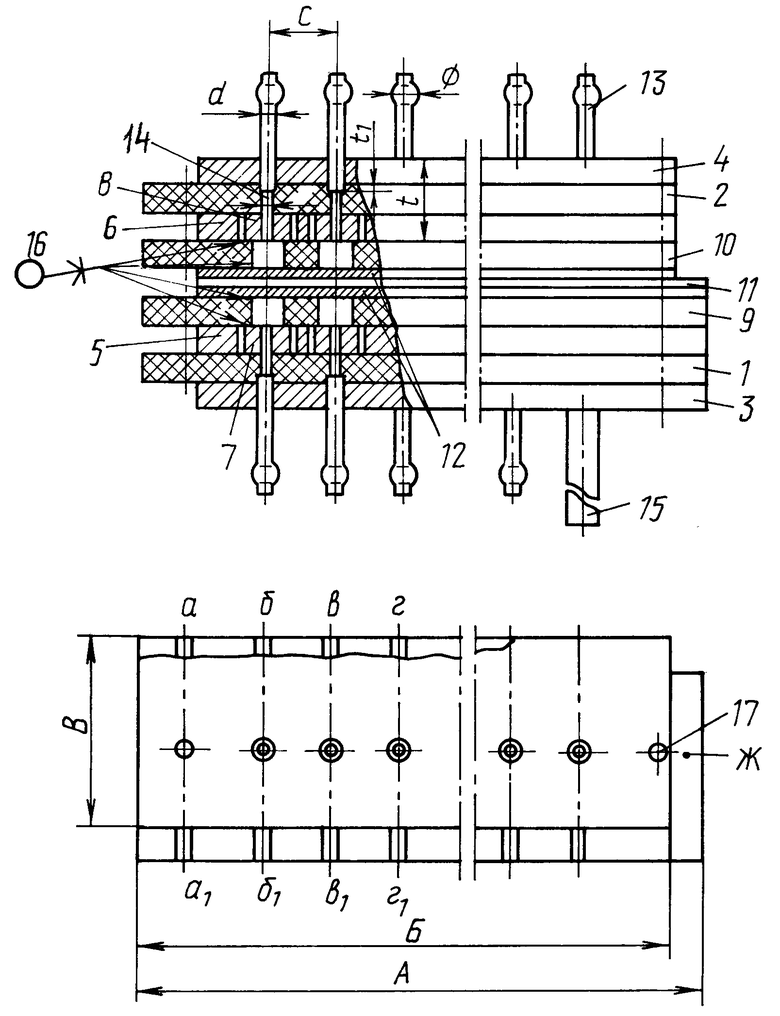
Способ изготовления устройства для измерения давления, в котором путем фотолитографии на одних поверхностях двух фольгированных диэлектрических листов формируют обкладки с выводами и боковые экраны, а на других поверхностях формируют основные экраны, на обе поверхности мембраны из металла при силе натяжения 3 - 8 кг/см2 наносят полиамидокислотный лак, выдерживают ее при температуре 80 - 90oC в течение 5 - 20 мин, затем ступенчато с шагом ступеней 8 - 11 повышают температуру от 100 до 320oC при продолжительности выдержки каждой ступени от 5 до 20 мин до полного превращения лака в полиимидную пленку, две диэлектрические пленки и четыре пленки сухого клея перфорируют, затем из двух фольгированных диэлектрических листов, двух диэлектрических пленок, мембраны с полиимидными пленками и пленок сухого клея формируют пакет, который выдерживают под давлением и при температуре в течение 50 - 60 мин, после чего пакет охлаждают, отличающийся тем, что при формировании пакета два фольгированных диэлектрических листа накладывают друг на друга симметрично соосно с обкладками со смещением выводов друг относительно друга на 180o, при этом величина Б длины одной перфорированной диэлектрической пленки, одного фольгированного диэлектрического листа и двух пленок сухого клея выбирают в соответствии с соотношением Б = (0,95 - 0,97)А, где А - величина длины другой перфорированной диэлектрической пленки, другого диэлектрического листа и двух других диэлектрических пленок, в сформированном пакете выполняют одно отверстие диаметром d1, а другое диаметром d > (2,5 - 8)d1, глубиной t1, равной t1 = (0,4 - 1,05)t, где t - толщина фольгированного диэлектрического листа, в отверстиях размещают дренажные трубки с цилиндрическими буртиками на наружной поверхности, часть длины t1 = (0,4 - 0,5)t дренажных трубок покрывают жидким клеем на эпоксидно-каучуковой основе и выдерживают при температуре 70 - 80oC в течение 5 - 10 мин, закрепляют дренажные трубки в сквозных отверстиях, затем полностью сформированный пакет размещают между металлическими листами пресса, выдерживают под давлением 35 - 40 кг/см2 при температуре 165 - 175oC в течение 50 - 60 мин, затем охлаждают до температуры 50 - 60oC, осуществляют пайку или сварку дренажных трубок на основном экране, проверяют проходимость потока газа через дренажные трубки путем подачи струй воздуха и проверку работоспособности устройства.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЕМКОСТНЫХ ДАТЧИКОВ ДАВЛЕНИЯ | 1992 |
|
RU2051347C1 |
| МАТРИЧНЫЙ ТОНКОПЛЕНОЧНЫЙ ДАТЧИК | 1992 |
|
RU2063009C1 |
| ЕМКОСТНЫЙ ДАТЧИК ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2010199C1 |
| DE 19640960 A1, 09.04.1998. | |||
