Изобретение относится к измерительной технике и может быть использовано в народном хозяйстве для измерения пульсаций давления (акустического происхождения), в частности, в авиационной технике для измерения акустического шума в салоне самолета, для контроля и диагностики герметичности трубопроводов и оборудования АЭС с реакторами РБМК.
Известен конденсаторный приемник давления, сконструированный на принципе зависимости параметров конденсатора, определяемых его электрическую емкость, от измеряемого давления. Такими параметрами являются диэлектрическая постоянная среды между обкладками, расстояние между ними или площадь взаимного перекрытия. Подвижная обкладка датчика обычно делается тонкой и сильно натягивается. В качестве материала мембраны используются никелевые пленки толщиной 5-20 мкм. Конструкция такого датчика содержит стопорное кольцо, капиллярную трубку, мембрану, заданный электрод, кварцевый изолятор, внешнее отверстие и корпус.
Датчик позволяет измерять пульсации давления в широком диапазоне давления и частоты (Конденсаторные приемники давления. Обзор ЦАГИ N 619, 1983, с. 18-21).
Датчик имеет следующие недостатки: большой вес, высокая стоимость, они не выпускаются отечественной промышленностью и т.д. Датчик принадлежит фирме Брюль и Кьер (Дания).
Известен способ сборки емкостного датчика давления. В этом способе применяется натяжение тонкой мембраны, которую скрепляют с обкладкой и корпусом. Затем электроды скрепляют на поверхности кварцевого изолятора. Таким образом сформировнный чувствительный элемент (ЧЭ) скрепляют внутри корпуса с помощью стопорного кольца с резьбовым соединением с корпусом. Капиллярную трубку соединяют с отверстием на поверхности корпуса для выравнивания статического давления. В корпусе датчика рядом с ЧЭ размещают схему согласования датчика. Длина датчика 1-5 мм с диаметром 6,35-9,5 мм, диаметр микрофона 5-20 мм. Такое решение в указанной конструкции позволяет измерять пульсацию давления в широком диапазоне давления и частоты (Конденсаторные приемники давления. Обзор ЦАГИ N 619, 1983, с. 18-21).
Недостатки этого способа сборки: использование сложной прецизионной оснастки для натягивания тонкой металлической пленки на поверхности кольца; низкий коэффициент использования дорогостоящей металлической пленки; в процессе изготовления требуются прецизионные станки.
Наиболее близким к предлагаемому изобретению техническим решением является емкостной датчик давления.
Пакет датчиков в сборе содержит основной экран, отверстие для связи с атмосферным давлением, диэлектрическую изоляционную пленку, обкладку, боковой экран, контактные площадки для съема сигнала и подачи напряжения поляризации, которые являются элементами основания датчика, нижнее кольцо жесткости, сплошную мембрану из металла, нижнюю и верхнюю диэлектрические пленки, верхнее кольцо жесткости, линии нарезки, клей между слоями, отверстия для крепления датчиков, отверстия для соединения экранов между собой, площадки для указания заводского номера. Такой датчик позволяет измерить статическое давление от 0,1 до 6000 Па. Датчик крепится на поверхности изделия (Патент РФ N 2051347, 6 G 01 L, 1995. Способ изготовления емкостных датчиков давления, авторы А.А. Казарян, В.Н. Чекрыгин).
Недостатки этого датчика: ограниченный верхний диапазон равномерного измерения, колебания частоты (~15 - 40 кГц), низкий рабочий диапазон температуры (200oC).
Наиболее близким к предлагаемому изобретению техническим решением является способ изготовления емкостного датчика давления. На нижней поверхности диэлектрической изоляционной пленки формируют основной экран, на верхней поверхности формируют обкладки, боковые экраны и контактные площадки. В первом и втором рядах контактные площадки располагают противоположно друг другу. Экраны, обкладки и контактные площадки формируют путем фотолитографии. Формируют отверстие на диэлектрической изоляционной пленке для связи с атмосферой. При этом одновременно изготавливают нижнее и верхнее кольца жесткости и пленку сухого клея определенного размера. Выполняют линии нарезки между кольцами жесткости, вдоль и поперек обеих поверхностей колец образуют микровыступы - шероховатости, затем их подвергают химической обработке.
На обе поверхности мембраны из металла при силе натяжения 3-8 кг/см2 наносят полиамидокислотный лак, формируя верхнюю и нижнюю диэлектрические пленки, выдерживают их при 80-90oC в течение 5-20 мин, затем ступенчато, с числом ступеней 8-11, повышают температуру от 100 до 320oC. Продолжительность выдержки каждой ступени 5-20 мин до полного превращения лака в полиимидную пленку. Из всех элементов конструкции набирают пакет. Затем набранный пакет выдерживают под давлением 30-35 кг/см2 при 160-170oC в течение 50-60 мин. Затем охлаждают до 40-50oC. После чего производят поштучную нарезку датчиков, отбраковку, паспортизацию и упаковку датчиков.
Такой способ изготовления датчика позволяет измерять давление в нормальных условиях окружающей среды и при рабочей температуре 200oC (Патент РФ N 2051347, 6 G 01 L, 1995. Способ изготовления емкостных датчиков давления, авторы А.А. Казарян, В.Н. Чекрыгин).
Недостатки способа сборки датчика заключаются в том, что датчик не защищает от влажности, радиации, а также в ограничении рабочей температуры 200oC.
Задачей настоящего изобретения является повышение производительности изготовления датчика, расширение области применения в условии повышенной температуры, влажности, радиации.
Технический результат достигается тем, что в способе изготовления емкостного датчика пульсации давления, в котором на верхней поверхности диэлектрической изоляционной пленки формируют обкладки конденсатора с выводами, боковые экраны, при этом в первом и втором рядах выводы располагают противоположно друг другу, обкладки и боковые экраны формируют путем фотолитографии, при этом одновременно изготавливают твердую перфорированную диэлектрическую пленку, выполняют линии нарезки вдоль и поперек, на обе поверхности мембраны из металла при силе натяжения 3-8 кг/см2 наносят полиамидокислотный лак, формируя верхнюю и нижнюю диэлектрические пленки, выдерживают их при 80-90oC в течение 5-20 мин, а затем ступенчато, с числом ступеней 8-11, повышают температуру от 100 до 320oC при продолжительности выдержки каждой ступени 5-20 мин до полного превращения лака в полиимидную пленку толщиной 0,5-2 толщины мембраны из металла, затем набирают пакет, набранный пакет выдерживают под давлением и при температуре определенное время, затем охлаждают до 40-50oC, после чего производят поштучную нарезку датчиков, отбраковку, паспортизацию и упаковку датчиков, в нем на обеих поверхностях первой, второй и перфорированной диэлектрических пленок и основания датчика образуют шероховатости Rz40... Rz20, причем диэлектрическую пленку перфорируют после механической обработки поверхности, затем на обеих поверхностях основного экрана, второй диэлектрической пленки, на нижней поверхности металлической фольги и верхней поверхности первой диэлектрической пленки образуют тонкий слой клея на основе эпоксидной смолы, затем последовательно из первой диэлектрической пленки, основного экрана из ферромагнитного материала, второй диэлектрической пленки и металлической фольги формируют пакет, выдерживают под давлением 3-4 кг/см2 при ступенчатом повышении температуры при продолжительности выдержки времени в следующих режимах; 30-50oC, 35-50 мин; 60-80oC, 30-40 мин; 100-150oC, 60-70 мин; 300-320oC, 20-30 мин, формируют третью диэлектрическую пленку на основе полиамидокислотного лака, затем на нижней поверхности нижней диэлектрической пленки мембраны верхней поверхности третьей и обеих поверхностях твердой перфорированной диэлектрических пленок на соответствующих участках образуют тонкий слой клея также на основе эпоксидной смолы, затем последовательно из основания датчика, состоящего из первой диэлектрической пленки, основного экрана из ферромагнитного материала, второй диэлектрической пленки, обкладок конденсатора с выводами и боковыми экранами, третьей диэлектрической пленки, твердой перфорированной диэлектрической пленки и металлической мембраны, покрытой с обеих сторон верхней и нижней диэлектрическими пленками, формируют полный пакет датчика и выдерживают под давлением 3-4 кг/см2, при температуре 20-30oC, при продолжительности выдержки 72 часа.
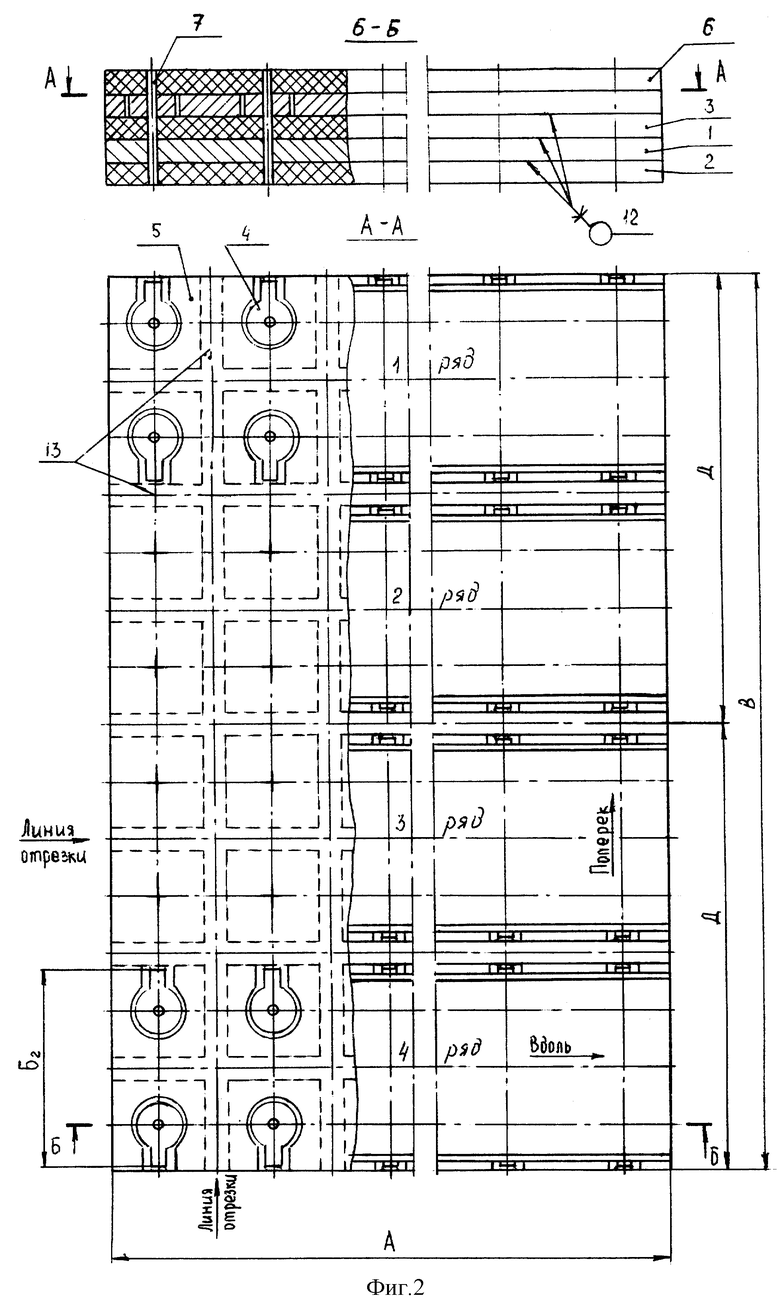
На фиг. 1 изображен полный пакет датчика и на фиг. 2 - отдельные его элементы для измерения пульсации давления. Основание датчика, состоящее из основного экрана 1 из ферромагнитного материала, первой 2 и второй 3 диэлектрических пленок, обкладок с выводами 4, бокового экрана 5, третьей диэлектрической пленки 6, капиллярного отверстия 7 для соединения полости датчика с атмосферой, перфорированной диэлектрической пленки 8, мембраны из металлической пленки 9, с обеих сторон покрытой диэлектрическими пленками 10 и 11, между пленками и основным экраном датчика тонкий слой клея 12. Линии отреза вдоль и поперек пакета (фиг. 1, сеч. А-А, Б-Б). С целью обеспечения высокой чувствительности датчика толщину четвертой перфорированной диэлектрической пленки (20-40 мкм) выбирают больше толщины металлической пленки мембраны (4-5 мкм) в 4-8 раз. Мембрана датчика с обеих сторон покрыта пятой и шестой диэлектрическими пленками толщиной 1,0 - 2,0 мкм. Толщина первой и второй пленок 15-20 мкм, толщина металлической фольги из никеля или меди 10-50 мкм. Толщина основного экрана из ферромагнитного материала 1,5-2,0 мкм.
Предлагаемый способ реализуется следующим образом:
Первый этап. Подготовка заготовки и одновременное изготовление отдельных узлов датчика.
Заготавливают мембрану датчика 9 из металлической фольги размерами АхБ мм; четвертую твердую перфорированную диэлектрическую пленку 8 (сеч. А-А фиг. 1). Согласно фиг. 2 заготавливают основной экран датчика из ферромагнитного материала 1, первую 2 и вторую 3 диэлектрическую пленки размерами АхВ мм. Затем на шлифовальном станке обрабатывают обе стороны основного экрана датчика и обеспечивают ровную поверхность по всей толщине точностью 2-3 мкм. Заготавливают металлическую фольгу размерами АхВ мм для формирования обкладок конденсатора и боковых экранов (фиг. 2). При этом на обеих поверхностях основного экрана 1 и первой 2 и второй 3 диэлектрических пленках образуют шероховатости Rz40 - Rz20 (фиг. 1, 2). Такая шероховатость позволяет повысить адгезионную прочность между слоями датчика с клеем. Указанные размеры выбирают, исходя из технологических возможностей дальнейшей термической обработки, фотолитографии, для обеспечения безотходного изготовления датчиков и получения минимального разброса метрологических характеристик датчиков одной и разных партий. Глубину линий нарезки выбирают меньше толщины основного экрана датчика из ферромагнитного материала в 0,9 - 0,95 раза. Перфорируют твердую диэлектрическую пленку специальным перфоратором после образования с обеих сторон шероховатостей Rz40 - Rz20.
Нанесение полиамидокислотного лака на обе поверхности мембраны и термическая обработка. Металлическую фольгу в виде рулона в поточной линии, проходящей через натяжное устройство с силой натяжения 3-5 кг/см2, промывают в ванне. После обезжиривания сушат струей горячего воздуха со скоростью 3-5 м/с. Затем поочередно на обе поверхности металлической пленки наносят полиамидокислотный лак. В процессе термической обработки при температуре 80-90oC продолжительностью 5-20 мин со степенью имидизации 40-50% происходит превращение формомера в конечный продукт - полиимидную пленку. Затем по известным режимам осуществляют ступенчатое повышение температуры от 100 до 320oC, продолжительность 5-20 мин, при котором достигают степени имидизации 50-100%. Ступенчатое увеличение температуры при термообработке позволяет получить гладкий, без пузырей, слой полиимида. После имидизации пленку наматывают в рулон на барабане.
Второй этап. Все полученные пленки, указанные в первом этапе, подвергаются химической очистке в этиловом спирте или ацетоне и хранятся в сухом месте (под специальным колпаком или в камере).
Третий этап. На обеих поверхностях основного экрана, второй диэлектрической пленки, на нижней поверхности металлической фольги и верхней поверхности первой диэлектрической пленки образуют тонкие слои клея на основе эпоксидной смолы. Затем последовательно из первой 2 и второй 3 диэлектрических пленок, основного экрана датчика 1 и из металлической (медь, никель и т. д. ) фольги для формирования обкладок конденсатора 4 и бокового экрана 5 формируют пакет, выдерживают под давлением 3-4 кг/см2 (между двумя пластинами), при температуре и продолжительности выдержки времени в следующих режимах: 30-50oC, 30-50 мин; 60-80oC, 30-40 мин; 100-150oC, 60-70 мин и 300-320oC, 20-30 мин.
Четвертый этап. Путем фотолитографии на поверхности пакета на наклеенной металлической фольге размерами АхВ (фиг. 2) образуют обкладки конденсатора 4, боковые экраны Б. Поперек пакета образуют четыре ряда. В каждом ряду поперек два ряда ЧЭ датчика. При этом в каждом ряду выводы в двух рядах (по осу Y) располагают противоположно друг другу под углом 180o. Вдоль в каждом ряду формируют ЧЭ датчика (в этом случае 9 штук). При размерах заготовки пакета АхВ = 196х214 мм (без технологических размеров для фотолитографии) формируют ЧЭ в количестве 2х9х4 = 72 (фиг. 2).
Пятый этап. На поверхностях обкладок конденсаторов и боковых экранов формируют третью диэлектрическую пленку размерами больше ширины металлической пленки мембраны датчика Б в 1,03 - 1,05 раз. Третью диэлектрическую пленку 6 формируют путем нанесения полиамидокислотного лака толщиной 2-3 мкм (фиг. 2). Режимы термической обработки и выдержки соответствуют режимам термической обработки металлической пленки мембраны датчика, описанным в первом этапе (фиг. 2).
Шестой этап. Образуют опорные отверстия 7 диаметром 0,1-0,2 мм любым удобным из известных способов. На обеих поверхностях твердой перфорированной диэлектрической пленки, на нижней поверхности нижней диэлектрической пленки мембраны, верхней поверхности третьей диэлектрических пленок образуют тонкий слой клея на основе эпоксидной смолы. Затем последовательно из основания датчика (состоящего из первой 2, второй 3, третьей 6 диэлектрических пленок, основного экрана из ферромагнитного материала 1, обкладок конденсатора с выводами 4 и боковыми экранами 5), твердой перфорированной диэлектрической пленки 8 и металлической мембраны 9, покрытой с обеих сторон нижней 10 и верхней 11 диэлектрическими пленками, формируют полный пакет датчика и выдерживают под давлением 0,2 - 0,4 кг/см2, при температуре 20-30oC, при продолжительности выдержки 72 часа. Такое решение задачи предотвращает растекание клея и залипание мембраны в ячейках перфорации датчика.
Ширину перфорированной пленки Б выбирают больше ширины Б1 металлической фольги мембраны датчика в 1,05-1,08 раз. Причем ширину Б2 выбирают размерами больше ширины Б в 1,03-1,05 раз (фиг. 1).
Седьмой этап. В случае возникновения трудностей при равномерной прессовке полного пакета датчиков размерами АхВ, из-за чего можно получить неровную поверхность мембраны датчика, целесообразно вдоль четырех рядов на большом пакете основания датчика (фиг. 2) нарезать четыре пакета размерами АхГ мм (фиг. 1) или два пакета размерам АхД мм (фиг. 2). Таким образом уменьшают размеры пакета датчика и прижимных пластин и добиваются получения гладкой поверхности мембраны датчика. Также уменьшение размеров пакета датчиков позволяет получить равномерную поверхность прижимных пластин, что повышает качество прессовки пакета датчиков. В этом случае полный пакет датчиков для прессовки формируют согласно фиг. 1 и соблюдают порядок и режимы обработки, указанные в шестом этапе.
Вдоль и поперек собранного пакета согласно образованным линиям нарезки производят поштучную нарезку датчиков, отбраковку, паспортизацию и упаковку датчиков. Нарезку осуществляют ручным способом, на координатном станке, оснащенном лазерным лучом и т.п. Контактные площадки на поверхности (для подачи напряжения поляризации) размерам 2х1 мм очищают от слоя полиимидной пленки механическим или химическим способом.
Таким образом, выбранный способ изготовления емкостных датчиков пульсации давления позволяет производить датчики с метрологическими характеристиками, сравнимыми с метрологическими характеристиками микрофона выбранного аналога (фирмы Брюль и Кьер) и стоимостью меньше стоимости обычных датчиков любой фирмы на один порядок (за исключением датчика прототипа, разработанного в ЦАГИ).
Принцип работы датчика. При изменении давления Δp изменяется расстояние между обкладкой конденсатора 4 и мембраной 9. В результате прогиба мембраны изменяется начальная емкость C, приращение емкости Δc и относительное изменение емкости Δc/c. Напряжение поляризации подают на мембрану 9. Напряжение на выходе датчика измеряют между обкладкой конденсатора 4 и мембраной 9 пропорционально приращению Δc/c и напряжению поляризации датчика.
Предлагаемый способ изготовления емкостного датчика был опробован в стадии макетирования в ЦАГИ. На одной подложке было расположено два ряда оснований датчиков по 5 штук. В качестве мембраны была использована металлическая фольга толщиной 5 мкм, с обеих сторон покрытая полиимидной пленкой толщиной 0,5 - 1,0 мкм. Все указанные диэлектрические пленки изготовлены из полиимидной пленки толщиной 20 мкм. Перфорированная диэлектрическая пленка из полиимида толщиной 40 мкм. Диаметр ячейки перфорации 12 мм, расстояние между обкладками конденсатора и боковым экраном 0,5 мм, площадь контактной площадки для пайки токосъемных проводов 3х4 мм. Толщина основания датчика из железа 1,5 мм. В качестве связующего звена между слоями пленок был выбран клей марки ВК-58. Обкладки конденсатора с выводами и боковые экраны были сформированы путем фотолитографии из медной фольги толщиной 50 мкм. В стадии макетирования были использованы все технологические процессы, указанные в тексте изобретения. Была определена спектральная характеристика собственного шума измерительного канала с датчиком. При испытаниях высокотемпературный кабель КНМС был выбран необходимой максимальной длины 44 м, емкость кабеля 33000-40000 пФ. Минимальный уровень собственного шума измерительного канала при низких частотах от 25 до 100 Гц составляет 31,5-42,5 дБ, гораздо меньше 0,1 Па.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ УСТРОЙСТВА ДЛЯ ИЗМЕРЕНИЯ ДАВЛЕНИЯ | 1998 |
|
RU2152014C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕМБРАНЫ ЕМКОСТНЫХ ДАТЧИКОВ ДАВЛЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ МЕМБРАНЫ ЕМКОСТНЫХ ДАТЧИКОВ ДАВЛЕНИЯ | 1999 |
|
RU2157978C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДАВЛЕНИЯ И СПОСОБ ЕГО СБОРКИ | 1998 |
|
RU2152012C1 |
| ЕМКОСТНЫЙ ДАТЧИК ДАВЛЕНИЯ И СПОСОБ ЕГО СБОРКИ | 1999 |
|
RU2166742C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДАВЛЕНИЯ И СПОСОБ ЕГО СБОРКИ | 1999 |
|
RU2161784C1 |
| ЕМКОСТНЫЙ ДАТЧИК ПУЛЬСАЦИЙ ДАВЛЕНИЯ И СПОСОБ ЕГО СБОРКИ | 1999 |
|
RU2145065C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЕМКОСТНЫХ ДАТЧИКОВ ДАВЛЕНИЯ | 1992 |
|
RU2051347C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЕМКОСТНЫХ ДАТЧИКОВ ДАВЛЕНИЯ | 1997 |
|
RU2130594C1 |
| ПИРОЭЛЕКТРИЧЕСКИЙ ДАТЧИК ДАВЛЕНИЯ И СПОСОБ ЕГО СБОРКИ | 1999 |
|
RU2157979C1 |
| ЕМКОСТНЫЙ ДАТЧИК ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2099680C1 |
Изобретение предназначено для использования в акустических системах, в системах автоматического контроля и управления, при акустической диагностике изделий крупного машиностроения, в эксплуатации при повышенных влажности, температуре и радиации. Процесс изготовления датчиков основан на образовании его элементов способом фотолитографии. Пакет датчиков формируют при температурной обработке 20 - 320oС и ступенчатом изменении температуры под давлением 0,2-4,0 кг/см2 и выдержке в течение заданного времени. На одной подложке одновременно изготавливают несколько датчиков. Конструктивно датчик выполнен на базе полиимидных пленок разной толщины, ферромагнитного материала, металлической фольги и мембраны из металлической пленки, покрытой с обеих сторон диэлектрической пленкой. Технический результат - повышение производительности изготовления датчика, расширение области его применения в условиях повышенных температуры, влажности, радиации. 2 ил.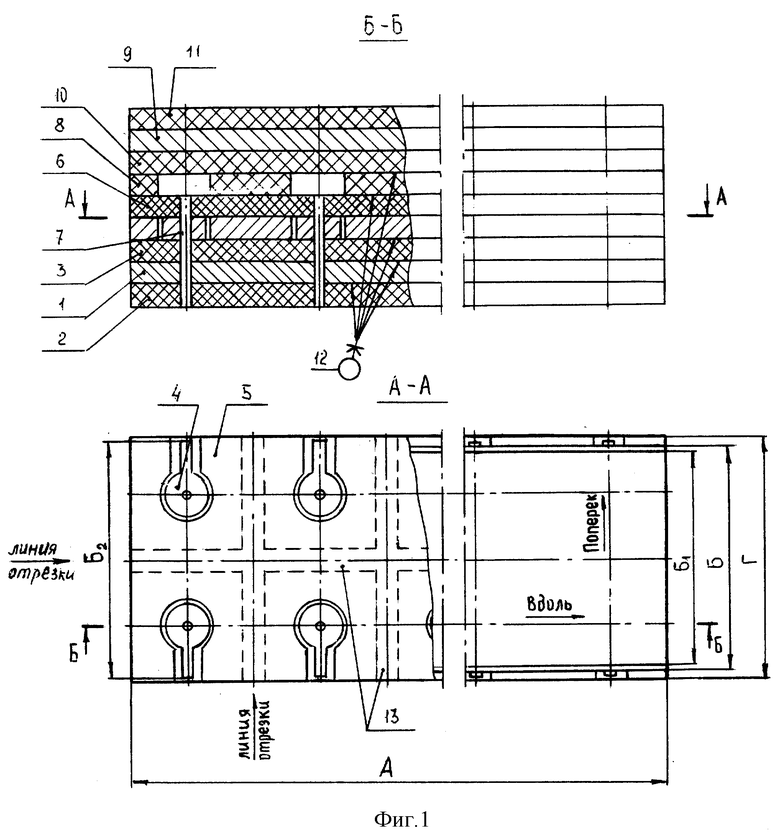
Способ изготовления емкостного датчика пульсаций давления, в котором на верхней поверхности диэлектрической пленки путем фотолитографии формируют обкладки конденсатора с выводами, расположенными в первом и втором рядах противоположно друг другу, и боковые экраны, изготавливают перфорированную диэлектрическую пленку, на мембране из металла формируют верхнюю и нижнюю диэлектрические пленки, для чего на обе поверхности мембраны при силе натяжения 3 - 8 кг/см2 наносят полиамидокислотный лак, выдерживают мембрану при 80 - 90oC в течение 5 - 20 мин, затем ступенчато с числом ступеней 8 - 11 повышают температуру от 100 до 320oC при продолжительности выдержки каждой ступени 5 - 20 мин до полного превращения лака в полиимидную пленку толщиной 0,5 - 2,0 толщины мембраны, отличающийся тем, что образуют шероховатости RZ40. . . RZ20 на обеих поверхностях первой и второй диэлектрических пленок, перфорированной диэлектрической пленки и основания датчика, причем диэлектрическую пленку перфорируют после образования шероховатости на ее поверхности, затем наносят тонкий слой клея на основе эпоксидной смолы на обе поверхности основного экрана, второй диэлектрической пленки, на нижнюю поверхность металлической фольги для формирования обкладок конденсатора с выводами и боковых экранов и верхнюю поверхность первой диэлектрической пленки, затем последовательно из первой диэлектрической пленки, основного экрана из ферромагнитного материала, второй диэлектрической пленки и металлической фольги формируют пакет, который выдерживают под давлением 3 - 4 кг/см2 при ступенчатом повышении температуры при продолжительности выдержки времени в следующих режимах: 30 - 50oC, 35 - 50 мин; 60 - 80oC, 30 - 40 мин; 100 - 150oC, 60 - 70 мин; 300 - 320oC, 20 - 30 мин, затем охлаждают его до 40 - 50oC, формируют третью диэлектрическую пленку на основе полиамидокислотного лака, затем наносят тонкий слой клея на основе эпоксидной смолы на соответствующие участки нижней поверхности нижней диэлектрической пленки мембраны, верхней поверхности третьей диэлектрической пленки и обеих поверхностей перфорированной диэлектрической пленки, затем последовательно из основания датчика, состоящего из первой диэлектрической пленки, основного экрана из ферромагнитного материала, второй диэлектрической пленки и обкладок конденсатора с выводами и боковыми экранами, а также третьей диэлектрической пленки, перфорированной диэлектрической пленки и мембраны с верхней и нижней диэлектрическими пленками формируют полный пакет датчика и выдерживают его под давлением 3 - 4 кг/см2 при 20 - 30oC при продолжительности выдержки 72 ч, после чего производят поштучную нарезку датчиков, отбраковку, паспортизацию и упаковку датчиков.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЕМКОСТНЫХ ДАТЧИКОВ ДАВЛЕНИЯ | 1992 |
|
RU2051347C1 |
| МАТРИЧНЫЙ ТОНКОПЛЕНОЧНЫЙ ДАТЧИК | 1992 |
|
RU2063009C1 |
| ЕМКОСТНЫЙ ДАТЧИК ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2010199C1 |
| DE 19640960 A1, 09.04.1998. | |||

