(54) АБРАЗИВНЫЙ КРУГ
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивный круг | 1978 |
|
SU749649A1 |
| Сборный шлифовальный инструмент | 1983 |
|
SU1104008A1 |
| Сборный абразивный круг | 1979 |
|
SU772836A1 |
| АБРАЗИВНЫЙ КРУГ (ВАРИАНТЫ) | 1996 |
|
RU2160661C2 |
| Абразивный инструмент | 1981 |
|
SU994238A1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2152868C2 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2000 |
|
RU2176588C1 |
| ТОРМОЗНАЯ КОЛОДКА ДЛЯ ВЫСОКОСКОРОСТНОГО ЛОКОМОТИВНОГО И МОТОВОЗНОГО ПОДВИЖНОГО ЖЕЛЕЗНОДОРОЖНОГО СОСТАВА | 2007 |
|
RU2337026C1 |
| Сборный абразивный круг | 1982 |
|
SU1034885A1 |
| Ультразвуковая шлифовальная головка | 1983 |
|
SU1119827A1 |

Изобретение относится, к конструкциям абразивных инструментов, предназначенных для обработки металлов и сплавов.
Известны абразивные круги, состоящие из корпуса, в котором выполнены пазы в форме ласточкиного хвоста. В пазы установлены на упругие прокладки абразивные сегменты 1.
Недостатком такой конструкции кругов является ненадежность закрепления сегментов из-за возможности их поворота вертикальной плоскости, что не обеспечивает однозначного их пространственного положения.
Цель изобретения - повышение надежности крепления сегментов.
Цель достигается тем, что круг дополнительно снабжен опорными элементами, установленными в пазы под абразивные сегменты, при этом упругие прокладки размещены между корпусом и опорными элементами.
Для увеличения прочности абразивных сегментов на опорных элементах со стороны контакта с абразивными сегментами выполнены вырезы, образующие на опорном элементе контактные участки длиной, не превышающей проекцию длины скоса ласточкиного хвоста паза на основание сегмента.
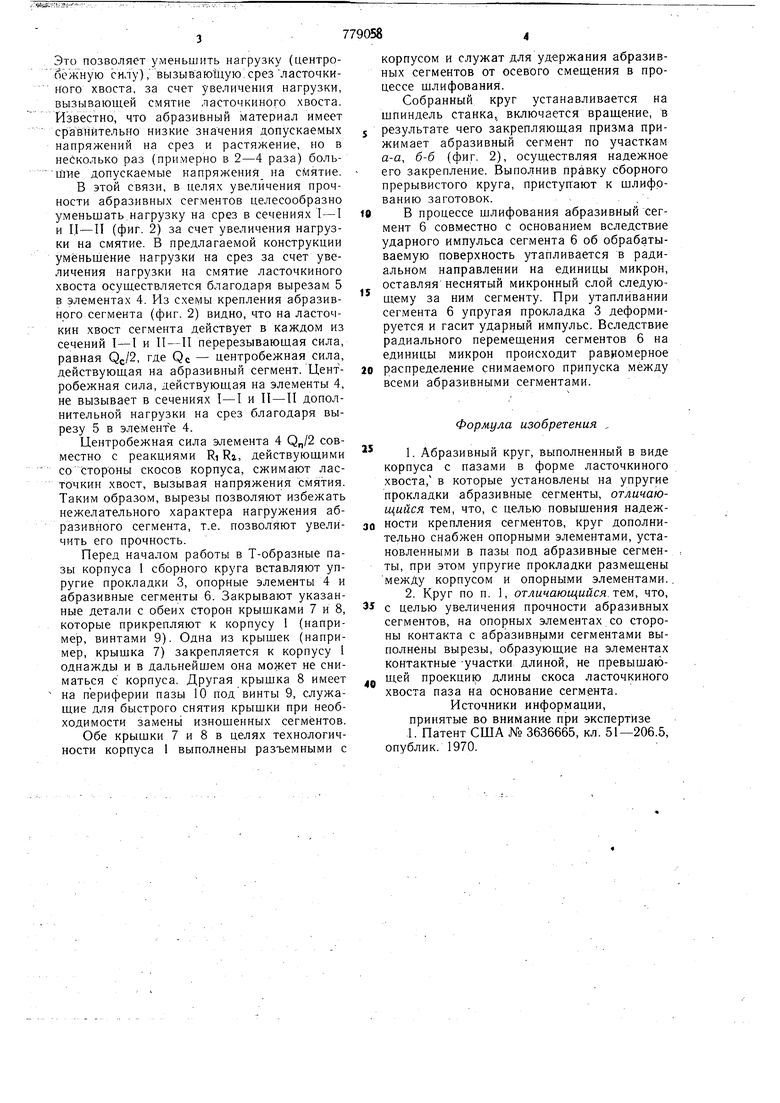
На фиг. 1 изображены фронтальная проекция круга и сечение А-А круга в осевом направлении; на фиг. 2 - схема крепления 5 абразивного сегмента.
Абразивный круг состоит из корпуса 1 (фиг. 1), в котором выполнено несколько Т-образных пазов, расположенных по радиусу. Каждый паз в своей верхней части заканчивается двумя скосами 2. Скосы, обра10зуя пазы в форме ласточкиного хвоста, предназначены для удержания абразивных сегментов в процессе работы круга.
В пазах корпуса размещены упругие элементы 3 (например, кусочки резины COOTIS ветствующей жесткости), Т-образные опорные элементы 4, имеющие вырезы 5 в контактной с сегментами плоскости и абразивные сегменты 6, нижняя часть которых выполнена в виде ласточкиного хвоста. Благодаря вырезам 5, выполненным в опорных
20 элементах 4, контакт последних с абразивными сегментами происходит не по всему основанию сегментов, а лишь по участкам а-а и б-б (фиг. 2) ласточкиного хвоста.
Это позволяет уменьшить нагрузку (центробежную силу) .вызывающую, срез ласточкиного хвоста, за счет увеличения нагрузки, вызывающей смятие ласточкиного хвоста. Известно, что абразивный материал имеет сравнительно низкие значения допускаемых напряжений на срез и растяжение, но в несколько раз (примерно в 2-4 раза) боль U№e допускаемые напряжения на смятие.
В этой связи, в целях увеличения прочности абразивных сегментов целесообразно уменьшать нагрузку на срез в сечениях I-I и II-II (фиг. 2) за счет увеличения нагрузки на смятие. В предлагаемой конструкции уменьшение нагрузки на срез за счет увеличения нагрузки на смятие ласточкиного хвоста осуществляется благодаря вырезам 5 в элементах 4. Из схемы крепления абразивного сегмента (фиг. 2) видно, что на ласточкин хвост сегмента действует в каждом из сечений 1-1 и II-II перерезывающая сила, равная Qc/2, где Qc - центробежная сила, действующая на абразивный сегмент. Центробежная сила, действующая на элементы 4, не вызывает в сечениях I-I и II - II дополнительной нагрузки на срез благодаря вырезу 5 в элемент е 4.
Центробежная сила элемента 4 Qp/2 совместно с реакциями RiRi, действующими со стороны скосов корпуса, сжимают ласточкин хвост, вызывая напряжения смятия. Таким образом, вырезы позволяют избежать нежелательного характера нагружения абразивного сегмента, т.е. позволяют увеличить его прочность.
Перед началом работы в Т-образные пазы корпуса 1 сборного круга вставляют упругие прокладки 3, опорные элементы 4 и абразивные сегменты 6. Закрывают указанные детали с обеих сторон крыщками 7 и 8, которые прикрепляют к корпусу 1 (например, винтами 9). Одна из крыщек (например, крышка 7) закрепляется к корпусу 1 однажды и в дальнейшем она может не сниматься с корпуса. Другая крыщка 8 имеет на периферии пазы 10 под винты 9, служащие для быстрого снятия крыщки при необходимости замены изнощенных сегментов.
Обе крыщки 7 и 8 в целях технологичности корпуса 1 выполнены разъемными с
корпусом и служат для удержания абразивных сегментов от осевого смещения в процессе шлифования.
Собранный круг устанавливается на щпиндель станка,, включается вращение, в
результате чего закрепляющая призма прижимает абразивный сегмент по участкам а-а, б-б (фиг. 2), осуществляя надежное его закрепление. Выполнив правку сборного прерывистого круга, приступают к шлифованию заготовок.
В процессе щлифования абразивный сегмент 6 совместно с основанием вследствие ударного импульса сегмента 6 об обрабатываемую поверхность утапливается в радиальном направлении на единицы микрон, оставляя неснятый микронный слой следующему за ним сегменту. При утапливании сегмента 6 упругая прокладка 3 деформируется и гасит ударный импульс. Вследствие радиального перемещения сегментов 6 на единицы микрон происходит равномерное
распределение снимаемого припуска между всеми абразивными сегментами.
Формула изобретения ..
сегментов, на опорных элементах со стороны контакта с абразивными сегментами выполнены вырезы, образующие на элементах контактные -участки длиной, не превышаю- щей проекцию длины скоса ласточкиного хвоста паза ка основание сегмента.
Источники информации, принятые во внимание при экспертизе 1. Патент США № 3636665, кл. 51-206.5, опублик. 1970. -Н : Zi llilizA P/ Jl 2 1Qn S
