Изобретение относится к области металлургии, а именно к производству монолитных многослойных лент, и может быть использовано на предприятиях черной и цветной металлургии, а также и в машиностроении.
Известен способ получения многослойных лент или листов из разнородных металлов путем вакуумно-дугового напыления одного металла на другой в виде подложки (SU 1012622, кл. С 23 С 13/12, 1980). Этот способ эффективен при толщинах наносимого металла в единицы и десятки микрометров. При необходимости получения даже умеренных толщин наносимое покрытие получается неровным, содержащим поры и штабики.
Более высокое качество многослойных материалов, в том числе и лент, обеспечивает способ формирования многослойных структур из пакета заранее подготовленных полос путем их очистки, сборки в пакет и совместной прокатки (SU 1269951, кл. В 23 К 20/04, 1983). В рамках данного способа очистка исходных лент осуществляется их травлением в серной кислоте, сушкой и обработкой соединяемых поверхностей металлическими щетками. Такая технология трудоемка, дорога, опасна для персонала и окружающей среды и не обеспечивает высокого качества очистки, гарантирующего нужную прочность соединения разнородных металлов.
Известен способ аналогичного назначения, осуществляемый путем предварительной традиционной очистки лент, электронно-пучкового нагрева их и совместной прокатки в вакууме (RU 2033910 С1, кл. В 23 К 20/04, 1992). Данный способ, как наиболее близкий к заявленному по своей технической сущности, принят в качестве прототипа. Ему также присущи недостатки, обусловленные пониженным качеством традиционной технологии очистки лент, ее дороговизной и вредностью, негативным влиянием на прочность соединения разнородных металлов.
Известно также устройство для изготовления многослойной ленты, содержащее вакуумную камеру, в которой размещены средства предварительной обработки исходных полос, прокатные валки и система транспортировки лент в виде подающих и принимающих барабанов и направляющие ролики (RU 2033910 С1, кл. В 23 К 20/04, 1992). Данное техническое решение, как наиболее близкое к заявленному устройству, также принято в качестве прототипа.
Задачей предложения является повышение полноты и качества предварительной очистки исходных лент, а также увеличение прочности получаемых многослойных лент из разнородных металлов.
Указанный технический результат достигается тем, что в способе изготовления многослойной металлической ленты, включающем обработку поверхности исходных лент в вакууме, сборку в пакет и прокатку, обработку поверхностей основного и плакирующих лент проводят с помощью катодных пятен вакуумно-дугового разряда, возбуждаемого между лентой и графитовым анодом. На основную ленту перед сборкой в пакет может быть нанесена промежуточная прослойка.
Указанная задача решается также тем, что в устройстве для изготовления многослойной ленты, содержащем вакуумную камеру, средства предварительной обработки исходных полос, направляющие ролики, блоки разматывания и сматывания ленты, средства предварительной обработки исходных лент выполнены в виде трех электронно-плазменных модулей с графитовыми анодами, установленными перед направляющими роликами, к лентам подведены отрицательные полюса блоков питания, при этом блоки разматывания лент, электронно-плазменные модули, направляющие ролики и блок сматывания установлены в вакуумной камере. Устройство может быть снабжено блоком нанесения промежуточной прослойки, установленным между электронно-плазменными модулями и направляющими роликами.
Схема устройства представлена на чертеже, где приняты следующие обозначения: 1 - направляющие ролики, 2 - исходные металлические полосы, 3 - направляющие ролики, 4 - прокатный валок, 5 - подающие барабаны, 6 - принимающие барабаны, 7 - электронно-плазменные модули с графитовыми анодами, 8 - дуговой блок питания, 9 - устройство нанесения промежуточной прослойки, 10 - откачной патрубок, 11 - прижимные контактные ролики, 12 - анодный токоподвод, 13 - катодный токоподвод.
Установка работает следующим образом. После вакуумирования камеры 1 включают приводы барабанов 5 и 6 транспортировки лент, с помощью блоков 8 возбуждают дуговые разряды между электродами 7 и лентами 2, включают устройства 9 нанесения промежуточной прослойки и перемещают валки 4 в рабочее положение, обеспечивающее заданную деформацию пакета исходных полос.
Сущность предложенного способа состоит в том, что очистка металлических лент перемещающимися катодными пятнами вакуумно-дугового разряда оказывается не просто полной и высококачественной, она также активирует обработанные поверхности путем разрыва поверхностных связей атомов металла, чем обеспечивает высокую адгезионную способность очищенной поверхности. Последнее относится также и к лентам плакирующего металла и гарантируется проведением процесса в вакууме, сохраняющем необычные свойства очищенной поверхности. Применение графитовых электродуговых анодов способствует повышению эффективности процесса очистки, т.к. атомы углерода, попадающие в плазму разряда в результате испарения анода, весьма интенсивно восстанавливают окислы железа до чистого металла. Интенсивность этого процесса обусловлена активацией углерода в плазме в результате возбуждения атомов углерода и их ионизацией.
Для улучшения качества соединения разнородных металлов используют промежуточные прослойки из ниобия, тантала, ванадия и др. металлов, препятствующих образованию хрупких фаз в зоне соединения (Харченко Г.К. и др. Холодная сварка титана со сталью. Автоматическая сварка. 1965, 9, с. 39-40). Эффективность этого приема особенно высока при использовании вакуумно-дуговой очистки согласно данному предложению. Поэтому применение промежуточных прослоек в сочетании с заявленным решением весьма полезно.
Сравнение заявленной технологии с прототипом, предполагающим использование механической и жидкостной химической очистки металла, показывает, что настоящее изобретение позволяет существенно снизить стоимость производства, устранить многие опасности для персонала и окружающей среды. Электронно-пучковая техника прототипа дорога и ограничивает рабочие давления сверху, что не всегда приемлемо в производственных условиях. В ряде случаев прочность соединения разнородных металлов согласно предложению превышает показатели прототипа более чем на 50%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2145912C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ЛЕНТ ИЛИ ПРОВОЛОКИ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2153025C1 |
| СПОСОБ ОЧИСТКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2139151C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИЕ ТРУБЫ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2152454C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ ОЧИСТКИ ПРОВОЛОКИ В ВАКУУМЕ | 1998 |
|
RU2135316C1 |
| СПОСОБ ВАКУУМНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2158784C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2171721C2 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ ТРУБ ОТ ПОЛИМЕРНОГО ПОКРЫТИЯ | 1998 |
|
RU2139152C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ | 1999 |
|
RU2152271C1 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ КРУПНОГАБАРИТНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2374046C2 |
Изобретение относится к технологии вакуумно-дуговой обработки металлов, в частности к производству многослойных лент. Задача изобретения - повышение полноты и качества предварительной очистки исходных лент, а также увеличение прочности получаемых многослойных лент из разнородных металлов. В способе изготовления многослойных лент с использованием прокатки пакета полос разнородных металлов в вакууме предварительно исходные полосы очищают катодными пятнами вакуумной дуги, возбуждаемой между лентами и графитовыми анодами. В устройстве для осуществления этого способа используют графитовые аноды, размещенные около лент перед прокатными валками. Вариант устройства предполагает установку средств нанесения промежуточной прослойки между анодами и прокатными валками. 2 с. и 2 з.п.ф-лы, 1 ил.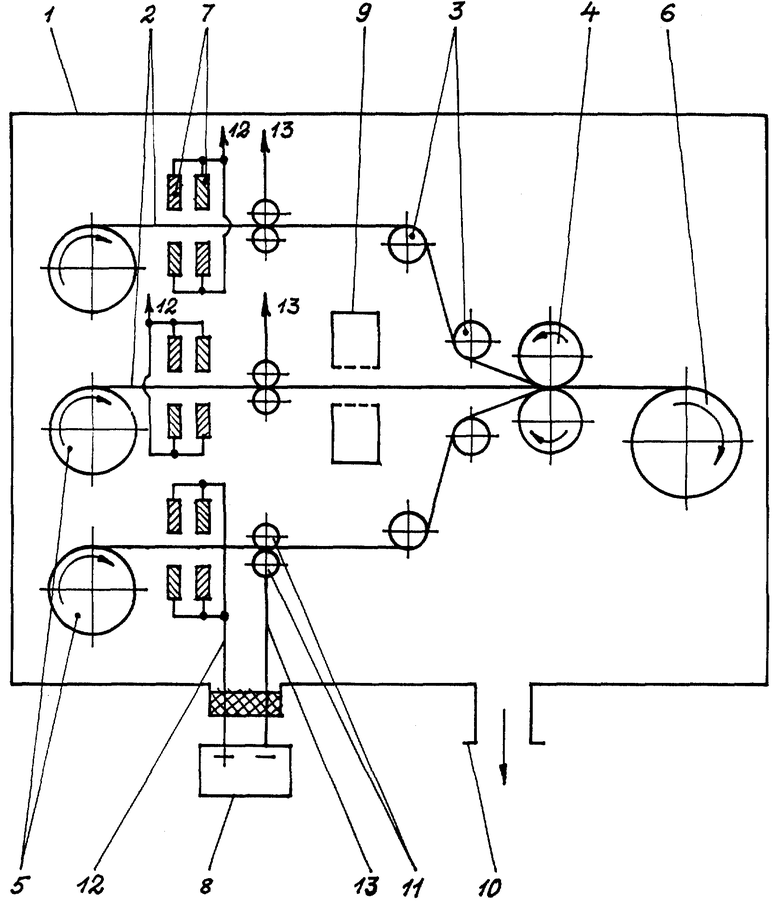
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2033910C1 |
| US 5178743 А, 12.01.1993 | |||
| Способ изготовления стальной полосы с защитным покрытием | 1972 |
|
SU438720A1 |
| Устройство для получения многослойных материалов | 1979 |
|
SU1052563A1 |
| ПЕРЕМЕШИВАЮЩЕЕ УСТРОЙСТВО ДЛЯ СЕПТИЧЕСКОЙ ЕМКОСТИ | 2011 |
|
RU2559507C2 |
| Способ получения многослойной ленты | 1983 |
|
SU1269951A1 |
| СПОСОБ ИОННОПЛАЗМЕННОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2074905C1 |

