Изобретение относится к области двигателестроения и предназначено для обкатки топливовпрыскивающего насоса дизеля.
Известно устройство для обкатки топливовпрыскивающего насоса, соединенного при помощи топливопроводов с форсунками, содержащее топливный бак с фильтром и трубопроводами, электродвигатель и равномерно вращающийся вал привода, связанный с кулачковым валом насоса [1].
Недостатком устройства [1] для обкатки топливовпрыскивающего насоса является низкая эффективность вследствие слабой интенсивности приработки деталей по причине вялого динамического воздействия на детали топливовпрыскивающего насоса при ступенчатом изменении скоростного режима обкатки, а также обусловленная этим растянутость процесса во времени, снижающая производительность.
Известно также устройство для обкатки топливовпрыскивающего насоса, соединенного топливопроводами с форсунками, содержащее топливный бак с фильтром и трубопроводами, электродвигатель привода, механический преобразователь равномерного вращения вала электродвигателя в неравномерное вращение кулачкового вала обкатываемого насоса, выполненный в виде состоящего из двух, ведущей и ведомой, частей вала привода, каждая из которых снабжена кривошипом, кривошипы соединены один с другим шарнирно с помощью ползуна, перемещающегося вдоль ведомого кривошипа, при этом оси ведущей и ведомой частей вала привода смещены параллельно друг относительно друга, и ведомая часть снабжена общим с насосом механизмом изменения ее положения относительно оси ведущей части вала привода [2].
Недостатком такого известного устройства для обкатки топливовпрыскивающего насоса [2], выбранного в качестве прототипа, является ограниченность технических возможностей управления режимами обкатки с помощью только одного кинематического параметра λ кривошипно-кулисного механизма; неудобство обслуживания и переналадки устройства на другое значение λ за счет перемещения всего обкатываемого насоса, поскольку в этом случае возникает необходимость переналаживать систему тяг управления насосом и систему подвода и сбора топлива после форсунок.
Целью настоящего изобретения является расширение технических возможностей и улучшение удобства обслуживания, что в известном устройстве для обкатки топливовпрыскивающего насоса, содержащем топливный бак с фильтром и трубопроводом, электродвигатель привода, механический преобразователь равномерного вращения вала электродвигателя в неравномерное вращение кулачкового вала обкатываемого насоса, выполненный в виде состоящего из двух, ведущей и ведомой, частей вала привода, каждая из которых снабжена кривошипом, последние соединены один с другим шарнирно с помощью ползуна, перемещающегося вдоль ведомого кривошипа, при этом оси ведущей и ведомой частей вала привода смещены параллельно друг относительно друга, и ведомая часть снабжена общим с насосом механизмом изменения ее положения относительно оси ведущей части вала привода, - обеспечивается тем, что кривошипы ведущей и ведомой частей вала привода соединены между собой с помощью вращающегося П-образного водила, стойки водила служат направляющими ползунов обоих кривошипов, а перекладина - осью вращения, причем перекладина закреплена в опоре на станине устройства параллельно осям вращения обеих частей вала привода с возможностью изменения расстояния от оси ее вращения до оси вращения одной или сразу обеих частей вала привода. Кроме того, одна из стоек П-образного водила связана с его перекладиной с возможностью поворота на ней и снабжена механизмом изменения и фиксирования ее нового фазового положения относительно другой стойки. Связанные между собой шарнирно ползуны ведомой части вала размещены на стойке водила и ведомом кривошипе с возможностью фиксирования на своих направляющих.
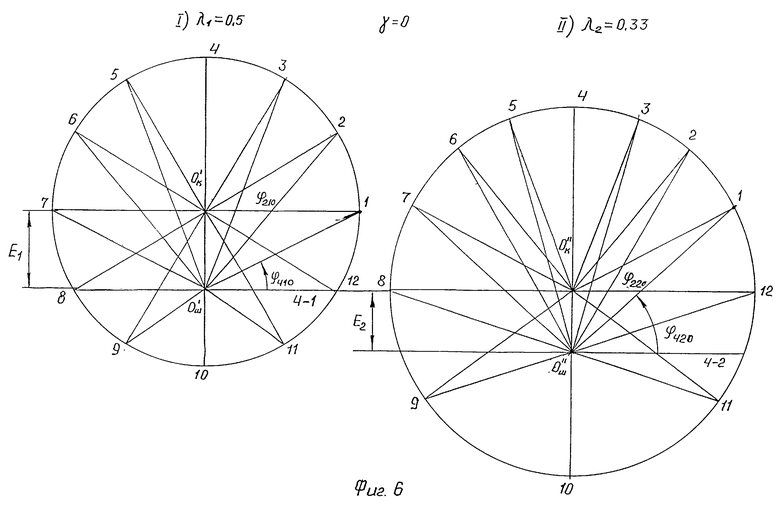
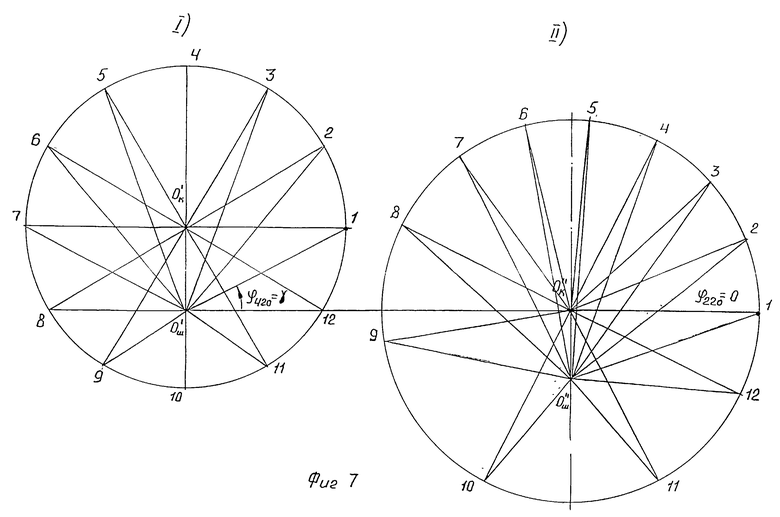
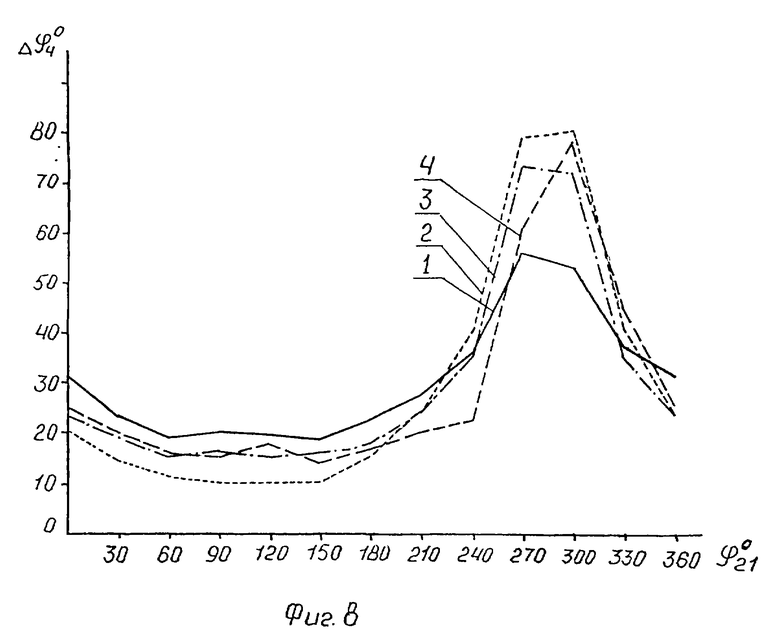
Сущность изобретения поясняется чертежами, где на фиг. 1 представлена принципиальная схема устройства для обкатки; на фиг. 2 - схема соединения ползунов между собой и фиксирования на направляющих; на фиг. 3 - схема взаимодействия ведомой и ведущей частей в положении, когда водило ведущей части исполняет функции кривошипа переменной длины в отношении ведомой части; на фиг. 4 - то же, в положении, когда водило ведущей части исполняет функции кривошипа постоянной длины; на фиг. 5 - моделирование ситуации фиг. 3 без фазового смещения стоек П-образного водила; на фиг. 6 - то же, для фиг. 4; на фиг. 7 - то же, для γ ≠ 0 ; на фиг. 8 - результаты графического моделирования.
Устройство для обкатки топливовпрыскивающего насоса 1 (фиг. 1) содержит топливный бак 2 с фильтром и трубопроводами, через которые питается обкатываемый насос технологическим топливом. К секциям высокого давления насоса с помощью топливопроводов 3 подключены стендовые форсунки 4, впрыскивающие топливо в мерное устройство 5. Привод насоса 1 включает электродвигатель 6 с блоком управления 7 и маховиком 8 на валу привода, выполненном из ведущей 9 и ведомой 10 частей. На ведущей 9 части вала привода закреплен ведущий кривошип 11, на ведомой части 10 - ведомый кривошип 12. Между кривошипами 11 и 12 на опоре 13, прикрепленной к станине 14 устройства, установлено вращающееся водило П-образной формы, одна стойка 15 которого с помощью ползуна 16 шарнирно связана с ведущим кривошипом 1, а вторая стойка 17 с помощью второго ползуна 18 также шарнирно связана с ведомым кривошипом 12 и, следовательно, с кулачковым валом обкатываемого насоса 1, закрепляемого на станине 14 с помощью кронштейна 19. Перекладина 20 П-образного водила связывает между собой стойки 15 и 17 через посредство соединительного механизма, допускающего возможность поворота одной из стоек относительно второй стойки и выполненного, например, в виде двух фланцев 21 и 22 с отверстиями по окружности, соединяемых между собой крепежными винтами 23. Перекладина 20 выполняет роль оси вращения П-образного водила, поэтому закрепляется в опоре 13, установленной на направляющих в станине 14 и снабженной механизмом изменения расстояний E1 и E2 от ее оси вращения до осей вращения ведущей 9 и ведомой 10 частей вала привода. Механизм 24 может быть выполнен, например, в виде ходового винта 24 с ручным приводом. Величины смещения осей E1 и E2 могут быть не равны между собой, если устройство спроектировано с несоосным расположением ведущей 9 и ведомой 10 частей вала привода.
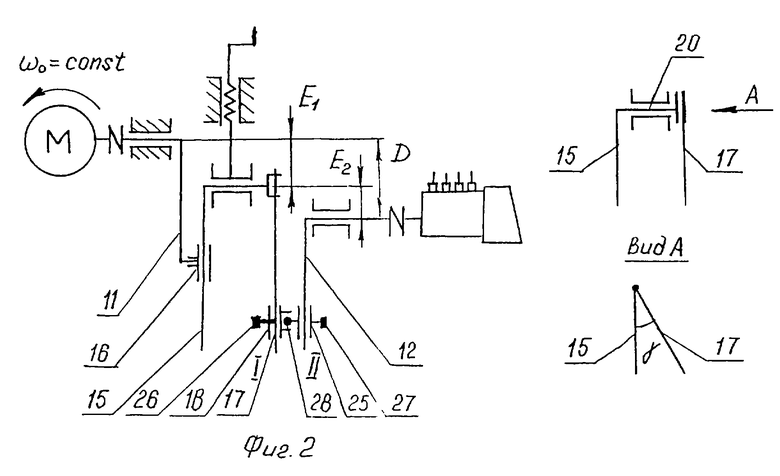
Устройство для обкатки топливовпрыскивающего насоса с целью дальнейшего расширения его технических возможностей выполнено с дополнительным третьим ползуном 25 (фиг. 2), расположенным подвижно на кривошипе 12 ведомой части привода. Ползун 18 и дополнительный ползун 25 снабжены устройствами 26 и 27 фиксирования на своих направляющих 17 и 12 и связаны между собой посредством шарнира 28. Положение всего насоса на станине 14 изменяется с помощью механизма 29.
Устройство для обкатки топливовпрыскивающего насоса работает следующим образом.
Насос 1 в сборе с регулятором устанавливают на станине 14 с помощью кронштейна 19 и через соединительную муфту присоединяют к ведомой 10 части вала привода. К штуцерам насоса 1 присоединяют через топливопроводы 3 форсунки 4. Включают электродвигатель 6 и приводят во вращение ведущую 9 часть вала привода, а через кривошип 11, водило 15-20-17, кривошип 12 - ведомую 10 часть вала привода и кулачковый вал обкатываемого насоса 1. Обкатку осуществляют при включенной подаче топлива.
Кинематическая пара 11-15 преобразует равномерное вращение вала электродвигателя 6 в неравномерное вращение оси 20 водила и связанной с ней стойки 17, которая в паре с кривошипом 12 дополнительно изменяет степень неравномерности вращения и приводит в неравномерное вращение ведомую часть 10 вала привода и связанный с ней кулачковый вал насоса 1 (фиг. 1).
В соответствии с известными положениями [3], закон движения ведомого звена кривошипно-кулисного механизма зависит от кинематического параметра λ (отношение E/r по чертежу фиг. 1), а мгновенная угловая скорость ведомого звена определяется углом поворота ведущего кривошипа. Таким образом, в предложенной схеме устройства для обкатки (фиг. 1) угловую скорость кулачкового вала обкатываемого насоса 1 можно изменять с помощью величин E1 и E2, для чего устройством 24 перемешают опору оси 20 П-образного водила параллельно осям ведущей 9 и ведомой 10 частей вала привода. В соответствии с прототипом [2], элементы 9 и 10 могут быть несоосными (в заявляемом устройстве осуществляется независимое от E1 изменение E2). Закон движения кулачкового вала насоса 1 изменяется без изменения E1 и E2 в случае изменения фазового положения стойки 17 П-образного водила относительно стойки 15, что осуществляют с помощью разъемного соединения на фланцах 21 и 22 с крепежными болтами 23.
На фиг. 2. изображено устройство для обкатки, которое дополнительно снабжено третьим ползуном 25. При закреплении ползуна 25 на кривошипе 12 схема устройства идентична схеме на фиг. 1, где звено 12 имеет постоянную длину. Если же зафиксировать ползун 18, а ползуну 25 предоставить возможность перемещаться по направляющей 12, то обкатка будет осуществляться в режиме переменной длины звена 12. Таким образом, в предлагаемом устройстве управление режимами обкатки расширяется и осуществляется с помощью задания уже ряда параметров 1) E1; 2)E2; 3) фазового сдвига звеньев 15 и 17 (угол γ ); 4) добавляется новое трехпараметрическое (E1, E2, γ) семейство режимов с изменяющейся длиной ведущего кривошипа.
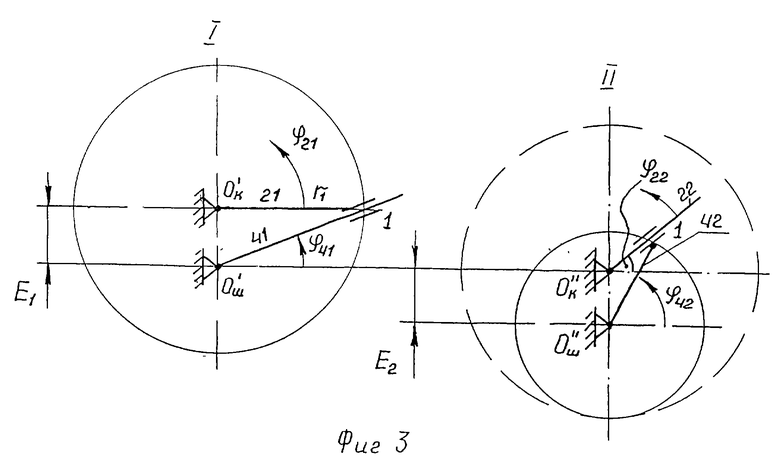
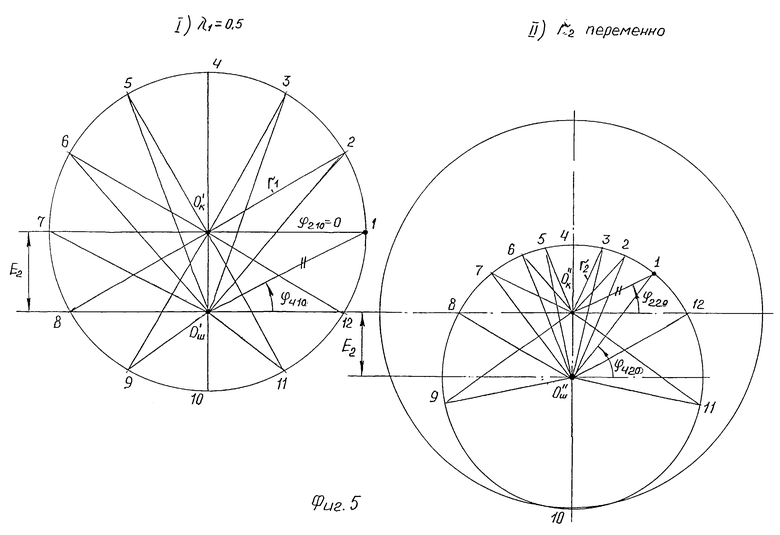
Рассмотрим кинематическую схему привода устройства, представленную на фиг. 3 и идентичную схеме на фиг. 1. Здесь I-ведущая часть привода, связанная с электродвигателем; II-ведомая часть привода, связанная с кулачковым валом насоса 1. Кривошип 21 получает вращение от электродвигателя (т.Oк) и передает его звену 41, с которым в т. Ош связан ведомый кривошип 22, в свою очередь приводящий во вращение звено 42, к которому в т. Ош прикреплен кулачковый вал топливного насоса. Кривошип 21 вращается с равномерной угловой скоростью, которая за счет смещения E1 преобразуется в неравномерное вращение. На фиг. 5 выполнено графическое моделирование процесса преобразования скоростей, а на фиг. 8 (ломаная 1) представлена полученная зависимость изменения угла Δϕ42 звена 41 (аналога угловой скорости) от поворота ϕ21 кривошипа 21, свидетельствующая о неравномерном вращении звена 41 и, следовательно, звена 22, являющегося ведущим кривошипом по отношению к звену 42. В процессе своего поворота на угол ϕ22 длина кривошипа 22 меняется, в результате закон изменения аналога угловой скорости Δϕ42 получает вид ломаной 2 (фиг. 8). В рассмотренном случае угол взаимного смещения стоек П-образного водила 15-17 (фиг. 1) или звеньев Ош1 и Ок1 (фиг. 5) составляет γ = 0 (они параллельны по чертежу, находятся в одной плоскости в натуре).
Далее рассмотрим случай, представленный на фиг. 2, когда ползун 18 закрепляется на стойке 17, а третий ползун 25 свободно перемещается по кривошипу 12. Схема графического моделирования изображена на фиг. 6, при этом стойки 15 и 17 П-образного водила также расположены в одной плоскости (угол смещения γ = 0 ), что изображено через параллельность звеньев Ош1 и Ок1. Закон изменения аналога угловой скорости Δϕ42 вращения кулачкового вала насоса (или звена Ош1) представлен ломаной 3 (фиг. 8), отличающейся от зависимостей 1 и 2.
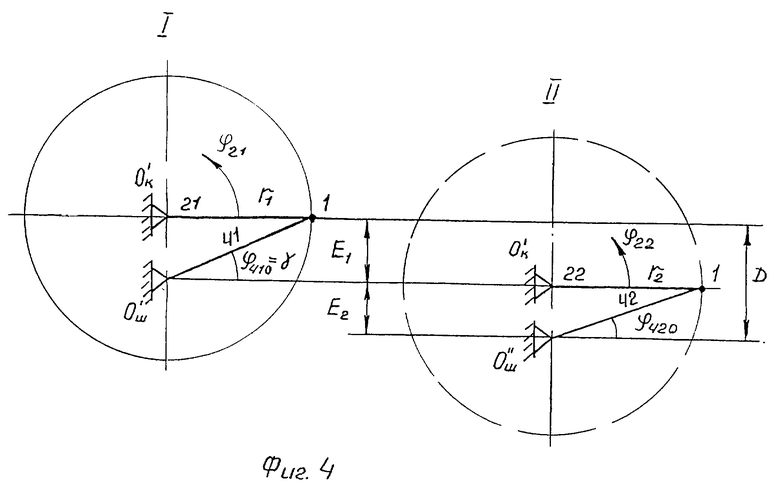
Влияние угла смещения γ ≠ 0 на закон изменения аналога угловой скорости кулачкового вала обкатываемого насоса рассмотрим на примере фиг. 4, где в исходном положении звена 21, связанного с валом электродвигателя (ϕ210 = 0), ведомое звено 41 повернуто на угол ϕ410 ≠ 0, следовательно, связанное с ним звено 21 в своем исходном положении (ϕ220 = 0) смещено относительно звена 41 на угол γ = ϕ410 (фиг. 1, стойки 15 и 17 смещены на угол γ ). Схема графического моделирования выполнена на фиг. 7, а закон изменения аналога угловой скорости Δϕ42 представлен на фиг. 8 ломаной 4, отличной от зависимостей 1-2-3 значениями своих минимума и максимума, а также их координатами по углу ϕ21 .
Таким образом, предложенное устройство для обкатки топливовпрыскивающего насоса расширяет технические возможности управления режимами процесса, поскольку вместо одного параметра управления можно использовать по крайней мере три параметра, а также оно позволяет реализовать трехпараметрическое семейство новых режимов с изменяющейся длиной кривошипа.
Использованные источники информации:
1. Кривенко П.М., Федосов Н.М., Аверьянов В.Н. Ремонт дизелей сельхозназначения. - М.: Агропромиздат. - 1990. - с.149, 270.
2. А. С. СССР N 1170184. Способ обкатки топливовпрыскивающего насоса и устройство для его осуществления. - 30.07.85. - Бюл. N 28. (Прототип).
3. Артоболевский И.И. Теория механизмов и машин. - М.: Наука. - 1975. - с. 126-132.
Изобретение относится к двигателестроению и может быть использовано в ремонтном деле при обкатке новых или отремонтированных насосов высокого давления дизеля. Изобретение позволяет расширить технические возможности управления режимами обкатки и улучшить условия обслуживания. В устройстве для обкатки топливовпрыскивающего насоса, имеющем кривошипно-кулисный преобразователь равномерного вращения вала электродвигателя в неравномерное вращение кулачкового вала обкатываемого насоса, между ведущей и ведомой частями привода на подвижной опоре установлено вращающееся водило П-образной формы так, что ползуны перемещаются по его стойкам как по направляющим. Стойки связаны между собой осью вращения с возможностью фазового смещения относительно друг друга. Устройство снабжено тремя ползунами, два из которых в ведомой части привода связаны между собой шарнирно и могут фиксироваться каждый на своей направляющей. 2 з.п. ф-лы, 8 ил.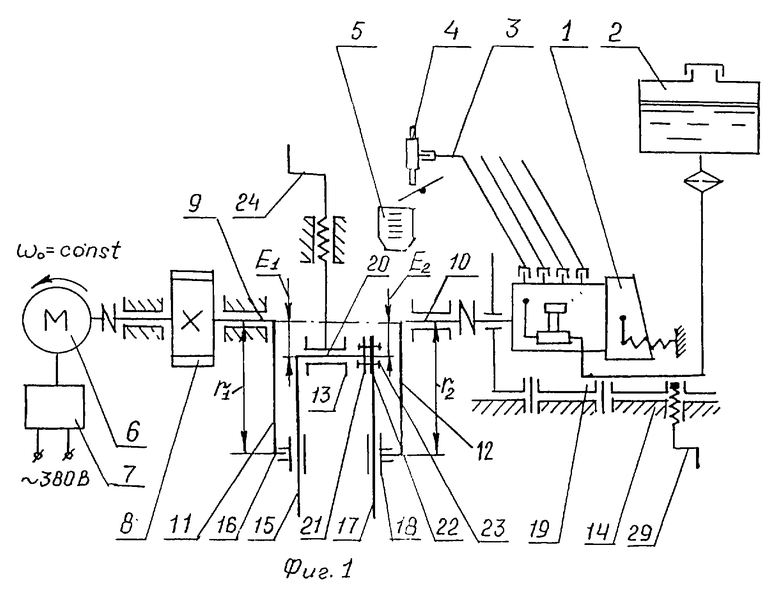
| Способ обкатки топливовпрыскивающего насоса и устройство для его осуществления | 1983 |
|
SU1170184A1 |
| RU 93038084 A, 10.03.1996 | |||
| Стенд для обкатки топливовпрыскивающих насосов | 1983 |
|
SU1121480A1 |
| Способ обкатки топливного насоса высокого давления дизеля | 1985 |
|
SU1273629A1 |
| Стенд для обкатки и испытания топливовпрыскивающего насоса двигателя внутреннего сгорания | 1985 |
|
SU1312232A1 |
| УГЛЕВЫЖИГАТЕЛЬНАЯ ПЕЧЬ | 1998 |
|
RU2151785C1 |
| Способ проведения тромболитической терапии при инсульте | 2023 |
|
RU2820542C1 |
| Способ обработки внутренних поверхностей деталей сложной конфигурации | 1961 |
|
SU149045A1 |
| US 4879985 A, 14.11.1989. | |||
