Изобретение относится к обработке металлов давлением с последующей термообработкой, в частности к листовой штамповке заготовок из титановых сплавов, и может найти применение в аэрокосмической промышленности и смежных с ней отраслях промышленности.
Известно устройство для термофиксации деталей из листа типа обшивка (Производственная инструкция ПИ 1.4.1273-84. "Технология листовой штамповки деталей из титановых сплавов" М. НИАТ, 1984, с.56). Устройство содержит формблок и хомуты из ленты ВНС-2, служащие в качестве формообразующего по контуру формблока элемента. Хомут из ленты прост по конструкции и универсален, так как с его помощью можно формировать по формблоку группу деталей.
Недостатком известного устройства является его низкие технологические возможности. Лента надежно обеспечивает достаточное усилие деформации по нормали к поверхности с достаточно большой кривизной контура, с уменьшением кривизны снижается удельное давление для калибровки детали по формблоку. Прижать обшивку с выпуклым контуром, приближающимся к плоскому, а тем более с участками, имеющими выпуклый контур, с помощью ленты вообще не возможно.
Прототипом предлагаемого изобретения является известное устройство для термофиксации деталей из листа и профилей (а. с. СССР N 367930, кл. B 21 D 7/03). Устройство содержит формблок, подвижную траверсу и связанный с ней формообразующий гибкий упругий элемент, выполненный в виде балки равного сопротивления, а траверса связана с балкой посредством опор, взаимодействующих с концами балки.
Недостатком этого устройства является то, что оно не обеспечивает требуемое качество термофиксации деталей из листа, типа обшивок, а также высокая стоимость устройства. Объясняется это следующим. Обшивка прижимается гибким упругим элементом по непостоянным сечениям, с высоким удельным давлением, не допускающим перемещения детали при изменении ее линейных размеров вследствии нагрева. Поэтому деталь в зонах между зажатыми сечениями вспучивается и теряет форму. Кроме того, при нагреве от матрицы, формирующей элемент, деталь теряет свои упругие свойства. Высокая стоимость устройства обусловлена сложностью форм балки равного сопротивления и нажимного механизма для приложения усилий к концам балки, детали к формблоку.
Изобретение направлено на снижение стоимости устройства, обеспечение возможности получения изделий высокого качества путем создания удельных давлений равномерно по всей поверхности детали.
Это достигается тем, что в устройстве для термофиксации деталей из листа, содержащем формблок, траверсы, нажимной механизм и связанный с ним деформирующий элемент, выполненный в виде слоя песка, ограниченного стенками емкости, подвижной относительно стенок крышкой и разделителем песочной фракции от детали, выполненным из термостойкой ткани или легко деформированного металла, а нажимной механизм размещен между траверсами и крышкой и выполнен в виде клиньев.
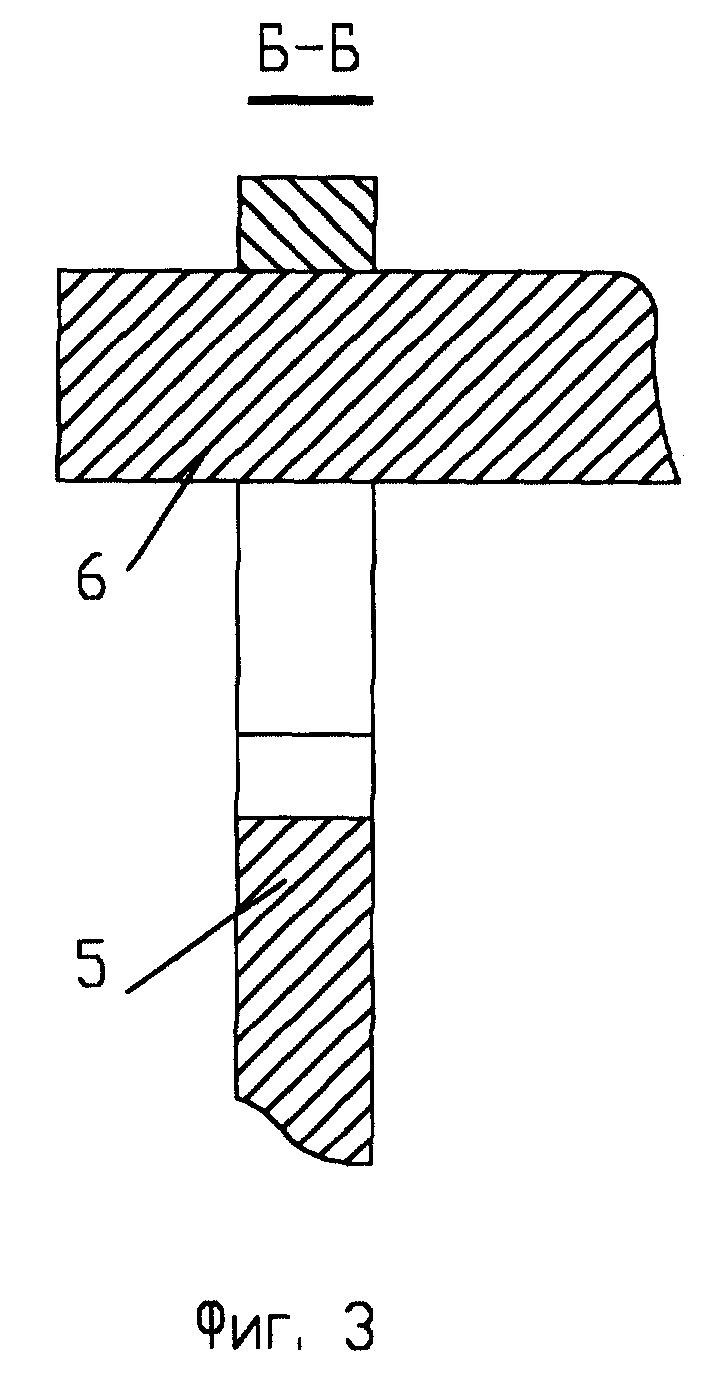
На фиг. 1 изображен общий вид предлагаемого устройства; на фиг.2 - сечение А-А на фиг. 1; на фиг. 3 - сечение по Б-Б на фиг. 1.
Устройство содержит формблок 1 с деталью 2, размещенные в емкости 3 со стенками 4, эквидистантными контуру формблока. На емкости 3 жестко закреплены кронштейны 5, в которые свободно устанавливаются траверсы 6. Емкость 3 имеет подвижную относительно стенок 4 крышку 7, деформирующий элемент 8, в виде слоя песка, ограниченный сверху крышкой 7, стенками 4 и разделителем 9 песочной фракции от поверхности детали 2; разделителем, выполненным из термостойкой ткани или легко деформируемого металла. Между траверсами 6 и крышкой 7 размещены клинья 10.
Устройство работает следующим образом. На формблок 1 укладывают деталь 2 и размещают их в емкости 3. Затем на поверхность детали устанавливают разделитель 9, и средствами временного крепления соединяют со стенками 4. Поверх разделителя 9 насыпают слой песка 8, который накрывают крышкой 7. В кронштейны 5 вводят траверсы 6, между которыми и крышкой устанавливают клинья 10. Перемещая клинья 10 относительно крышки 7 и траверс 6 производят поджим детали 2 к поверхности формблока 1, т.е. заневоливают деталь с требуемой формой. После этого все устройство помещают в печь, нагревают до требуемой температуры термофиксации, а по истечении установленного времени производят разборку устройства и выемку готовой детали. Клинья 10, выполняющие функцию нажимного механизма, могут быть выполнены из материала с большим коэффициентом температурного расширения, чем материал емкости. В этом случае ослабление усилия нажима на крышку, вследствии линейного расширения при нагреве, компенсируется большим линейным расширением клиньев, что повышает надежность деформирования детали при росте температуры нагрева. Практически можно использовать для емкости нержавеющую сталь с α = 18•10-6 с-1, а для клиньев титановый сплав типа ВТ-20 с α = 9.5•10-6 с-1.
Выполнение деформирующего элемента в виде слоя песка, обеспечивающего поджатие детали к формблоку, установленного в емкости, с помощью клиньев, размещенных между траверсой и крышкой, обеспечивает:
- упрощение конструкции, снижение трудоемкости изготовления и стоимости оснастки;
- повышение качества детали, благодаря равномерному давлению на деталь во всех точках поверхности;
- универсальность устройства, благодаря возможности использования для группы деталей исходных типоразмеров.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ДЕТАЛЕЙ ИЗ ЛИСТА | 1999 |
|
RU2170770C2 |
| УСТРОЙСТВО ДЛЯ ЗАЖИМА ЛИСТОВЫХ ЗАГОТОВОК | 1997 |
|
RU2133166C1 |
| СПОСОБ ОТБОРТОВКИ ОТВЕРСТИЙ В ЛИСТОВОЙ ЗАГОТОВКЕ | 1998 |
|
RU2153405C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1999 |
|
RU2185285C2 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБНЫХ ЗАГОТОВОК | 1993 |
|
RU2097162C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2155113C2 |
| СПОСОБ ВЫТЯЖКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1998 |
|
RU2146981C1 |
| СПОСОБ ОБТЯЖКИ ЛИСТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2057607C1 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ ОТВЕРСТИЙ В ЛИСТОВЫХ ЗАГОТОВКАХ | 1998 |
|
RU2152284C1 |
| СПОСОБ ОБТЯЖКИ ДЛИННОМЕРНЫХ ОБШИВОК ЗНАКОПЕРЕМЕННОЙ КРИВИЗНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2123403C1 |

Изобретение относится к обработке металлов давлением с последующей термообработкой, в частности к листовой штамповке заготовок из титановых сплавов. Изобретение направлено на создание удельных давлений равномерно по всей поверхности штампуемой детали. Устройство для термофиксаций деталей из листа содержит формблок, траверсу, нажимной механизм и связанный с ними деформирующий элемент. Формблок размещен в емкости со стенкой, эквидистантной контуру формблока, и снабжен крышкой, подвижной относительно стенки. Деформирующий элемент выполнен в виде слоя песка, ограниченного стенками емкости, крышкой и разделителем из термостойкой ткани или легко деформируемого металла. Между траверсой и крышкой размещен нажимной механизм в виде клиньев. Клинья выполнены из материала с большим коэффициентом температурного расширения, чем материал емкости. Применение устройства позволяет из листовых заготовок изготавливать детали высокого качества. 1 з.п. ф-лы, 3 ил.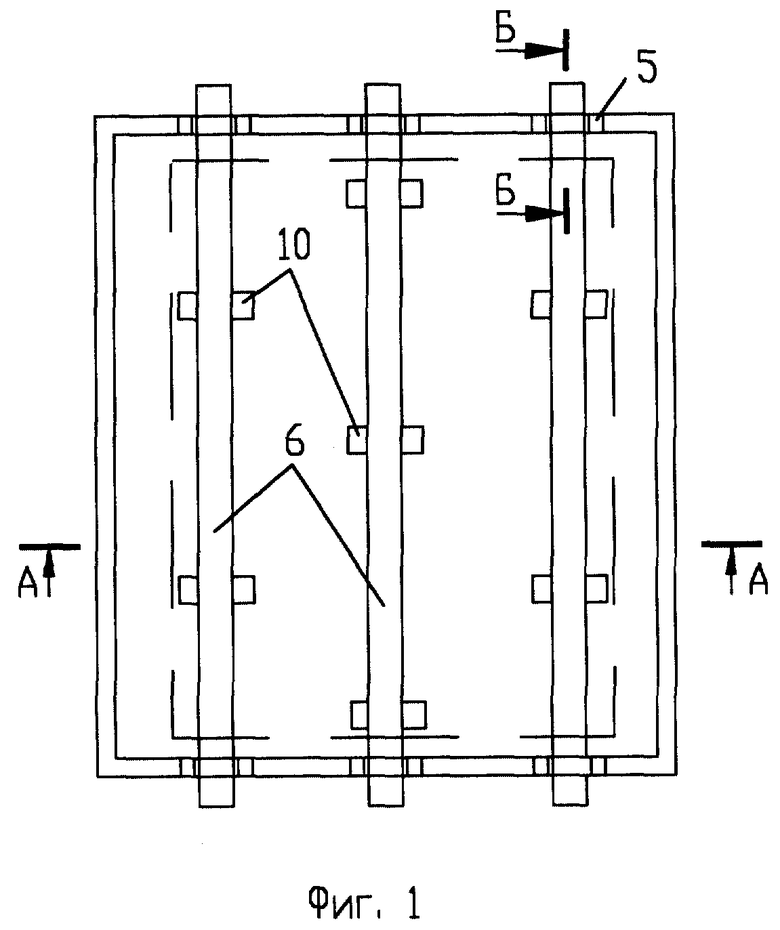
| УСТРОЙСТВО для ТЕРМОФИКСАЦИИ ДЕТАЛЕЙ ИЗ ЛИСТА И ПРОФИЛЕЙ | 0 |
|
SU367930A1 |
| СПОСОБ ЗАКАЛКИ И ПРАВКИ ПЛОСКИХ ДЕТАЛЕЙ | 0 |
|
SU235063A1 |
| Способ термической обработки изделий | 1974 |
|
SU560924A1 |
| СПОСОБ ТЕРМОРИХТОВКИ ЛИСТОВОГО Л1АТЕРИАЛА | 0 |
|
SU352953A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ В ЗАНЕВОЛЕННОМ СОСТОЯНИИ | 1979 |
|
SU788756A1 |
| Способ обработки деталей | 1985 |
|
SU1337424A1 |
| Способ терморихтовки листового металла и устройство для его осуществления | 1988 |
|
SU1608233A1 |

