Изобретение относится к металлургии, в частности к непрерывной разливке стали.
Известен способ получения полых заготовок [Патент №2077765 RU. Способ получения непрерывнолитых полых заготовок и устройство для его осуществления. / В.В.Стулов, В.И.Одиноков. Опубл. 20.04.97. Бюл. №11], включающий подачу жидкого металла в пространство между стенками кристаллизатора, выполненного с двумя вертикальными, совершающими возвратно-поступательное движение, и двумя наклонными в верхней части, совершающими вращательное движение, стенками, и установленным в нем центральным стержнем, выполненным в виде тепловой трубы, формирование корочки металла и ее обжатие на стенках кристаллизатора и стержне, калибровку внутренней поверхности полой заготовки и ее выталкивание из кристаллизатора.
Недостатком известного способа получения полых заготовок является возможность растрескивания заготовки на наклонных в верхней части стенках кристаллизатора, а также выталкивание металла за пределы кристаллизатора. Кроме этого, отсутствие сведений об охлаждении наклонных в верхней части стенок затрудняет получение качественных деформированных заготовок.
Заявляемый способ направлен на создание высокоэффективного процесса получения деформированных полых заготовок.
Технический результат, получаемый при осуществлении заявляемого способа, заключается в повышении производительности процесса и качества непрерывнолитых деформированных стальных заготовок.
Заявляемый способ характеризуется следующими существенными признаками.
Ограничительные признаки: подача жидкого металла в пространство между стенками кристаллизатора, содержащего две вертикальные стенки, совершающие возвратно-поступательное движение, две наклонные в верхней части стенки, совершающие вращательное движение, и центральный стержень, выполненный в виде тепловой трубы, формирование корочки металла и ее обжатие на двух наклонных в верхней части стенках кристаллизатора и центральном стержне, калибровка внутренней поверхности полой заготовки и ее выталкивание из кристаллизатора.
Отличительные признаки: на двух наклонных в верхней части стенках выполняют выступы с вертикальными поверхностями, которыми осуществляют дополнительное обжатие корочки металла, при этом выступы выполняют в виде тепловых труб.
Причинно-следственная связь между совокупностью существенных признаков заявляемого способа и достигаемым техническим результатом заключается в следующем.
Выполнение на двух наклонных в верхней части стенках кристаллизатора выступов с вертикальными поверхностями обеспечивает исключение необходимости строгого поддержания уровня металла, позволяет увеличить скорость разливки и стабилизировать процесс по следующим причинам.
После заполнения разливаемым металлом выступов с вертикальными поверхностями дальнейший процесс обжатия корочки металла на двух стенках кристаллизатора и центральном стержне осуществляется с большей стабильностью по причине того, что формирующаяся на вертикальных поверхностях выступов корочка металла изначально не обжимается и не деформируется, а соответственно, вероятность растрескивания корочки металла меньше. Кроме этого, при нахождении металла на вертикальных поверхностях выступов в работающем кристаллизаторе отсутствуют растягивающие напряжения, возникающие вдоль поверхности стенки, также уменьшается вероятность растрескивания корочки металла даже при колебаниях уровня заливаемого металла. В результате существует возможность увеличить скорость разливки и стабилизировать процесс получения качественной заготовки.
Выполнение выступов с вертикальными поверхностями обеспечивает дополнительное поджатие корочки металла на двух наклонных в верхней части стенках кристаллизатора и уменьшает вероятность растрескивания металла по следующей причине.
Известно [Еднерал П.П., Константинов И.Г. Теория пластической деформации и обработка металлов давлением. М. - К.: Машгиз, 1960. 344 с. (см. стр.181)], что при деформации заготовки в кристаллизаторе с двумя наклонными в верхней части стенками появляется разграничивающаяся плоскость, которая делит заготовку на две части, в каждой из которых частицы металла перемещаются от середины к краям. Причем положение разграничивающей плоскости определяется углом наклона стенок и коэффициентом трения металла с поверхностью стенки.
При нахождении металла заготовки на вертикальных поверхностях выступов двух наклонных в верхней части стенках при работе кристаллизатора металл по вертикальным поверхностям выступов перемещается только в направлении движения выталкиваемой заготовки, то есть сверху вниз. При соприкосновении частиц металла заготовки, движущихся по поверхности наклонных в верхней части стенок, с частицами металла, движущимися навстречу по вертикальным поверхностям выступов, происходит поджатие корочки металла заготовки, что уменьшает вероятность ее растрескивания по причине отсутствия в ней растягивающих напряжений.
Выполнение на двух наклонных в верхней части стенках выступов с вертикальными поверхностями в виде тепловых труб повышает эффективность охлаждения металла и производительность процесса [Семена М.Г., Гершуни А.Н., Зарипов В.К. Тепловые трубы с металловолокнистыми капиллярными структурами. Киев: Вища школа, 1984. 212 с.].
Калибровка внутренней поверхности полой заготовки осуществляется на поверхности центрального стержня, выполненного в виде тепловой трубы, причем поверхность стержня в поперечном сечении может быть выполнена в виде круга, треугольника, прямоугольника и другой фигуры. Обжатие корочки металла на центральном стержне и стенках кристаллизатора при одновременном выталкивании заготовки из кристаллизатора обеспечивает повышение качества калибруемой поверхности полой заготовки.
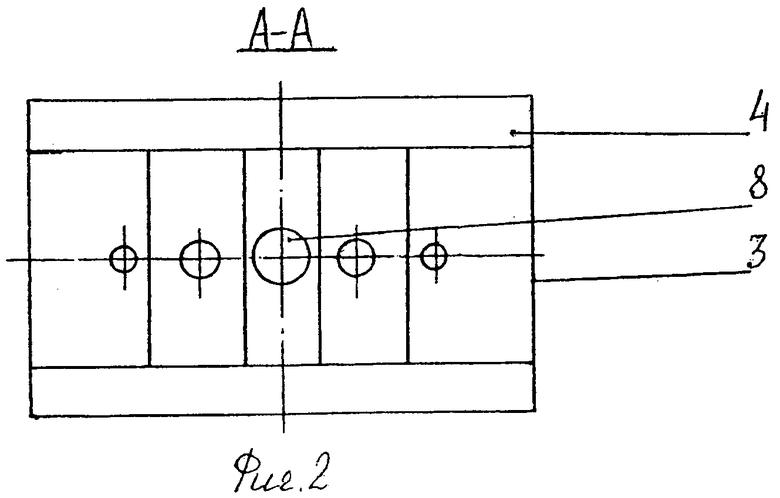
На фиг.1 приведен внешний вид устройства для реализации заявляемого способа, на фиг.2 - сечение А-А на фиг.1.
Устройство состоит из промежуточного ковша 1 с погружными стаканами 2, кристаллизатора 3 с двумя вертикальными стенками 4 и двумя наклонными в верхней части стенками 5 с выступами 6 с вертикальными поверхностями 7, центрального стержня 8. Выступы 6 и центральный стержень 8 выполнены в виде тепловых труб. Перед разливкой металла в кристаллизатор 3 вводится затравка, предотвращающая выливание расплава. Способ осуществляется следующим образом. Жидкий металл из промежуточного ковша 1 через погружные стаканы 2 поступает в кристаллизатор 3 и заполняет его. После достижения заданного уровня заливки металла и формирования корочки заготовки кристаллизатор 3 включается в работу. В результате две наклонные в верхней части стенки 5 совершают вращательное движение с обжатием на них и центральном стержне 8 корочки металла, а две вертикальные стенки 4 совершают возвратно-поступательное движение с выталкиванием полой заготовки из кристаллизатора 3 с откалиброванной внутренней поверхностью на центральном стержне 8. Выступы 6 с вертикальными поверхностями 7 на наклонных в верхней части стенках 5 обеспечивают поджатие корочки металла за счет перераспределения усилий в кристаллизаторе, а также высокоэффективный отвод тепла от охлаждаемого металла.
Изобретение относится к металлургии. Жидкий металл через погружные стаканы (2) промежуточного ковша (1) подают в кристаллизатор (3), содержащий две вертикальные стенки (4), совершающие возвратно-поступательное движение, две наклонные в верхней части стенки (5), совершающие вращательное движение, и центральный стержень (8). После достижения заданного уровня металла и формирования корочки включают кристаллизатор (3) и осуществляют обжатие корочки металла на стенках кристаллизатора (3) и центральном стержне (8), калибровку внутренней поверхности заготовки. На двух наклонных в верхней части стенках (5) кристаллизатора (3) выполнены выступы (6) с вертикальными поверхностями (7) для дополнительного обжатия корочки металла. Центральный стержень (8) и выступы (6) выполнены в виде тепловых труб. Достигается повышение производительности процесса и качества деформированных полых заготовок. 2 ил.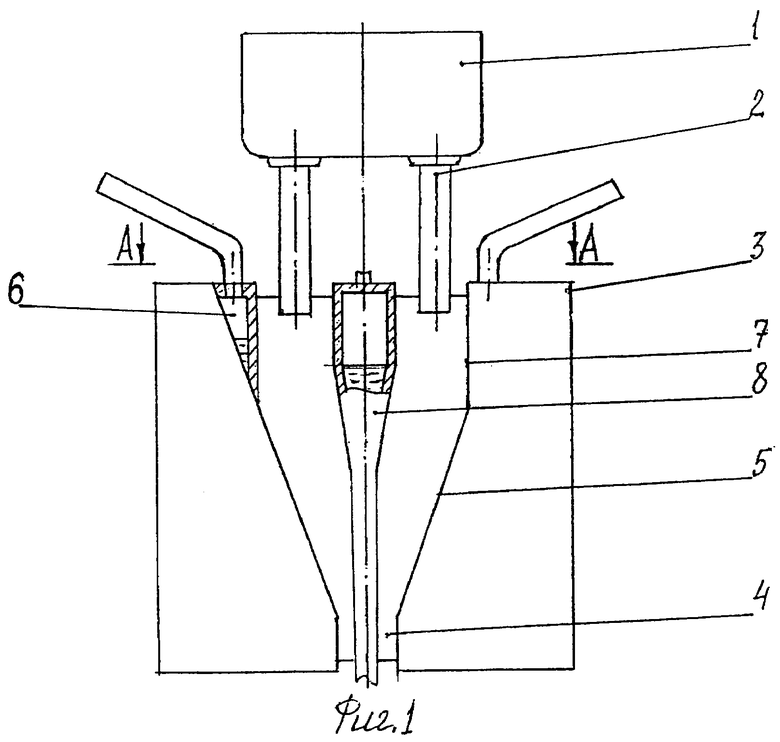
Способ получения непрерывнолитых деформированных полых стальных заготовок, включающий подачу жидкого металла в пространство между стенками кристаллизатора, содержащего две вертикальные стенки, совершающие возвратно-поступательное движение, две наклонные в верхней части стенки, совершающие вращательное движение, и центральный стержень, выполненный в виде тепловой трубы, формирование корочки металла и ее обжатие на двух наклонных в верхней части стенках кристаллизатора и центральном стержне, калибровку внутренней поверхности полой заготовки и ее выталкивание из кристаллизатора, отличающийся тем, что на двух наклонных в верхней части стенках выполняют выступы с вертикальными поверхностями, которыми осуществляют дополнительное обжатие корочки металла, при этом выступы выполняют в виде тепловых труб.
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1994 |
|
RU2077765C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2103105C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2136435C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1994 |
|
RU2086347C1 |

