Изобретение относитсяк черной металлургии, а именно, к прокатке слитков и слябов в универсальных клетях прокатных станов.
Целью изобретения является уменьшение длины концевой обрези при резке за счет изменения формы концов слябов в процессе прокатки.
На чертеже изображена схема для осуществления предлагаемого способа.
На схеме изображены горизонтальные 1 и вертикальные 2 валки, мерные приспособления 3, например, на манипуляторных линейках с правой и левой стороны стана, раскат 4 с концевыми выступами.
Прокатка слябов осуществляется следующим образом.
Перед задачей раската 4 в горизонтальные валки 1 в проходе из го ризонтальных валков в вертикальные измеряют длину правого Е и левого 2
f,,g торцовых выступов с .помощью мерньк линеек 3, после чего раскат 4 смещают, например, манипуляторными линейками перпендикулярно направлению прокатки на величину S относительно плоскости симметрии вертикальных валков 2 в сторону выступа, имеющего меньщую длину.
Прокатку со смещением раската относительно плоскости симметрии вертикальных валков повторяют в последующих проходах до получения концевых выступов одинаковой длины.
Смещение раската при задаче в вертикальные валки позволяет уменьшить обжатие с одной стороны сляба и увеличить с другой на одну и ту же величину, при этом соответствующим образом изменяется длина торцовых выступов на обеих сторонах. За счет перераспределения металла между левым и правым выступами уменьшается общая длина обрезаемого концевого участка и соответственно концевая обрезь. .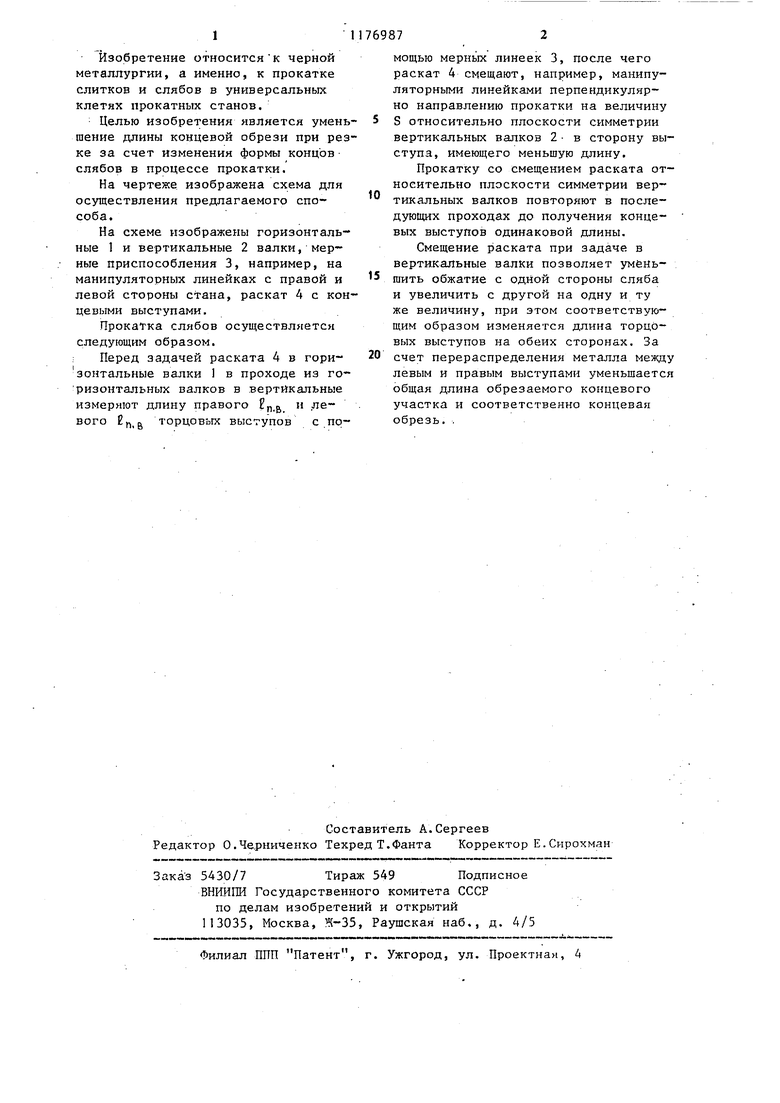
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки слябов | 1985 |
|
SU1243851A1 |
| Способ прокатки слитков и слябов | 1986 |
|
SU1565550A1 |
| Сляб для производства полос | 1987 |
|
SU1405913A1 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ С ОБЖАТЫМИ КРОМКАМИ | 1992 |
|
RU2019324C1 |
| Способ реверсивной прокатки крупных заготовок | 1986 |
|
SU1386320A1 |
| Способ прокатки листов | 1982 |
|
SU1061862A1 |
| СПОСОБ ПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ | 2000 |
|
RU2182050C2 |
| Способ прокатки листов и плит | 1989 |
|
SU1784300A1 |
| Способ горячей прокатки полосового металла | 1987 |
|
SU1574298A1 |
| Способ реверсивной прокатки крупных заготовок | 1989 |
|
SU1697917A1 |
СПОСОБ РЕГУЛИРОВАНИЯ ФОРМЫ КОНЦЕВЫХ ВЫСТУПОВ ПРИ ПРОКАТКЕ СЛЯБОВ, включающий прокатку слитка-в горизонтальных и вертикальных валках .по заданному режиму обжатий, отличающийся тем, что, с целью уменьшения длины концевой об- рези перед прокаткой по крайней мере в одном из проходов в направлении из горизонтальных валков в вертикальные, измеряют длину концевых выступов на правой и левой сторонах раската по ширине и раскат смещают горизонтально относительно плоскости симметрии вертикальных валков в сторону выступа, имеющего меньшую длину, причем расстояние, на которое смещают раскат-, определяют из соотношения S .e IlJABl . ve 1, 2, h (Л П,В ЛЬ в где S - перемещение раската, мм; с uhg - обжатие вертикальными валками, мм; Рив длина правого выступа, мм; 2д g - длина левого выступа, мм. Од 00 ч
| Бельгольский Б.П | |||
| и Фадеев В.Т | |||
| Экономия металла в прокатном производстве | |||
| М | |||
| .Металлургия, 1972, с.бЗ64 | |||
| Заявка ФРГ № 3125476, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для избирательного управления с одного конца однопроводной линии несколькими реле | 1918 |
|
SU981A1 |
| Способ прокатки слябов на листовых станах | 1981 |
|
SU990352A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
