1
Изобретение относится к литейному производству, в частности к устройствам для изготовления литейных форм импульсным способом, и южeт быть ис- 5 пользовано в автоматических формовочных линиях.
Известна установка для изготовления литейных форм, содержащая нижнюю и верхнюю траверсы, соединенные че- jg тырьмя колоннами, бункер, импульснозасыпной механизм, установленный в нижней плоскости верхней траверсы, подъемный стол с гидроцилиндром, установленным на нижней траверсе. Импульсно-засыпной механизм состоит из импульсной головки, соединенной с коробчатым дозатором, имеющим неподвижный поддон. Перемещение их с рабочей позиции на исходную осуществля- jQ ется штоком гидроцилиндра l-l
Недостатком устройства является то, что при обратном ходе дозатора происходит срезание излишков смеси, находящейся выше контроля наполнительной рамки, и впрессовывание ее в наполнительную рамку. Количество впрессованной смеси прямо пропорционально ходу задней стенки коробчатого дозатора при возврате его в исходное положение. В результате этого
происходит подуплотнение смеси по плоскостям сдвига в наполнительной рамке со стороны короба-дозатора и в самом дозирующем коробе со стороны импульсной головки. В местах максимального подуплотнения плотность, измеренная твердомером типа 071, доходит до 56 единиц.
Плотность смеси в опоке и наполнительной рамке по объему неравномерна, что является причиной некачественного уплотнения форм, так как форма имеет рыхлоты и слабины по объему.
Кроме того, подуплотнение смеси по плоскостям сдвига может привести к смещению модели на модельной плите. Это приводит к получению некачественных отливок.
Как показала эксплуатация установок импульсной формовки, хорошие результаты при импульсном способе уплотнения смеси получаются при подпрессовке верхних слоев смеси в наполнительной рамке. Уплотненный верхний слой смеси работает как диафрагма, и полуформа получается хорошего качества.
При неравномерной плотности верхних слоев смеси в наполнительной рамке скорость перемещения разноуплотненных участков смеси при импульсе различная. Это приводит к неравномерном уплотнению смеси в полуформе и кроме того создает большие сдвигающие усилия, действующие на модель.
Цель изобретения - улучшение качества изготавливаемых литейных форм, за счет выравнивания поверхностной плотности смеси в наполнительной рамке и устранения сдвига модели.
Поставленная цель достигается тем, что в устройстве, содержащем соединенные колоннами верхнюю и нижнюю траверсы, закрепленный на верхней траверсе бункер, импульсную головку с рассекателем, соединенную с коробчатым дозатором, наполнительную рамку и подъемный стол с гидроцилиндром, рассекатель выполнен с выступом, имеющим наклонную нижнюю поверхность, при этом большая высота выступа расположена с противоположной от коробчатого дозатора стороны а размеры выступа в плане соответствуют размерам наполнительной рамки в свету.
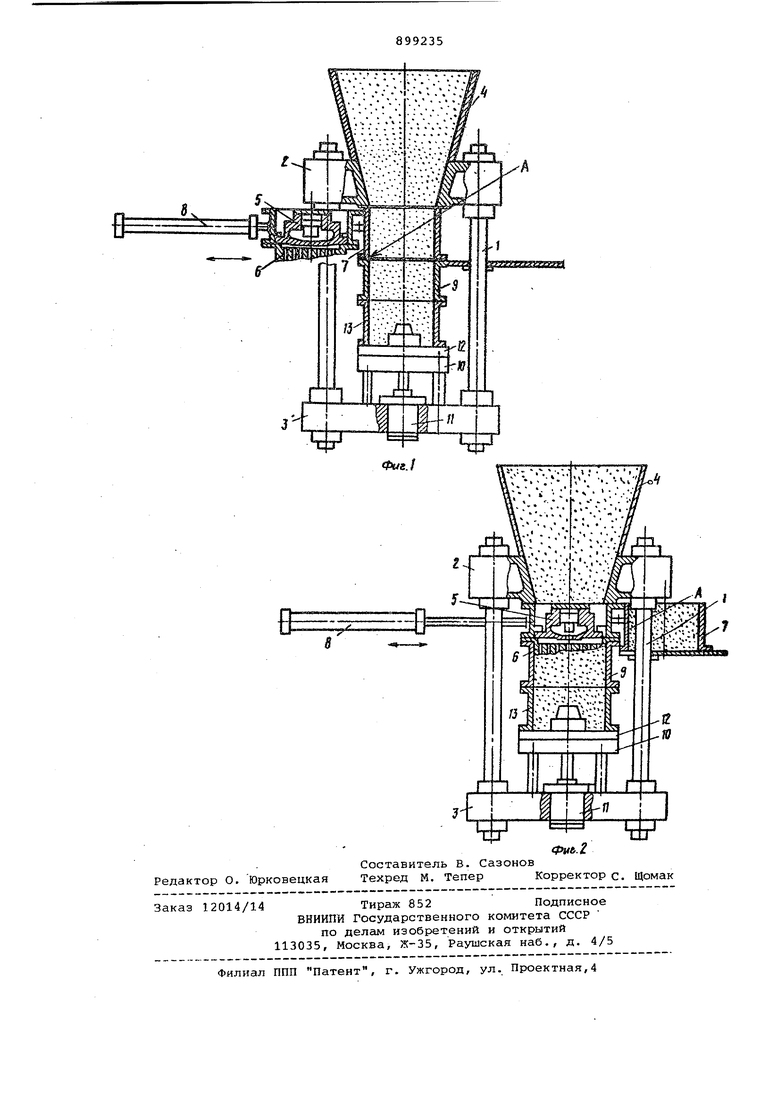
На фиг. 1 изображена предлагаемая установка в исходном положении; на фиг. 2 - то же, в позиции уплотнения верхних слоев смеси рассекателем с выступом, входящим в полость наполнительной рамки перед импульсом
Установка для изготовления литейных форм содержит соединенные колоннами 1 верхнюю 2 и нижнюю 3 траверсы, закрепленный на верхней траверсе 2 бункер 4, импульсную головку- 5 с рассекателем б, соединенную с коробчатым дозатором 7 и перемещаемую посредством гидроцилиндра 8, наполнительную рамку 9 и подъемный стол 10 с гидроцилиндром 11. На подъемный стол 10 устанавливается подмодельная плита 12 и эпока 13
Установка работает следующим образом.
Перед началом работы на подмодельную плиту 12 устанавливается опока 13 и наполнительная рамка 9.
Бункер 4 наполняется формовочной смесью и коробчатый дозатор 7 вместе с импульсной головкой 5 при помощи гидроцилиндра 8 перемещается влево (фиг.1) до совмещения выходного отверстия бункера 4 с коробчатым дозатором 7, наполнительной рамкой 9 и опокой 13.
При этом формовочная смесь под действием собственного веса высыпается из бункера 4, заполняя опоку 13, .наполнительную рамку 9 и кЪробчтый дозатор 7.
При перемещении коробчатого дозатора 7 с помощью гилроцилиндра 8 в исходное положение формовочная смесь, находящаяся в наполнительной рамке, получает подуплотнение, причем большее подуплотнение (за счет наволакивания смеси) получается со стороны задней стенки А коробчатого дозатора, а меньшее - с противоположной стороны.
После прижима системы (подмодельной плиты 12, опоки 13, наполнительной рамки 9, импульсной головки 5 с рассекателем 6) рассекатель 6 своим выступом c наклонной поверхностью заходит в проем наполнительной рамки 9 выравнивая плотность верхних слоев смеси.
После осуществления импульса (уплотнение смеси) подъемный стол 10 с подмодельной плитой 12 и опокой 13 опускается, готовая полуформа вьщается и цикл повторяется.
Предлагаемое исполнение рассекателя установки импульсной формовки обеспечивает выравнивание верхних слоев смеси в наполнительной рамке, что обеспечивает равномерную плотность смеси в наполнительной рамке и опоке, а это, в свою очередь, позволяет устранить сдвигающие усили действующие на модель при импульсе. Все это позволяет получить качественную литейную форму, имеющую одинаковую плотность уплотненной формовочной смеси по всему объему.
Применение предлагаемого изобретения позволяет уменьшить брак литья и повысить стойкость модели за счет ликвидации сдвигающих усилий, действующих на модель при импульсе и вызываемых неравномерной плотностью смеси при засыпке.
Формула изобретения
Установка для изготовления литейных форм импульсным способом, содержащая соединенные колоннами верхнюю и нижнюю траверсы, закрепленный на верхней траверсе бункер, импульсную головку с рассекателем, соединенную с коробчатым дозатором,наполнительную рамку и подъемный стол с гидроцилиндром, отличающаяся тем, что, с целью улучшения кчества изготавливаемых литейных форм рассекатель выполнен с выступом, имеющим наклонную нижнюю поверхность при этом большая высота выступа расположена с противоположной от коробчатого дозатора стороны, а размеры выступа в плане соответствуют размерам накопительной рамки в свету
Источники информации, принятые во внимание при экспертизе
1. Заготовительное производство. Тематический сборник н 1учных трудов Краматорского научно-исследовательского и проектно-технологического института машиностроения, 1974, вып. 15, с. 12 и 13.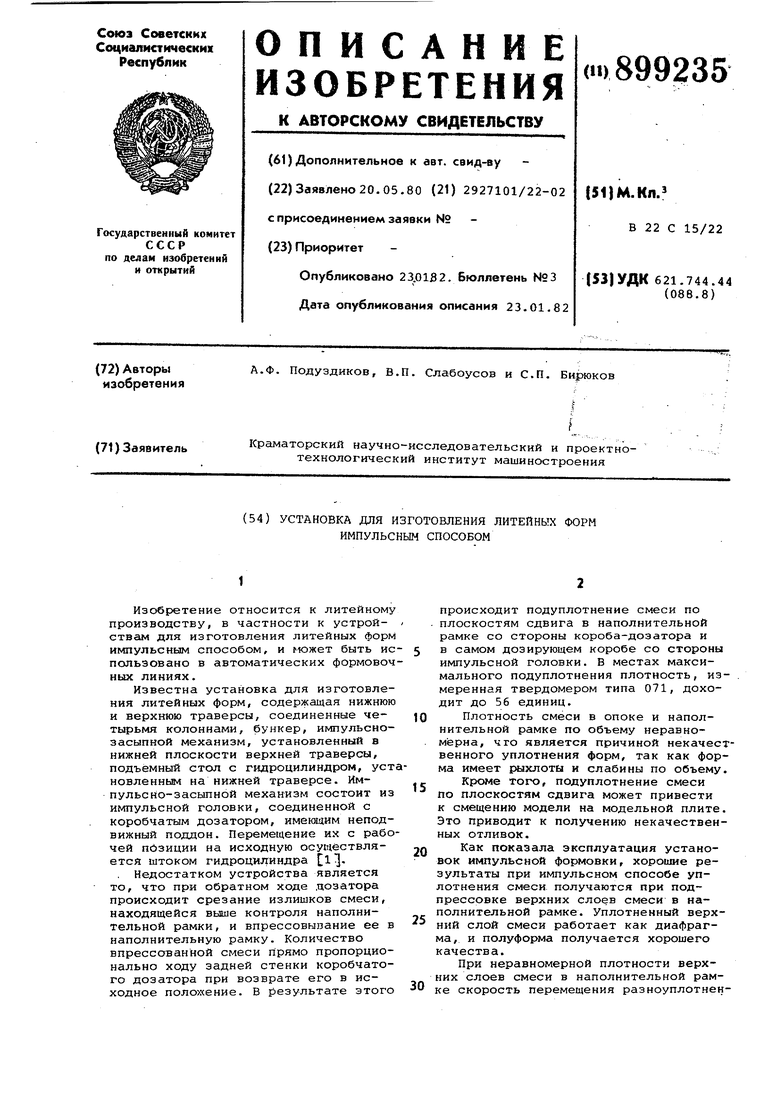
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВОЧНАЯ МАШИНА | 1991 |
|
RU2022684C1 |
| Формовочная машина | 1982 |
|
SU1031635A1 |
| Формовочная машина для изготовления литейных форм | 1981 |
|
SU990405A1 |
| Устройство для изготовления литейных форм | 1991 |
|
SU1822361A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Формовочная машина для изготовления разовых литейных форм | 1985 |
|
SU1276430A1 |
| Загрузочное устройство формовочной машины | 1981 |
|
SU988444A1 |
| Устройство для уплотнения литейных полуформ | 1979 |
|
SU789206A1 |
| Трехпозиционный формовочный блок литейной линии | 1987 |
|
SU1685591A1 |
| Формовочная машина для изготовления нижних полуформ | 1985 |
|
SU1276429A1 |