Изобретение относится к литейному производству и преимущественно используется в автоматических формовочных линиях.
Цель изобретения - повышение быстродействия, компактности, упрощение конструкции и совмещение технологических операций.
На фиг. 1 показана формовочная машина, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг.1.
Формовочная машина содержит основание 1, подвижную импульсную головку 2 с приводом 3, прессовый механизм с цилиндром , поршнем 5, штоком 6 и прессовой плитой 7 с отверстиями 8. Подвижная импульсная головка 2 выполнена в виде ресивера 9 с отверстиями 10 и колпаком 11, клапана 12, прикрепленного к поршню 13, и цилиндром 14 посажены на шток 6 с прессовой плитой 7 с возможностью их независимого перемещения вдоль оси штока, К отверстиям 10 прикреплены патрубки 15, входящие в отверстия 8, выполненные соосно в прессовой плите 7. На основании 1 формовочной машины установлен модельный комплект 16, опка 1 7 и наполнительная рамка 18.
Возможен вариант машины с установкой цилиндра b с поршнем 5 непосредсвенно на крышку цилиндра 1 импульс- ной головки 2.
Формовочная машина работает следующим образом.
При наличии в опоке 17 и наполнительной рамке 18 формовочной смеси, привод 3 опускает импульсную головку до соприкосновения колпака 11 с наполнительной рамкой 18. Зазор е между прессовой плитой 7 и дном ресивера 9 позволяет это сделать. Лается команда на сброс сжатого воздуха из цилиндра . За счет давления воздуха в обратной полости цилиндра и Б ресивере 9 клапан 12 резко под
0
5
0
35
5
45
40
50
55
нимается и через открывшиеся отверстия 10 и патрубки 15, выполненные для быстродействия в виде сопел, сжатый воздух устремляется на формовочную смесь и импульсным воздействием уплотняет ее. Одновременно с импульсом дается команда на прессование. При этом сжатый воздух (масло) подается в цилиндр .воздействуя на поршень 5, и шток 6 перемещает прессовую плиту 7 вниз и в конце ее хода доуплотняет формовочную смесь, к этому времени уже уплотненную с помощью импульса сжатого воздуха.
После импульса сжатый воздух подается в цилиндр 1 и.воздействуя на поршень 13, закрывает клапаном 12 выходные отверстия (сопла) 10. Поршень 13 и цилиндр 1 выполнены ступенчатыми, т.е. с разными диаметрами для прямого и обратного хода, превышающими диаметр (площадь) клапана 12.
После прессования смеси в опоке 17, одновременно дается команда на подъем импульсной головки с помощью привода 3 и на подъем прессовой плиты 7 с помощью цилиндра , а затем на протяжку модельного комплекта 16 любым известным способом.
Выбор количества и диаметра отверстий 8, 10 соответственно в прессовой плите 7 и ресивере 9 определяется расчетным путем, исходя из различных размеров опок и быстродействия.
1 Использование формовочной машины предлагаемой конструкции позволяет за счет совмещения операций уплотнения с помощью импульса и прессования значительно увеличить быстродействие машины.
Конструкция импульсной головки с клапаном, совместно посаженными на шток с прессующей плитой, позволяет также увеличить быстродействие машины за счет возможности значительно увеличить количество и сечение отверс51
тий. Кроме того, машина компактна, проста по конструкции.
формула изобретения
Формовочная машина, содержащая ос нование, импульсную головку, имеющую ресивер с отверстиями для выхода ежа того воздуха и клапан с поршневым приводом, прессовую плиту, закреплен ную на штоке привода ее перемещения,
56696
отличающаяся тем, что, с целью повышения быстродействия, компактности и совмещения технологических операций, она снабжена патрубками, закрепленными в отверстиях ре сивера и размещенными в отверстиях, выполненных в прессовой плите, а в ресивере и клапане выполнены соосные
ю сквозные отверстия, в которых размещен шток прессовой плиты.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
| Челночная формовочная машина для изготовления литейных форм | 1981 |
|
SU975185A1 |
| Устройство для многоплунжерного прессования разовых песчано-глинистых литейных форм | 1990 |
|
SU1799665A1 |
| Формовочная машина | 1982 |
|
SU1045999A1 |
| Формовочная машина | 1981 |
|
SU982841A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Способ уплотнения зернистых материалов и устройство для его осуществления | 1990 |
|
SU1791073A1 |
| Формовочная машина для изготовления литейных форм | 1981 |
|
SU990405A1 |
| ВСТРЯХИВАЮЩАЯ ФОРМОВОЧНАЯ МАШИНА Б* Пj | 1972 |
|
SU358068A1 |
| Формовочная машина для изготовления нижних полуформ | 1985 |
|
SU1276429A1 |
Изобретение относится к литейному производству, в частности к импульсной формовке, в том числе на автоматических литейных линиях. Цель изобретения - повышение быстродействия, компактности и совмещения технологических операций. Для этого формовочная машина снабжена патрубками 15, закрепленными в отверстиях 10 ресивера 9 и размещенными в отверстиях 8, выполненных в прессовой плите 7, а в ресивере 9 и клапане 12 сброса выполнены соосные сквозные отверстия, в которых размещен шток 6 привода прессовой плиты. Изобретение позволяет значительно увеличить количество и площадь отверстий при компактности и простоте конструкции. 3 ил.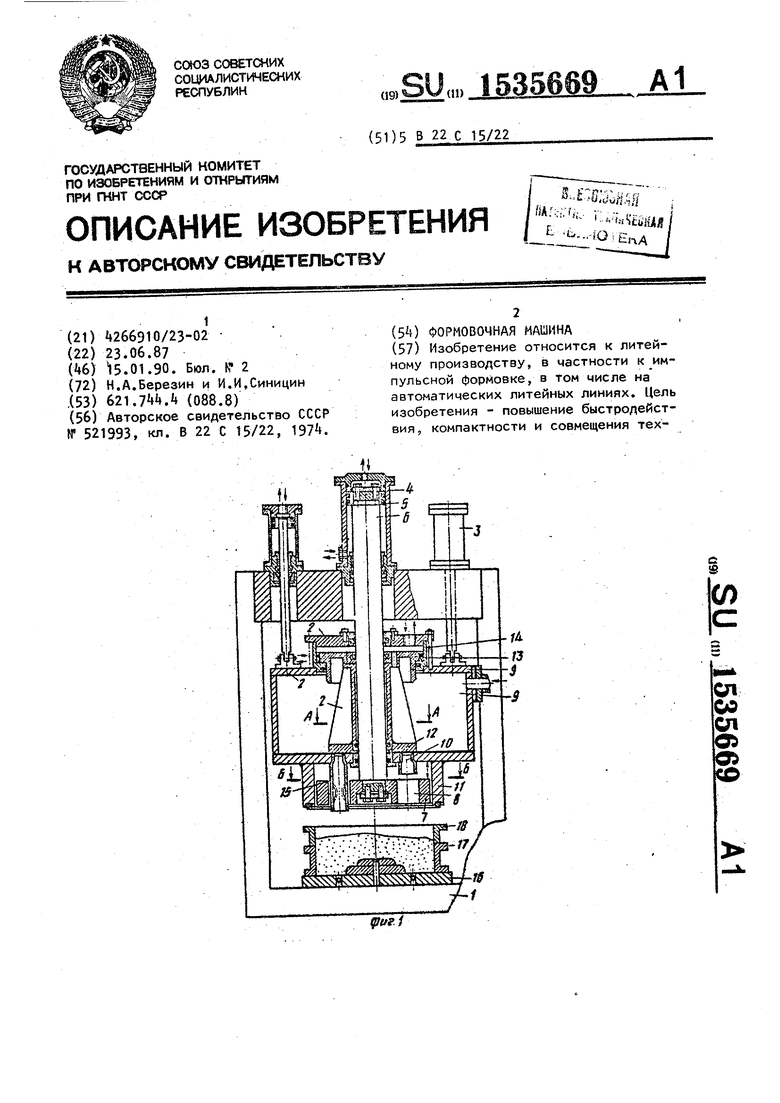
Фие.1
5-Б
W
;
у//////////// ////////Ш%
-л
фие.д
| Импульсная головка | 1974 |
|
SU521993A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
