Изобретение относится к производству неформованных огнеупоров из клинкеров, содержащих CaO или смесь CaO и Mg0, полученных из природного сырья или синтетическим путем методом спекания или плавки, и может быть использовано для изготовления неформованных огнеупоров, применяемых в агрегатах для выплавки стали, сплавов и особенно в агрегатах для аффинажной выплавки тугоплавких цветных и драгоценных металлов.
Набивные массы из клинкеров, содержащих CaO или смесь CaO и MgO, обладая всеми технологическими свойствами данного материала, не требуют по сравнению с формованными изделиями операций формования и термообработки сырца в печном агрегате. Обжиг набивной массы происходит в ходе ее прогрева и эксплуатации в металлургическом агрегате.
Наиболее близким аналогом изобретения является способ изготовления неформованных огнеупоров из клинкеров, содержащих свободную известь, заключающийся в том, что в подогретый клинкер вводят гидрофобное связующее, включающее талловое масло, полученную массу перемешивают при естественном остывании до температуры окружающей среды (Гропянов В.М., и др. "Временные связки-консерваторы для известковых и известково-периклазовых огнеупоров", ж. "Огнеупоры", М., Металлургия, 1995, N 3, с. 18- 21).
Известно гидрофобизирующее связующее для изготовления огнеупоров, содержащих свободный оксид кальция, включающее 45-95 мас.% одного или нескольких пластификаторов из группы: парафин, петролатум, церезин и 5-55 мас.% кислотосодержащего компонента в виде смоляных кислот или смеси жирных и смоляных кислот.
Такая связка позволяет получить огнеупорный известьсодержащий материал высокого качества, не гидратирующийся в процессе его изготовления, хранения и обжига (RU. 2101260 C1, кл. С 04 В 35/12, 10.01.1998).
Но применять данную связку при изготовлении неформованных огнеупоров нельзя, т. к. коэффициент термического расширения (КТР) пластификаторов используемой группы в количестве большем 7 мас.% намного больше КТР клинкеров, содержащих свободную известь, что приведет к разрушению футеровки (изделия) в процессе нагрева.
Наиболее близким аналогом изобретения в части связки-пластификатора является связка-пластификатор для изготовления неформованных огнеупоров из клинкеров, содержащих свободную известь, включающая пластификатор, например талловое масло.
Задачей изобретения является создание из огнеупорных клинкеров, содержащих свободный CaO, неформованных огнеупоров (мертелей, набивных масс, обмазок и т. п. ), которые обладают одновременно устойчивостью к атмосферной гидратации, вяжущими свойствами и пластичностью при невысокой себестоимости.
Поставленная задача решается за счет того, что в подогретый до 115-120oC клинкер обычно принятого в технологии неформованных огнеупоров фракционного состава (100% фракции не более 8 мм), содержащий свободную известь, в 2 этапа вводят гидрофобное связующее: на первом этапе - талловое масло в количестве 4-6% от массы клинкера и перемешивают в течение 2-3 ч, поддерживая температуру клинкера. Об удовлетворительном качестве перемешивания свидетельствует приобретение перемешиваемой массой вида "сухого" или "почти сухого" порошка в результате образования на поверхности частиц CaO гидрофобного и водонерастворимого слоя солей Ca и органических кислот, содержащихся в талловом масле. На втором этапе вводят гидроксид кальция в качестве солеобразователя, загустителя и пластификатора в количестве 11-14% от массы клинкера, затем всю массу перемешивают при естественном остывании до температуры окружающей среды.
В таком виде массу хранят в герметичной упаковке неограниченное время или в резино-кордовых контейнерах не более 12 месяцев.
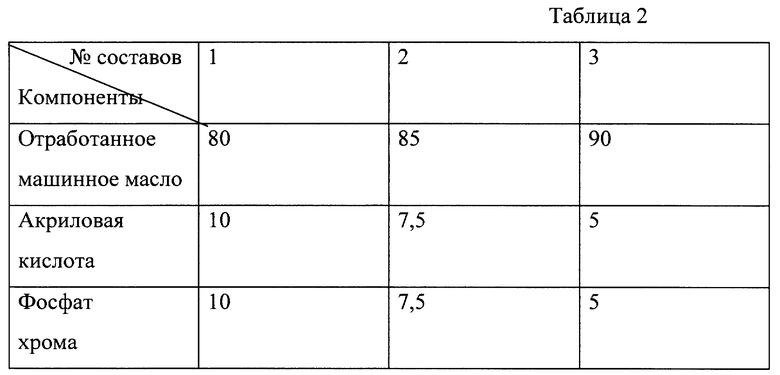
Перед употреблением в готовую массу вводят связку- пластификатор состава, мас. %: отработанное моторное масло - 80-90, акриловая кислота - 5-10 и фосфат хрома - 5-10, в количестве 7-20% от веса массы и перемешивают до равномерного распределения.
После перемешивания в результате образования акрилата кальция и загущивания моторного масла масса приобретает хорошие формовочные свойства (пластичность), после нанесения затвердевает в результате полимеризации акрилата кальция и образования полигидрофосфатов хрома, приобретая достаточную прочность и хорошую адгезию к огнеупорной или металлической подложке. "Жизнеспособность" - сохранение пластичных свойств - регулируется количеством добавляемого отработанного моторного масла.
Масса наносится на подложку вручную, пневмонабивкой, вибротрамбовкой или торкретированием.
При нагревании в процессе эксплуатации прочность слоя обмазки (торкрет-слоя) возрастает за счет полимеризации кальциевых солей и спекания. При повышении температуры более 1100oC из обмазки полностью удаляются органические компоненты, а прочность слоя возрастает за счет спекания высокодисперсного CaO.
После затвердевания за счет полимеризации акрилата кальция и гидрофосфатов хрома, образующихся при перемешивании, масса сохраняет достаточную прочность вплоть до 1800-2000oC.
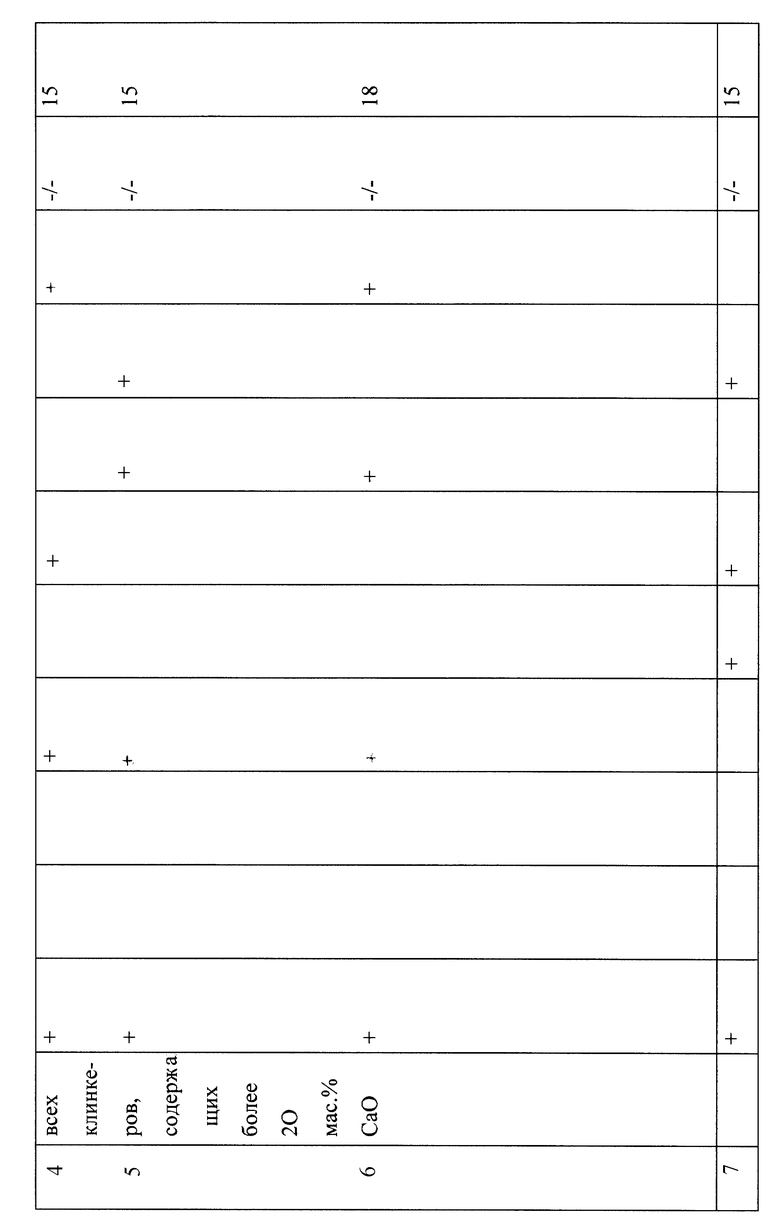
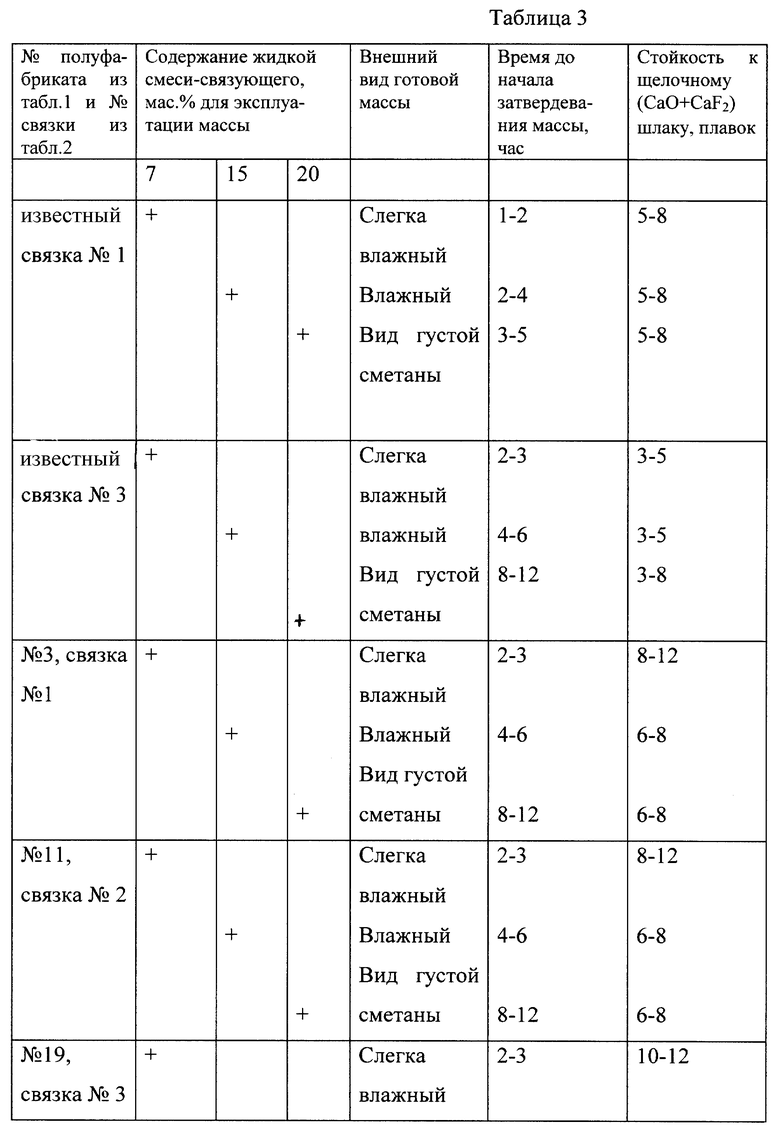
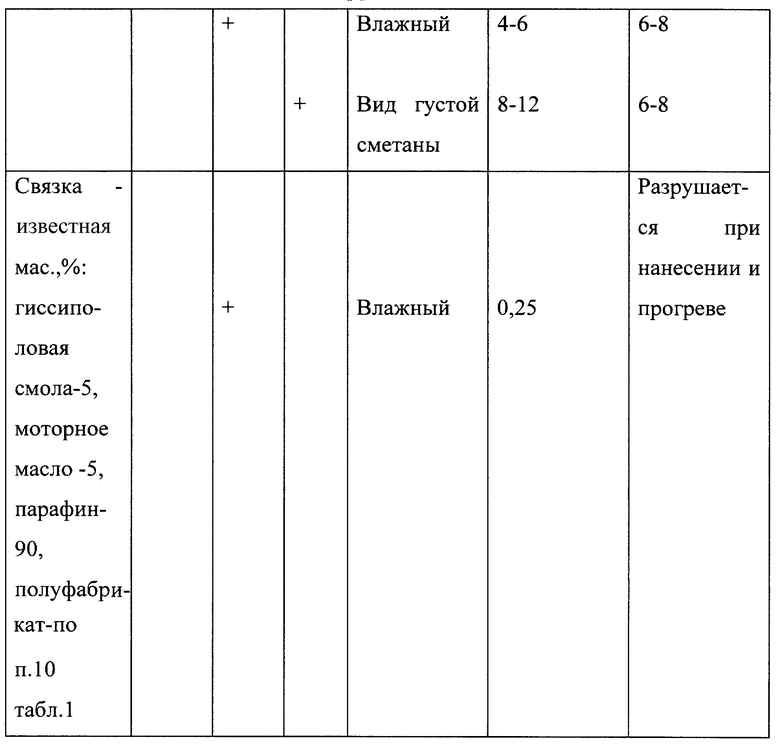
Были проведены лабораторные испытания набивных масс, изготовленных по заявленному способу с использованием заявляемой связки-пластификатора. Результаты испытаний сведены в таблицах 1 и 3, в таблице 2 даны составы связок.
Кроме того, в таблице 1 приведены 2 примера получения полуфабрикатов по способу известному, а в таблице 2 - данные по использованию связки известной с полуфабрикатом, изготовленным по заявляемому способу.
Пример N 1 (таблица 1, пример 11).
Известковый клинкер (100 кг) фракционного состава 100% менее 8 мм, содержащий 100% CaO, загружают в смеситель с подогревом и разогревают до 115oC с одновременным перемешиванием для равномерного распределения температуры в массе порошка. Затем в него вводят 5 кг (5% сверх 100% клинкера) таллового масла и, поддерживая температуру 115oC, перемешивают 2 ч для достижения равномерного распределения таллового масла в клинкере и наиболее полного прохождения фракции образования таллатов Ca на поверхности всех частиц клинкера.
По прохождении 2 часов и приобретении массой вида сухого порошка в нее вводят 11 кг (11% от массы клинкера) Ca(ОН)2 и отключают обогрев смесителя, продолжая перемешивать массу до остывания ее до комнатной температуры.
Готовую массу-полуфабрикат упаковывают в мешок.
Через 12 недель мешок вскрыли для использования массы в качестве набивной футеровки индукционной печи. В имеющиеся 116 кг массы вводят 6 кг (7% сверх 100%) смеси из 5,1 кг отработанного машинного масла и по 450 г акриловой кислоты и фосфата хрома. Перемешивают 1 ч до равномерного распределения. Готовую известковую массу, имеющую влажный вид и слипающуюся в кулаке, наносят на футеруемую поверхность торкрет-машиной. Через 6 часов нанесенный известковый торкрет-слой твердеет и готов к эксплуатации.
При данном способе изготовления набивных масс реакционная способность клинкера, в котором содержится > 20% свободного CaO, практически не зависит от конкретной массовой доли извести.
Пример N 2. Использование связующего - пластификатора из отработанного моторного масла с добавкой акриловой кислоты и фосфата хрома возможно и для приготовления набивных масс основного состава, не содержащих CaO. В качестве огнеупорного наполнителя используется, например, спеченый периклаз (ГОСТ 10360-85) с фракционным составом 100 мас.% от 8 до 0 мм. Связующее-пластификатор добавляют к порошку периклаза в количестве 10 мас.% сверх 100% массы периклаза и перемешивают до полной однородности. Количество вводимого связующего-пластификатора зависит от требуемой при нанесении вязкости массы, т. е. от способа нанесения. При перемешивании массу не нагревают. Приготовленная таким способом периклазовая набивная масса годна к употреблению в течение 12 месяцев с момента приготовления. Готовую массу наносят на стенки промежуточного ковша и используют в качестве расходуемой футеровки. Стойкость такой футеровки не ниже, чем у аналогичной, выполненной с применением раствора ССБ на воде, и составляет от 3 до 12 плавок. Достоинством такой массы является то, что она использует являющееся отходом отработанное моторное масло, что в свою очередь дает значительную экономию.
Пример N 3. К магнезитовому клинкеру с повышенным содержанием CaO (CaO около 12 мас.%), например Саткинского месторождения, фракции 3-0 мм добавляют связующее-пластификатор на основе отработанного моторного масла в количестве 5 мас.% сверх 100% и перемешивают до полной однородности. Из приготовленной таким способом массы прессуют и обжигают изделия принятым в технологии магнезитовых огнеупоров способом (ГОСТ 4689- 74). Использование такого связующего-пластификатора позволяет избавиться от гидратационного брака изделий за счет наличия в клинкере свободного CaO, т.к. оно не содержит в себе воды и предохраняет массу и сырец от атмосферной влажности. Связующее-пластификатор повышает прочность сырца изделий (с 10- 15 до 20-30 МПа) за счет образования акрилатов магния, а применение отработанного моторного масла снижает себестоимость изделий.
Использование неформованных огнеупоров на основе CaO или с высоким содержанием CaO позволяет повысить стойкость огнеупорной футеровки тех металлургических агрегатов, которые предусматривают ведение металлургических процессов с использованием высокоосновных флюсов и шлаков при температурах от 1500 до 2200oC. Это, например, производство высоколегированных сталей (ванадиевых, вольфрамовых и т.п.), платины, палладия, осмия, иридия, урана, редкоземельных металлов и некоторых цветных металлов (никеля, кобальта,), где даже периклазхромитовая футеровка подвергается сильному химическому износу.
Изготовление неформованных огнеупоров на основе CaO или с высоким содержанием CaO стало возможным за счет применения недорогой связки-пластификатора на основе отработанного моторного масла.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАССА ДЛЯ ФОРМОВАНИЯ ОСНОВНЫХ ОГНЕУПОРОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2136630C1 |
| МАССА ДЛЯ ФОРМИРОВАНИЯ ОСНОВНЫХ ОГНЕУПОРОВ | 2000 |
|
RU2169130C1 |
| СПОСОБ ЗАЩИТЫ ОТ АТМОСФЕРНОЙ ГИДРАТАЦИИ КЛИНКЕРОВ, СОДЕРЖАЩИХ СВОБОДНЫЙ ОКСИД КАЛЬЦИЯ | 2000 |
|
RU2167124C1 |
| ГИДРОФОБИЗИРУЮЩЕЕ СВЯЗУЮЩЕЕ ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРОВ | 1993 |
|
RU2101260C1 |
| СПОСОБ ЗАЩИТЫ ОТ ГИДРАТАЦИИ ИЗВЕСТКОВЫХ И ИЗВЕСТКОВО-ПЕРИКЛАЗОВЫХ ОГНЕУПОРОВ | 1997 |
|
RU2114798C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПЛОТНОГО ИЗВЕСТКОВО-ПЕРИКЛАЗОВОГО КЛИНКЕРА НА ОСНОВЕ ПРИРОДНО-ЧИСТЫХ ДОЛОМИТОВ | 1998 |
|
RU2135430C1 |
| ОГНЕУПОРНАЯ МАССА | 2001 |
|
RU2212387C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТОДОМ СПЕКАНИЯ ВЫСОКОПЛОТНОГО И УЛЬТРАПЛОТНОГО ИЗВЕСТКОВГО И ИЗВЕСТКОВО-ПЕРИКЛАЗОВОГО КЛИНКЕРА | 1997 |
|
RU2114800C1 |
| ШИХТА ДЛЯ ПРОИЗВОДСТВА КОРУНДОВЫХ ОГНЕУПОРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2090813C1 |
| ПЕРИКЛАЗОШПИНЕЛЬНЫЙ ОГНЕУПОР | 1998 |
|
RU2124487C1 |



Изобретение относится к производству неформованных огнеупоров из клинкеров, содержащих СаО или смесь СаО и MgO, и может быть использовано для изготовления неформованных огнеупоров, применяемых в агрегатах для выплавки стали, сплавов, драгоценных металлов. Согласно способу в подогретый до 115-120°С клинкер обычно принятого в технологии неформованных огнеупоров фракционного состава (100% фракции не более 8 мм), содержащий свободную известь, вводят гидрофобное связующее: на первом этапе - талловое масло в количестве 4-6% от массы клинкера и перемешивают в течение 2-3 ч, поддерживая температуру клинкера. На втором этапе вводят гидроксид кальция в количестве 11-14% от массы клинкера, затем всю массу перемешивают при естественном остывании до температуры окружающей среды. Перед употреблением в готовую массу вводят связку-пластификатор состава, мас.%: отработанное моторное масло 80-90; акриловая кислота 5-10 и фосфат хрома 5-10 в количестве 7-20% от веса массы и перемешивают до равномерного распределения. Технический результат: изготовлены неформованные огнеупоры, которые обладают одновременно устойчивостью к атмосферной гидратации, вяжущими свойствами и пластичностью при невысокой себестоимости. 2 с.п.ф-лы, 3 табл.
Моторное масло отработанное - 80 - 90
Акриловая кислота - 5 - 10
Фосфат хрома - 5 - 10
| ГРОПЯНОВ В.М | |||
| и др | |||
| Временные связки-консерванты для известковых и известково-периклазовых огнеупоров, Огнеупоры | |||
| - М.: Металлургия, 1995, N 3, с.18-21 | |||
| МАССА ДЛЯ ФОРМОВАНИЯ ОБЖИГОВЫХ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2021228C1 |
| МАССА ДЛЯ ПОЛУЧЕНИЯ ВОДОУСТОЙЧИВОГО ИЗВЕСТКОВОГО КЛИНКЕРА | 1997 |
|
RU2133243C1 |
| Огнеупорная масса | 1985 |
|
SU1237651A1 |
| Безводное связующее для производства огнеупоров | 1982 |
|
SU1201272A1 |
| СПОСОБ ПОЛУЧЕНИЯ (2-ХЛОРФЕНИЛ)ДИФЕНИЛМЕТАНОЛА | 1995 |
|
RU2102373C1 |
