Известны станки для изготовления деталей гибкой. Они содержат дмеханизм гибки, включающий оправку с фасонным пазом на части ее длины. Оправка установлена с возможностью поворота и возвратно-поступательного перемещения в охватывающей ее обойме, имеющей паз и соосное с оправкой кольцо, ограничивающее осевое перемещение обрабатываемой детали. Пуансон и матрица предназначены для отрезки заготовки.
Предлагаемый станок позволяет изготовлять трубчатые детали с фальцовым щвом. Си отличается от известных тем, что снабжен пуансоном для подгибки одного конца заготовки; пуансон взаимодействует с пазом оправки. Пуансон и матрица для отрезки обеспечивают подгибку ее другого конца. Кольцо для съема обработанной детали с оправки имеет внутренний диаметр, больший диаметра последней, снабженной подпружиненными утапливаемыми упорами, служащими для Здаления обработанной детали из обоймы.
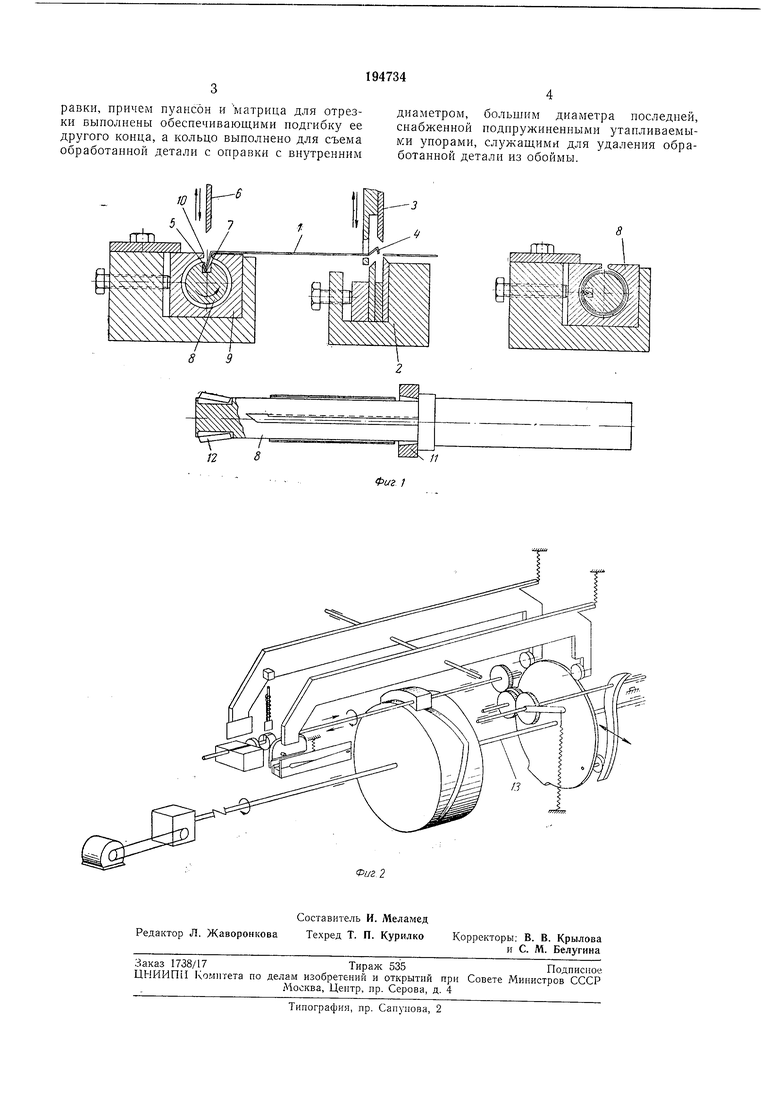
На фиг. 1 изображена схема изготовления трубчатой детали с фальцовым швом; на фиг. 2 - схема описываемого станка.
сонным пазом 7 оправки 8. Последняя может поворачиваться и возвратно-поступательно перемещаться в обойме 9 с пазом 10.
При повороте оправки заготовка сгибается и образуется замок, который обжимается после поворота оправки, в частности на 450°, при упоре обрабатываемой детали в кольцо // и осевом перемещении оиравки, так как паз 7 выполнен лишь ia части ее длины. Оправка выводится из обработанной детали, которая удаляется из обоймы подпружипенными сегментами (упорами) 12, смонтированными на оправке.
Привод всех механизмов станка осуществляется от кулачкового вала 13.
Предмет изобретеиия
Станок для изготовления деталей гибкой, содержащий механизм гибки, включающий оправку с фасонным пазом на части ее длины, установленную с возможностью поворота и возвратно-поступательного перемещения в охватывающей ее обойме, имеющей паз, соосное с оправкой кольцо, ограничивающее осевое перемещение обрабатываемой детали, а также пуансон и матрицу для отрезки заготовки, отличающийся тем, что, с целью изготовления трубчатых деталей с фальцовым швом, он снабжен пуансоном для подгибки одного коица заготовки, взаимодействующим с пазом оправки, причем пуансон и матрица для отрезки выполнены обеспечивающими подгибку ее другого конца, а кольцо выполнено для съема обработапной детали с оправки с внутренним
диаметром, большим диаметра последней, снабженной подпружиненными утапливаемыми упорами, служащими для удаления обработанной детали из обоймы.
JT
Т 32
k п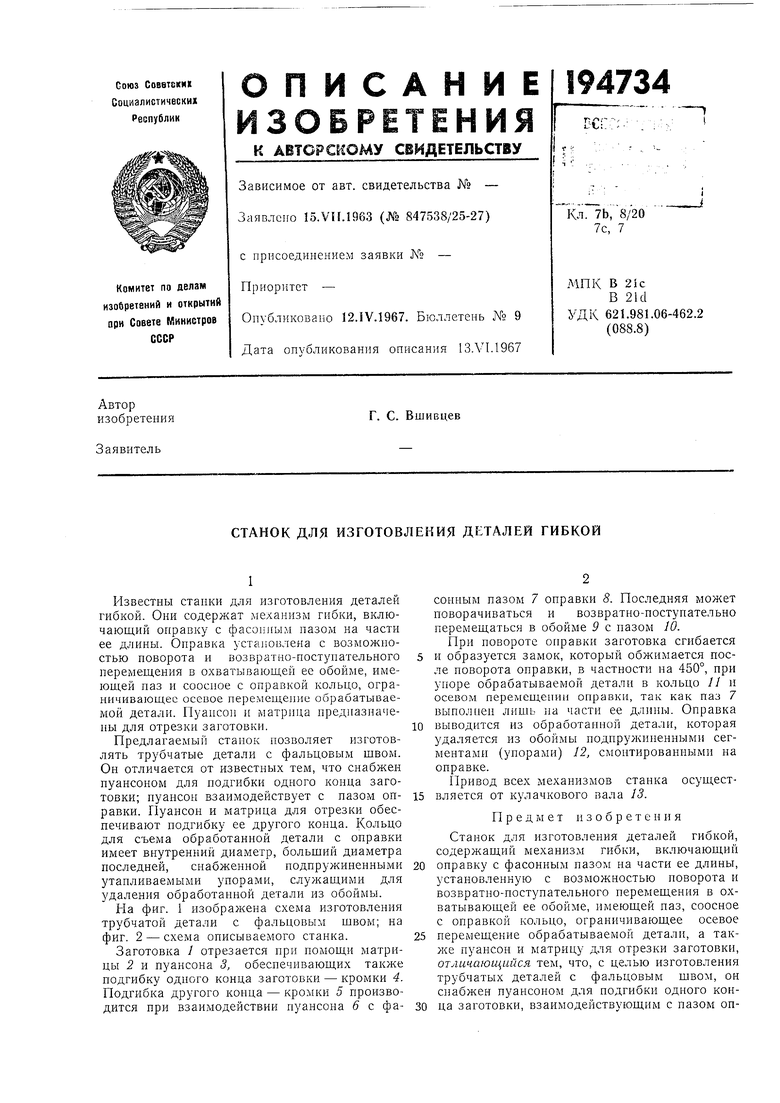
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ПОДГИБКИ ДИАГОНАЛЬНЫХ УЧАСТКОВ ФЛАНЦА БЕНЗОБАКА | 1999 |
|
RU2167730C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Автомат для изготовления деталей из проволоки | 1991 |
|
SU1787630A1 |
| Устройство для изготовления двухспиральных пружин | 1980 |
|
SU937090A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| Штамп для гибки скоб из штучных заготовок | 1990 |
|
SU1807904A3 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕЦ | 1996 |
|
RU2100124C1 |
| Способ изготовления деталей из полой заготовки и устройство для его осуществления | 1984 |
|
SU1303225A1 |