Изобретение относится к переработке пластмасс, в частности к устройствам для изготовления изделий из вспенивающихся материалов, и может быть использовано в химической и других областях народного хозяйства.
Цель изобретения - повышение производительности устройства путем сокращения времени съема вспененных изделий.
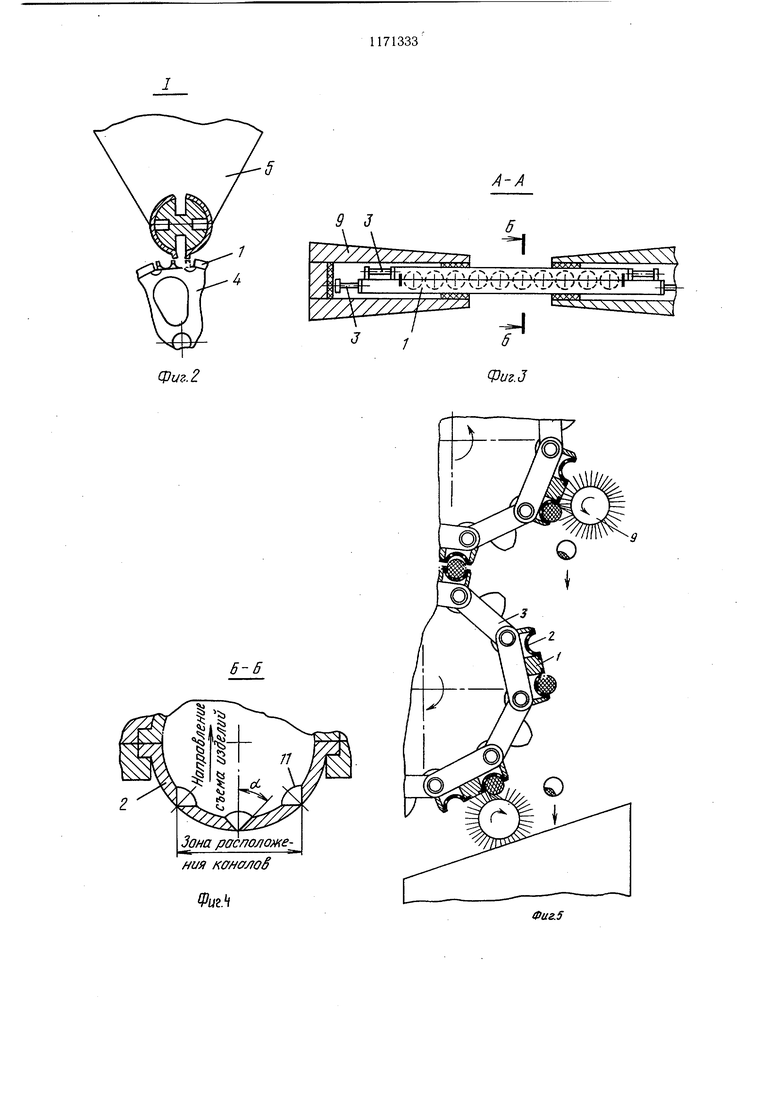
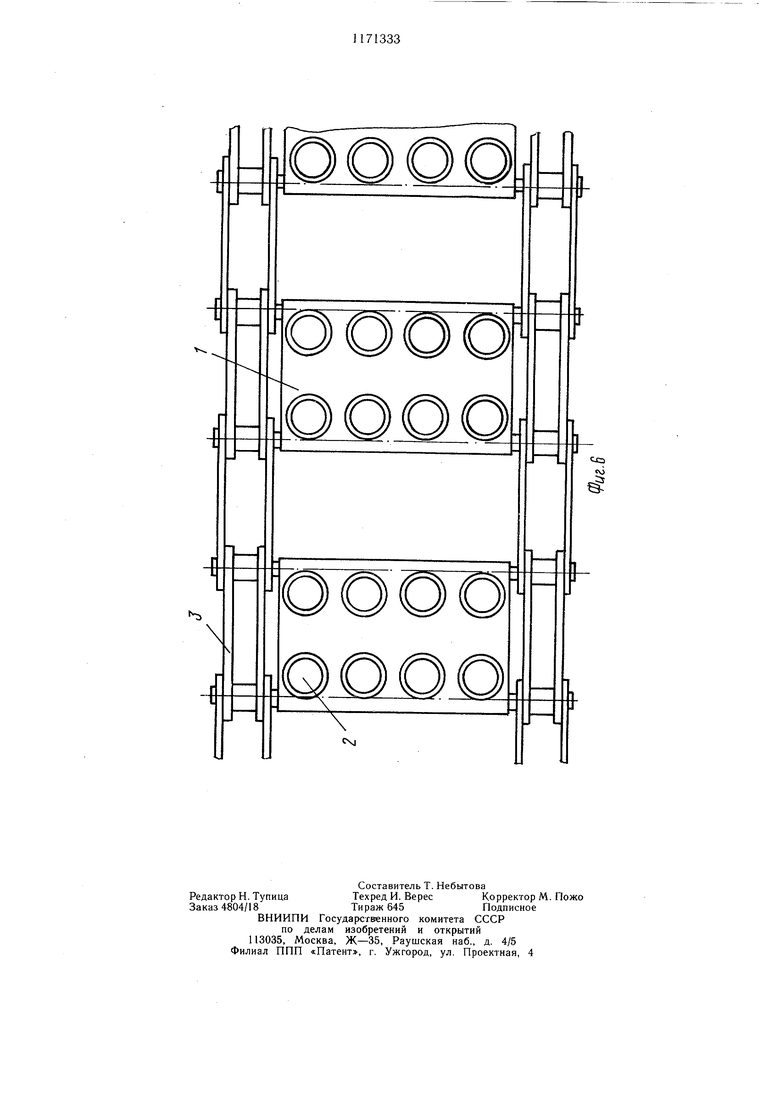
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - момент съема изделий; на фиг. 6 - цепь с матрицами, вид сверху.
Устройство содержит матрицы 1 с установленными в них полуформами 2. Матрицы закреплены на двух спаренных замкнутых (бесконечных) цепях 3, установленных на тянущем устройстве 4, выполненном в виде зубчатых колес с приводом. Устройство содержит дозатор 5 для загрузки вспенивающегося материала в полуформе 2, нагреватель 6, выполненный в виде бака, заполненного жидким теплоносителем 7, распылитель 8 охлаждающей жидкости, расположенный непосредственно у нагревателя 6, и съемник 9 готовых изделий. Внутри нагревателя 6 установлены направляющие 10. Для прохода теплоносителя 7 (нагреваемой жидкости) в стенках полуформ 2 выполнены каналы 11 в виде конусов, обращенных верщинами к наружной поверхности полуформ, при этом угол между образующей конуса и его осью превышает угол трения вспенивающегося материала о полуформу.
Каналы 11 располагаются в зоне, которая ограничена условием отсутствия обратного угла между направлением съема изделий и образующей конуса, т.е. зона ограничивается поверхностью, созданной образующими крайних конусов, находящимися в положениях, когда эти образующие параллельны направлению съема готовых изделий, что обеспечивает съем изделий без механического, конструктивного сопротивления, обусловленного взаимодействием конического наплыва изделия и конического канала полуформы.
Устройство работает следующим образом.
Матрицы 1 с набором полуформ 2, закрепленных на двух спаренных замкнутых (бесконечных) цепях 3, приводятся в движение тянущим устройством 4. Кинематика
и траектория движения цепей 3 заданы так, что матрицы 1 последовательно проходят под дозатором 5 (полуформы загружаются исходным материалом), затем - в нагревателе 6 (исходный материал вспенивается).
под распылителем 8 охлаждающей жидкости (матрицы охлаждаются) и поступают к съемнику 9 готовых изделий.
В нагревателе 6 матрицы 1 с набором полуформ 2 попарно смыкаются с помощь о направляющих 10. Теплоноситель 7 проникает внутрь полуформ 2 через конические каналы 11, обеспечивая вспенивание исходного материала и образование готовых изделий. Угол между образующей конуса и его осью выполняется больщим, чем угол трения вспененного материала о полуформу 2, что позволяет иметь составляющую нормального к конической поверхности давления вспененного материала, противоположно направленную силе трения и превышающую ее по величине; это означает, что при отсутствии
5 «прибыли изделие может сняться без приложения внещних усилий, только за счет упругой энергии сжатого внутри ячеек материала воздуха, так как из-за увеличенной повер.кности сцепления исходного материала и полуформ в конических каналах
(по сравнению с цилиндрическими) «прибыль практически не образуется.
Разъем соединенных с тянущими цепями матриц с полуформами производится тянущими цепями, принудительно двигающимися по заданной траектории. При этом больщая часть вспененных изделий самостоятельно выпадает из полуформ в поддон. Оставшаяся как в верхних, так и в нижних матрицах, прикрепленных к соответствующим цепям, часть изделий снимается съемниками 9, которые представляют собой обыкновенные щетки с искусственным или натуральным ворсом, установленные неподвижно или принудительно вращающиеся
с навстречу движению матриц (фиг. 5) при этом такое выполнение съемников не повреждает поверхность изделий.
9 3
A-A
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного изготовления вспененных изделий | 1978 |
|
SU747732A1 |
| Многопозиционная машина для производства трубчатых изделий из полимеров | 1984 |
|
SU1335480A1 |
| Установка для производства кондитерских изделий в оболочках конической формы | 1985 |
|
SU1546051A1 |
| УСТРОЙСТВО для НЕПРЕРЫВНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКН ТЕПЛОИЗОЛЯЦИОННЫХ БЛОКОВ | 1969 |
|
SU243465A1 |
| Устройство для отливки изделий из волокнистой массы | 1986 |
|
SU1418377A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОПЛАСТОВОГО ФОРМОВАННОГО ИЗДЕЛИЯ С ПЛЕНОЧНЫМ ПОКРЫТИЕМ | 2020 |
|
RU2820871C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ГИБКОЙ ТРУБЫ | 2010 |
|
RU2494870C1 |
| Форма для изготовления изделий из вспенивающихся материалов | 1976 |
|
SU648424A1 |
| Устройство для изготовления изделий из вспененных материалов | 1990 |
|
SU1789348A1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЯ СТУПЕНЧАТОЙ ФОРМЫ ИЗ ТРУБЧАТОЙ ЗАГОТОВКИ ЦЕЛЛЮЛОЗНО-ПИРОКСИЛИНОВОГО ПОЛОТНА, ПРОПИТАННОГО ТРОТИЛОМ, И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2126321C1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ВСПЕНИВАЮЩИХСЯ МАТЕРИАЛОВ, содержащее дозатор вспенивающегося материала, расположенные одна над другой цепи с тянущим устройством и прикрепленными к каждой из них матрицами с набором полуформ, выполненных с каналами для подачи теплоносителя и образующих формующие полости, нагреватель, охлаждающий узел и съемник вспененных изделий, отличаю щееяся тем, что, с целью повыщения производительности устройства путем сокращения времени съема вспененных изделий, каналы для подачи теплоносителя в полуформах выполнены в виде конусов, обращенных верщинами к наружной поверхности полуформ, при этом угол между образующей конуса и его осью превыщает угол трения вспенивающегося материала о полуформу, приче,м каналы расположены в полуформах в зоне, ограниченной образующими крайних конусов, параллельными направлению съема изделий, g СО СО СО
6-6
Фиг.5
| Устройство для непрерывного изготовления вспененных изделий | 1978 |
|
SU747732A1 |
| Солесос | 1922 |
|
SU29A1 |
| Химическое, нефтеперерабатывающее и полимерное машиностроение | |||
| Реферативный журнал | |||
| Вып | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
| М., ВИНИТИ, 1980, № 12, с | |||
| Способ крашения тканей | 1922 |
|
SU62A1 |
