Изобретение относится к металлургической промышленности и может быть использовано при термической обработке железнодорожных рельсов.
С целью продления срока службы бывших в эксплуатации рельсов их подвергают фрезерованию поверхностного слоя металла головки, который после эксплуатации имеет дефектное строение и повышенную твердость (430-500 единиц Бриннеля). При удалении такого твердого слоя металла на глубину до 2 мм от поверхности катания рельса происходят изломы, выкрашивания и износ резцов, изготовленных из твердосплавных материалов.
Для снижения выхода из строя резцов при удалении дефектного слоя металла с поверхности рельсов необходимо нагревать поверхностный слой на глубину и до температуры, которая обеспечит снижение твердости поверхностного слоя.
Известны способы термической обработки рельса (например, заявка 2178251, 30.09.1975), в соответствии с которыми подлежащий удалению слой металла нагревается до температуры, при которой механические свойства его изменяются, и затем удаляется обычным резцом. В качестве нагревателя в этих способах могут быть использованы высокочастотные генераторы, газовые горелки и плазмотроны.
Недостатками этих способов является низкая производительность. Нагревание поверхности позволяет снизить усилие на резец, но из-за низкой теплопроводности обрабатываемых с подогревом сплавов для получения на глубине 2-5 мм по всей ширине поверхности резания необходимой температуры мощность нагревателя должна быть очень большой, а скорость его перемещения маленькой. Так нагреватель 60 кВт, перемещаясь со скоростью 2,64 м/мин, создает в стали температуру 600°С на глубине 2,25 мм, а при скорости 7,56 м/мин - на 1,0 мм.
Известен также способ термической обработки с плазменным нагревом (например, заявка 2178251, 30.09.1975), при котором с помощью плазмотрона расплавляют и удаляют поверхностный слой металла толщиной до 20 мм.
Недостатками этого способа является низкое качество поверхности (обычно требуется дополнительная чистовая механическая обработка); очень большой расход энергии, так как весь удаляемый металл необходимо нагреть до температуры плавления и расплавить. В результате этот способ промышленного применения не нашел.
Наиболее близким к заявленному способу является способ термической обработки рельсов, включающий индукционный нагрев головки и подошвы рельса (RU 2162486 С2, C21D 9/04, 27.01.2001 г.). В данном способе индукционный нагрев включает предварительный нагрев каждого поперечного сечения рельса последовательно или одновременно до температуры, превышающей температуру конца аустенитного превращения стали с получением одинаковой и однородной аустенитной структуры, дополнительный нагрев или перегрев головки рельса, который осуществляют до температуры, не превышающей 1050°С. При этом средняя температура каждого поперечного сечения головки рельса должна превышать по меньшей мере на 40°С среднюю температуру того же поперечного сечения подошвы. Далее осуществляют охлаждение каждого поперечного сечения рельса.
Недостатком указанного способа, так же, как и перечисленных выше способов, является то, что они не обеспечивают необходимую твердость металла в поверхностном слое и условий отсутствия коробления рельсов после нагрева поверхностного слоя, вызванного возникновением некомпенсированного напряженного состояния.
Техническим результатом заявленного изобретения является снижение твердости металла в поверхностном слое рельса и исключение термических напряжений и деформаций рельса.
Указанный технический результат достигается тем, что в способе термической обработки рельсов индукционный нагрев головки и подошвы рельса осуществляют одновременно, при этом индукционный нагрев головки рельса осуществляют до температуры 500-700°С и индукционный нагрев подошвы рельса осуществляют до температуры 150-350°С при скорости перемещения рельса 1,2-3,5 м/мин.
Причем индукционный нагрев головки рельса может быть проведен при значении тока 80-140 А и напряжения 250-400 В в индукторе, а индукционный нагрев подошвы рельса может быть проведен при значении тока 50-100 А и напряжения 100-250 В в индукторе.
Проведение одновременного индукционного нагрева головки до температуры 500-700°С и подошвы рельса до температуры 150-350°С при скорости перемещения рельса 1,2-3,5 м/мин позволяет компенсировать действующие в головке и подошве рельса напряжения и деформации, а также снизить твердость металла в поверхностном слое рельса до 285 - 340 единиц Бриннеля, что обеспечивает отсутствие коробления рельса при его дальнейшей механической обработке (фрезеровании) и сохранение прямолинейности рельса.
Индукционный нагрев головки рельса осуществляют до температуры 500-700°С, поскольку температура, выходящая за данный диапазон, приводит к интенсивному охлаждению индукционно нагретого поверхностного слоя из двухфазной области и к его фактической закалке с образованием мартенсита.
Для компенсации термических напряжений и деформаций нагрев подошвы должен осуществляться до температуры 150-350°С. Выбор данного интервала температуры нагрева обусловлен тем, что при температуре менее 150°С тепловложения в подошву рельса не обеспечивают его прямолинейность, а при температуре более 350°С происходит процесс отпуска рельса, который приведет к разупрочнению поверхностного слоя подошвы рельса.
Скорость перемещения рельса через индукторы должна составлять 1,2-3,5 м/мин. При отклонении скорости перемещения рельса через индукторы более 3,5 м/мин глубина нагрева поверхностного слоя металла будет менее 2,0 мм, что недостаточно для полного удаления металла при последующем фрезеровании, а при глубине менее 1,2 мм не осуществляется полное разупрочнение наклепанного дефектного слоя.
Для достижения в головке рельса требуемой температуры (500 - 700°С) на глубине до 2,0 мм от поверхности катания значения тока и напряжения в индукторе, нагревающем головку, могут составлять Iгол =80-140А, Uгол=250-400 В. Для достижения нагрева подошвы до температуры 150-350°С значения тока и напряжения в индукторе на подошве рельса могут составлять Iпод=50-100 A, Uпод=100-250 В. При отклонении значений тока и напряжения в индукторах от указанных параметров может быть не обеспечена компенсация тепловложений в рельс и, соответственно, компенсация внутренних напряжений, что необходимо для сохранения прямолинейности рельса.
Для обеспечения заявленного способа термической обработки рельсов может быть использовано оборудование, включающее:
- блок питания индуктора для нагрева подошвы рельса;
- блок питания индуктора для нагрева головки рельса;
- блок согласования индуктора для нагрева головки и подошвы рельса;
- индуктор для нагрева головки рельса;
- индуктор для нагрева подошвы рельса;
- станцию автономного охлаждения индукторов и блоков питания.
Блок питания каждого индуктора выполнен на транзисторной элементной базе, мощность преобразователя частоты 60 кВт (максимальная частота преобразования 66 кГц, при этом имеется возможность автоподстройки частоты). Верхний и нижний индукторы выполнены с трансформаторами для отжига поверхностного слоя в головке и возможности подогрева подошвы рельса с целью предотвращения коробления рельса. Для записи диаграммы нагрева при отработке режима отжига к поверхности головки рельса может быть приварена термопара и подключен координатный самописец.
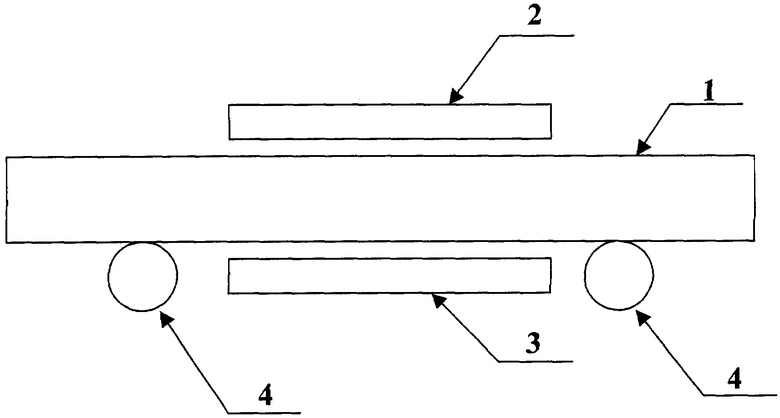
На чертеже показано расположение индукторов при индукционном нагреве головки и подошвы рельса, где 1 - рельс, 2 - верхний индуктор, 3 - нижний индуктор, 4 - ролик.
Процесс термической обработки рельса предусматривает непрерывный последовательный двухсторонний индукционный нагрев головки и подошвы рельса 1, перемещаемого через индукторы 2 и 3 для нагрева головки и подошвы по рольгангу (роликам 4) со скоростью 1,2-3,5 м/мин. Нагрев головки осуществляется с целью отжига наклепанного слоя рельса 1. Нагрев подошвы осуществляется с целью компенсации термических напряжений и деформаций и обеспечения прямолинейности рельса 1. Нагрев головки и подошвы рельса 1 осуществляют на глубину 1-2 мм поверхностного слоя. После этого можно осуществлять удаление отожженного поверхностного слоя металла рельса 1 методом фрезерования.
Таким образом, в результате термической обработки рельса устраняются наклеп и участки с «белым» слоем в рельсе, снижается твердость металла в поверхностном слое, что позволяет при дальнейшем фрезеровании поверхностного слоя снизить повреждаемость пластин резцов из серийных марок сплава.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЛИННОМЕРНОГО ИЗДЕЛИЯ Г-ОБРАЗНОГО ПРОФИЛЯ, ИМЕЮЩЕГО ПОДОШВУ, ШЕЙКУ, ГОЛОВКУ | 2020 |
|
RU2755713C1 |
| Способ индукционного термического упрочнения остряков стрелочных переводов и установка для его осуществления | 2022 |
|
RU2794329C1 |
| Способ и устройство термической обработки сварных соединений рельсов | 2017 |
|
RU2667574C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОГО РЕЛЬСА | 1996 |
|
RU2162486C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ РЕЛЬСОВ | 2007 |
|
RU2343211C2 |
| Способ термической обработкиРЕльСОВ | 1979 |
|
SU804702A2 |
| Способ термической обработки стальных рельсов | 2016 |
|
RU2644638C2 |
| Способ термической обработки рельсов | 1987 |
|
SU1502634A1 |
| Способ термической обработки сварных соединений рельсов и устройство для осуществления способа | 2018 |
|
RU2705820C1 |
| СПОСОБ И УСТАНОВКА ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ | 2011 |
|
RU2484148C1 |
Изобретение относится к области металлургии и может быть использовано при термической обработке железнодорожных рельсов. Для снижения твердости металла в поверхностном слое рельса и исключения термических напряжений и деформации рельса способ термической обработки рельсов включает одновременный индукционный нагрев головки и подошвы рельса. Индукционный нагрев головки рельса осуществляют до температуры 500-700°С, индукционный нагрев подошвы рельса осуществляют до температуры 150-350°С при скорости перемещения рельса 1,2-3,5 м/мин. Индукционный нагрев головки рельса проводят при значении силы тока 80-140 А и напряжения 250-400 В в индукторе. Индукционный нагрев подошвы рельса проводят при значении силы тока 50-100 А и напряжения 100-250 В в индукторе. 1 з.п. ф-лы, 1 ил.
1. Способ термической обработки рельсов, включающий индукционный нагрев головки и подошвы рельса, отличающийся тем, что индукционный нагрев головки и подошвы рельса осуществляют одновременно, при этом индукционный нагрев головки рельса осуществляют до температуры 500-700°С, индукционный нагрев подошвы рельса осуществляют до температуры 150-350°С при скорости перемещения рельса 1,2-3,5 м/мин.
2. Способ по п.1, отличающийся тем, что индукционный нагрев головки рельса проводят при силе тока 80-140 А и напряжении 250-400 В, а подошвы рельса - при силе тока 50-100 А и напряжении 100-250 В.
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОГО РЕЛЬСА | 1996 |
|
RU2162486C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОСТРЯКОВЫХ И РАМНЫХ РЕЛЬСОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2135607C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА | 2001 |
|
RU2218430C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ | 2002 |
|
RU2272080C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПРОФИЛЕЙ ОСТРЯКОВ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2006 |
|
RU2340685C2 |
| JP 2009084691 A, 23.04.2009. | |||

