Изобретение относится к усовершенствованному способу получения изофталевой кислоты (ИФК), являющейся важнейшим мономером и полупродуктом в полимерной химии для получения химических волокон, полиэфирных пленок, лаков, красителей, пластмасс.
Известен способ непрерывного получения ароматической карбоновой кислоты путем жидкофазного окисления соответствующего ксилола кислородом воздуха в среде уксусной кислоты, содержащей небольшое количество воды в присутствии кобальт-марганец-бромидного катализатора при повышенной температуре и давлении (США N 4792621).
Усовершенствование процесса заключается в способе регулирования концентрации воды в зоне реакции окисления в желаемых пределах, которое включает:
- разделение паров параллельно на конденсат, имеющий сравнительно небольшое весовое соотношение вода : растворитель, и паровую фазу, имеющую сравнительно высокое весовое соотношение вода : растворитель;
- возврат части конденсата непосредственно в реактор окисления в виде прямого потока флегмы;
- удаление паровой фазы из контура флегмы в виде потока парогазовой смеси;
- охлаждение полученного парогазового потока, обогащенного парами воды при давлении ниже, чем в реакторе окисления, для получения в результате конденсации паров жидкого потока обводненной уксусной кислоты в соотношении H2O : CH3COOH, превышающем соотношение в прямом потоке флегмы;
- сочетание предварительно рассчитанной (высчитанной) части потока флегмы с косвенным рециркулирующим потоком флегмы таким образом, что весовое соотношение воды, рециркулируемой в реактор окисления в косвенном рециркулирующем потоке и в прямом потоке флегмы, выдерживают в пределах 0,01-0,15, предпочтительно 0,02-0,06.
Недостатками этого метода являются:
- необходимость установки в узле конденсации относительно большого количества теплообменников - конденсаторов для обеспечения дробной (ступенчатой) конденсации смеси CH3COOH - H2O из парогазовой смеси, выходящей из реактора, что увеличивает стоимость узла регулирования H2O в зоне реакции;
- даже при 4-ступенчатом охлаждении парогазовой смеси эффективность отвода воды из зоны реакции относительно низкая и остаточное ее содержание в жидкой фазе в реакторе окисления остается повышенным (12-14%), что вызывает необходимость применения повышенных давления (1,5-1,6 МПа) и температуры (198-200oC).
Известен также способ получения изофталевой кислоты путем окисления м-ксилола в среде уксусной кислоты в течение 30-40 мин при температуре 190-205oC и давлении 1,9-2,7 МПа в присутствии ацетатов Co, Mn и соединения брома при соотношении Co : Mn = 2-5 : 1, а молярное соотношение м-ксилол : вода : суммарная концентрация ацетатов Co и Mn в подаваемой реакционной смеси поддерживают в интервале 1,0-1,75 : 1,0-2,5 : 1,0-1,2·102. Содержание воды в зоне реакции регулируют путем изменения ее содержания в исходной реакционной смеси (ИРС) или же концентрации м-ксилола в рекомендуемом интервале соотношений. Получают изофталевую кислоту следующего качества:
м-КБА = 0,005-0,22%
Цветность - 19-20oH
Недостатком указанного способа является относительно низкая концентрация м-ксилола и ИРС (1,5-1,75 моль/л), что вызывает необходимость повышенных затрат на рециркуляцию и регенерацию растворителя (CH3COOH). Кроме того, недостаточное качество ИФК для получения высококачественных полиэфирных волокон и др. полимерных материалов (необходимо [м-КБА] ≅ 0,0025%, цветность ≅ 10oH) требует применения сложных и дорогостоящих методов очистки, например, путем гидрирования примесей в водной среде при температуре 280-290oC в присутствии катализатора Pd/с. Выбранные параметры окисления м-ксилола (T = 190-200oC и давление 1,9-2,7 МПа) не позволяют организовать отвод воды непосредственно из реакционной зоны, например, методом дробной конденсации CH3COOH - H2O путем ступенчатого охлаждения парогазовой смеси, выходящей из реактора.
Наиболее близким по технической сущности и достигаемому результату является способ получения высокочистой изофталевой кислоты (США N 5132450) путем 2-ступенчатого жидкофазного окисления м-ксилола кислородсодержащим газом в водной уксусной кислоте, используемой в качестве растворителя, в присутствии катализатора, содержащего соединения кобальта, марганца и брома с последующей очисткой полученной после 2-ой ступени ИФК путем ее обработки уксусной кислотой при температуре ≅ 150oC с рециклом маточного раствора.
В первой ступени окисление ведут O2-газом при 180-210oC при содержании м-ксилола в водимой в процесс исходной реакционной смеси в 1-15-кратном количестве от растворителя до достижения содержания м-КБА в продуктах окисления 500-10000 ppm и общей концентрации изофталевой кислоты в реакционной массе 10-35%.
Во второй ступени реакционная масса обрабатывается дополнительно O2-газом до достижения остаточной концентрации м-КБА 0,01-0,08%.
Полученную во второй ступени ИФК смешивают с уксусной кислотой, выдерживают при температуре ≅ 150oC и очищают до достижения остаточного содержания м-КБА в ИФК 0,0027-0,0044% и показателя цветности ≥ 20oH.
Существенные недостатки этого способа.
1). Не эффективный способ регулирования содержания воды в зоне реакции путем изменения ее концентрации в исходной реакционной смеси в предпочтительных пределах 5-12%. С учетом неизбежного образования реакционной воды ее концентрация в зоне реакции достигает высокого предела, 10-19%. Если концентрация воды слишком высока, то активность реакции окисления снижается, качество ИФК ухудшается. Фактически это подтверждено примерами, в которых качественные показатели ИФК по содержанию м-КБА (0,0027-0,0044%) и показателю цветности (≥ 20oH) не достигают значений, предъявляемых к чистой ИФК ([м-КБА] ≅ 0,0025%, цветность ≅ 10oH).
2). Использование в качестве способа очистки процесса обработки ИФК уксусной кислотой при температуре ≅ 150oC не эффективно и не достигает поставленной цели: содержание м-КБА снижается с 0,01-0,08 до 0,0027-0,0044% (необходимо ≅ 0,0025%).
3). Продолжительность реакции окисления на первой и второй ступенях (≈ 80 мин) указывает на относительно низкую производительность процесса.
Целью изобретения является повышение эффективности отвода реакционной воды из зоны реакции и улучшение качества изофталевой кислоты.
Поставленная цель достигается путем жидкофазного окисления м-ксилола кислородсодержащим газом в уксуснокислой среде при повышенной температуре и давлении в присутствии катализаторов, состоящих из солей кобальта, марганца и бромидных соединений, регулирования содержания воды в зоне окисления с последующим доокислением примесей и обработкой уксусной кислотой с использованием рецикла маточных растворов после выделения ИФК из уксуснокислых растворов на I-ю или II-ю стадию. Причем катализатор дополнительно содержит соли цинка, никеля или смесь указанных солей металлов [MT] при соотношении [Co + Mn] : [MT] = 1 : 0,01-0,2, а содержание воды в зоне окисления регулируют путем трехступенчатого охлаждения парогазовой смеси, выходящей из реактора, в условиях прямотока газа и сконденсировавшихся паров CH3COOH - H2O на первой и третьей ступенях и противотока на второй ступени в сочетании с процессом ректификации с последующим возвратом обезвоженного потока жидкой уксусной кислоты суммарно с первой и второй ступеней охлаждения в зону окисления, выводом из процесса обводненной уксусной кислоты с третьей ступени охлаждения в соотношении, обеспечивающем концентрацию воды в зоне реакции 4-10%. Обработку изофталевой кислоты после доокисления примесей проводят уксусной кислотой или уксусной кислотой и водой при температуре предпочтительно 170-230oC.
Новым в способе получения изофталевой кислоты является то, что катализатор дополнительно содержит соли цинка, никеля или смесь указанных солей металлов при соотношении [Co + Mn] : [MT] = 1 : 0,01-0,2, а содержание воды в зоне окисления регулируют путем трехступенчатого охлаждения парогазовой смеси, выходящей из реактора, в условиях прямотока газа и сконденсировавшихся паров CH3COOH - H2O на первой и третьей ступенях и противотока на второй ступени в сочетании с процессом ректификации с последующим возвратом обезвоженного потока жидкой уксусной кислоты суммарно с первой и второй ступеней охлаждения в зону окисления, выводом из процесса обводненной уксусной кислоты с третьей ступени охлаждения в соотношении, обеспечивающем концентрацию воды в зоне реакции 4-10%. Обработку изофталевой кислоты после доокисления примесей проводят уксусной кислотой или уксусной кислотой и водой при температуре предпочтительно 170-230oC.
Описание схемы установки окисления м-ксилола.
Схема процесса представлена на чертеже.
Исходные реагенты: м-ксилол, металл - бромидный катализатор, модифицированный добавками солей Zn и Ni, и уксусную кислоту непрерывно подают в реактор 1 окисления, снабженный двухярусной турбинной мешалкой. В нижнюю часть реактора подают воздух. Процесс ведут при температуре 185-195oC и при повышенном давлении. Тепло реакции снижают за счет испарения растворителя (CH3COOH) и реакционной воды.
Смесь паров и отработанных газов (ПГС) направляют на первую ступень охлаждения в трубное пространство прямоточного холодильника - конденсатора 2, в котором температуру ПГС снижают на 20-50oC за счет испарения воды в межтрубном пространстве.
Сконденсированные пары уксусной кислоты и воды из нижней сепарационной части холодильника-конденсатора 2 направляют в верхнюю сепарационную часть реактора, а парогазовую смесь подают в нижнюю часть колонны - приставки под нижнюю тарелку.
В результате противоточного движения ПГС и флегмы, стекающей с обратного противоточного холодильника-конденсатора 4 в нижней части ректификационной колонны-приставки происходит концентрирование CH3COOH до остаточного содержания в ней H2O не более 10%, предпочтительно 6-8%, которая самотеком возвращается в реактор в виде рассредоточенных по высоте реактора потоков.
В обратном противоточном холодильнике-конденсаторе наряду с охлаждением ПГС до 125-135oC происходит дополнительное отделение воды от уксусной кислоты в результате массообмена, происходящего между жидкой фазой, стекающей вниз в виде пленки по вертикальным трубкам, и первой (парогазовой) фазой, поднимающейся вверх. Обогащенную по парам воды ПГС после второй ступени направляют на третью ступень охлаждения в прямоточный холодильник-конденсатор 5, где температуру снижают до 40-50oC.
В нижней сепарационной части холодильника-конденсатора отделяют жидкую фазу, состоящую из обводненной уксусной кислоты, от газовой. Уксуснокислый раствор, содержащий 35-50% воды, направляют на установку обезвоживания, а газы подают под давлением на очистку методом абсорбции. Оксидат из первого реактора поступает в реактор окисления II ступени 6.
Предлагаемое изобретение иллюстрируется следующими примерами.
Пример 1
Исходную реакционную смесь (ИРС) приготавливают в сборнике объемом 3 л, куда загружают:
м-ксилола - (589 мл) 509,5 г;
CH3COOH - (1906 мл) 2011,0 г;
Co(OAc)2·4H2O - 2,84 г;
Mn(OAc)2·4H2O - 1,43 г;
Zn(OAc)2; Ni(OAc)2·4H2O - 0,14 г;
HBr (40%) - 0,21 г;
H2O - (170,2 мл) 170,2 г;
Всего: 2698,93 г.
Содержимое сборника нагревают до 80oC и перемешивают до достижения полного растворения компонентов катализатора.
После анализа определен следующий состав исходной реакционной смеси:
м-ксилол - 18,9%;
Co2+ - 0,0249%; 249 ppm;
Mn2+ - 0,0117%; 117 ppm;
Zn2+ - 0,018%; 18 ppm;
Ni2+ - 0,018%; 18 ppm;
H2O - 6,3%;
CH3COOH - остальное.
Перед началом процесса окисления в реактор (V = 1 л) заливают 650 мл раствора катализатора (без м-ксилола), продувают его инертным газом (азотом), затем герметизируют, набирают давление 1,5 МПа и нагревают раствор в реакторе до 180oC в условиях непрерывного протока азота через реактор в систему конденсации, состоящую из 3-х ступеней охлаждения.
После достижения указанной температуры включают дозирующий насос и непрерывно подают ИРС в реактор в количестве 1000 мл/час. Практически одновременно с этим прекращают подачу азота и вместо него в реактор подают воздух в количестве, обеспечивающем поддержание избытка кислорода в отходящих газах не более 5% объемных. Время пребывания (окисления) при расходе ИРС 1000 мл/час соответствует 38 минутам. При давлении 1,5 МПа температуру в реакторе поддерживают 195oC терморегулятором.
Отработанную парогазовую смесь, выходящую из реактора, охлаждают в первом конденсаторе до 165oC и далее жидкую газовую смесь направляют отдельными потоками на вторую ступень охлаждения, где температуру понижают до 130oC. Весь жидкий поток флегмы с I и II ступени по приточной линии возвращают в реактор, а обводненную парогазовую смесь направляют на III ступень охлаждения, где ее температуру понижают до 40oC. Концентрацию воды 6,5% в зоне окисления устанавливают изменением количества и состава отводимой из узла охлаждения ПГС флегмы после 3-й ступени охлаждения 5. Для этого устанавливают температуру ПГС, выходящей из конденсатора II ступени охлаждения, 130oC путем изменения давления испаряющейся воды в межтрубном пространстве противоточного конденсатора 4 в пределах 1,2-1,5 МПа (т.е. изменяют температурный градиент между хладагентом - испаряющейся водой и охлаждающимся потоком ПГС и тем самым регулируют величину теплопереноса ΔQ ) и при достижении концентрации воды во флегме на верхней глухой тарелке колонны-приставки 3 не менее 20% открывают линию перепуска: полость глухой тарелки ---> кубовая камера холодильника-конденсатора 5. Суммарную концентрацию H2O во флегме из концевого холодильника-конденсатора 5 поддерживают ≥ 35% изменением количества флегмы, идущей по линии перепуска (регулятором расхода с коррекцией по [H2O] ) и изменением температуры ПГС после противоточного конденсатора (регулятором температуры, установленным на линии вторичного пара сепаратора 4).
При достигнутой концентрации H2O в жидкой части оксидата реактора 6,5% реакцию продолжают в непрерывном режиме до установления в продуктах окисления устойчивой стационарной концентрации м-КБА 1504 ppm. При достижении в продуктах окисления м-КБА не более 0,2% ИФК оксидат выводят из реактора I ступени в реактор II ступени, где дополнительно обрабатывают O2-газом, после чего оксидат подвергают ступенчатому охлаждению в три ступени до 60oC, при этом на первой ступени охлаждение осуществляют в атмосфере O2-газа, содержащего не более 5% O2, а на последних ступенях - в атмосфере инертного газа (азота). Выделенная из охлажденного до 60oC оксидата ИФК содержала 495 ppm [м-КБА] и имела показатель цветности 12oH. После обработки полученной ИФК уксусной кислотой при 200oC в соотношении ИФК : CH3COOH = 1 : 4 и последующего охлаждения уксуснокислого раствора ИФК до 60oC выделенный продукт удовлетворял качеству высокочистой ИФК:
[м-КБА] = 18 ppm
[м-ТК] ≅ 50 ppm
Цветность - 5oH
Потери CH3COOH за счет сгорания составили 37,9 кг/т ИФК.
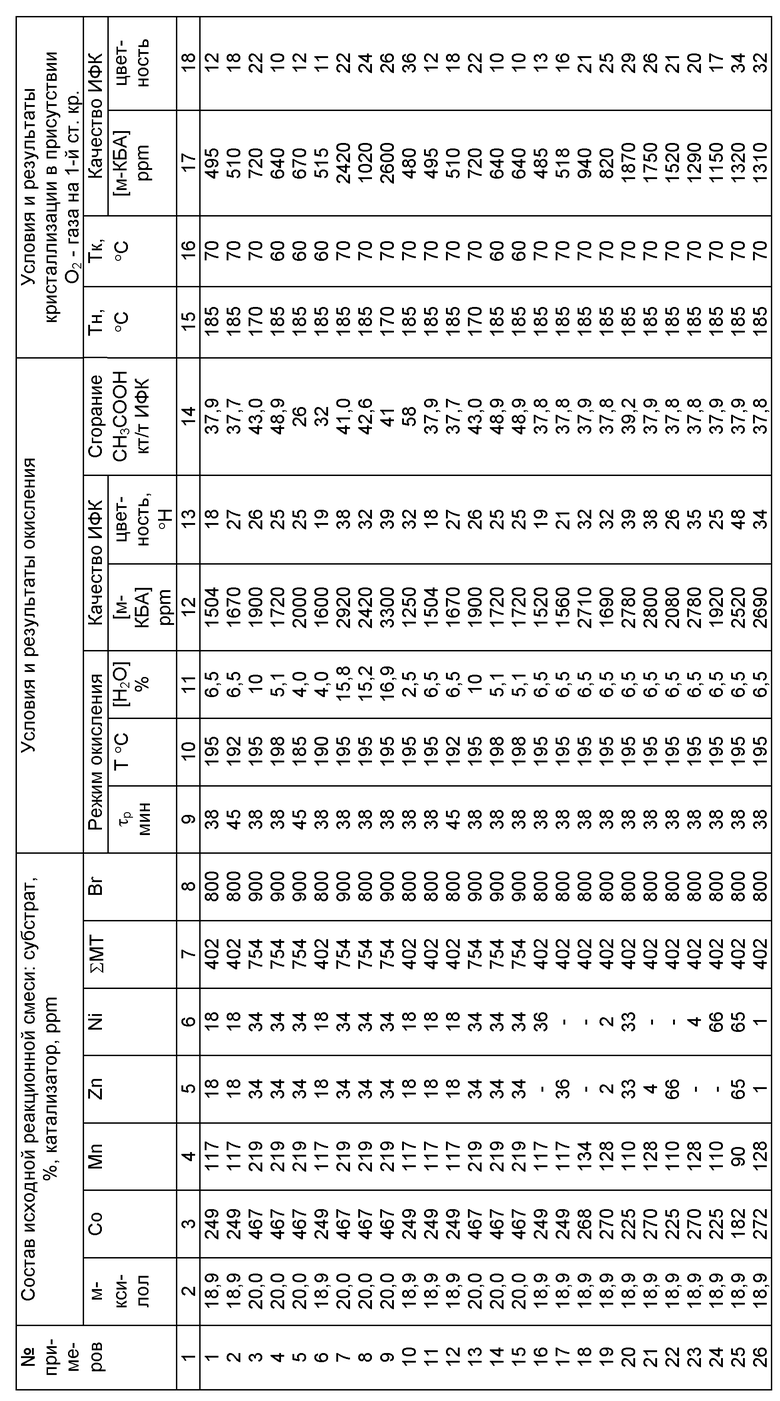
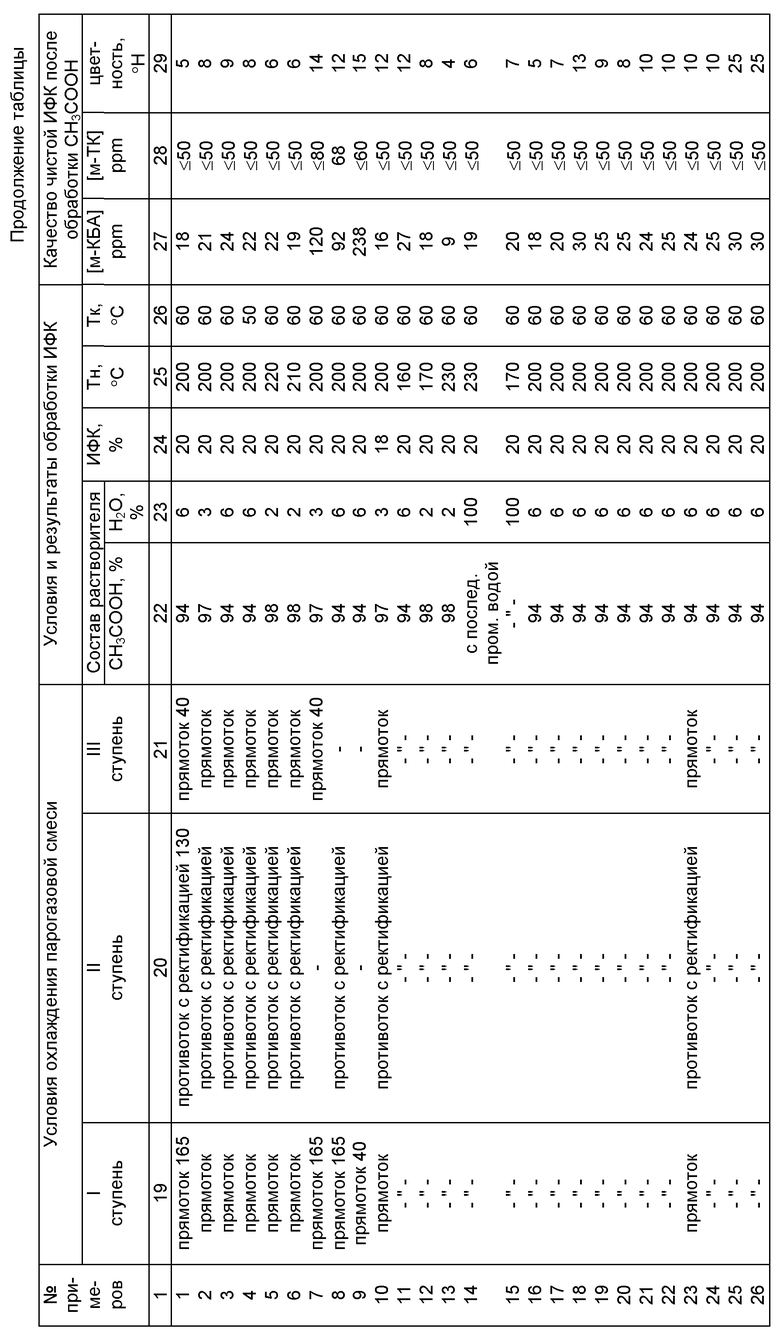
Другие параметры примера приведены в таблице.
Пример 2. Опыт проводят в условиях примера 1, с той лишь разницей, что температуру реакции окисления снизили со 195oC до 192oC, а время реакции увеличили с 38 мин до 45 минут. Результаты примера приведены в таблице.
Качество ИФК: [м-КБА] = 21 ppm
[м-ТК] ≅ 50 ppm
Цветность - 8oH
удовлетворяет требованиям высокочистого продукта.
Потери CH3COOH за счет сгорания составили 37,7 кг/т ИФК.
Пример 3. Опыт проводят в условиях примера 1, с той же лишь разницей, что концентрацию м-ксилола в ИРС увеличили с 18,9% до 20%, катализатора - в 1,87 раза, брома - в 1,125 раза. Концентрацию воды в зоне реакции повысили с 6,5 до 10%.
Результаты:
Получена ИФК, удовлетворяющая качеству высокочистого продукта: [м-КБА] = 24 ppm, м-ТК ≅ 50 ppm, цветность 9oH. Потери CH3COOH за счет сгорания составили 43,0 кг/т ИФК.
Пример 4. Опыт проводят в условиях примера 3, с той лишь разницей, что концентрацию воды в зоне окисления снижают с 10 до 5,1%, а соотношение ИФК : CH3COOH на стадии обработки - с 1 : 4 до 1 : 4,5.
Результат:
Качество продукта удовлетворяет требованиям высокочистой ИФК. Потери CH3COOH за счет сгорания повысились от 43 кг/т ИФК до 48,9 кг/т ИФК.
Пример 5. Опыт проводят в условиях примера 4, с той лишь разницей, что температуру реакции окисления снизили со 198oC до 185oC, время реакции увеличили до 45 минут, а концентрацию воды снизили до 4%. Результаты примера приведены в таблице.
Качество ИФК:
[м-КБА] = 22 ppm
[м-ТК] ≅ 50 ppm
Цветность - 6oH
Пример 6. Опыт проводят в условиях примера 1, с той лишь разницей, что температуру реакции окисления снизили со 195oC до 190oC, а концентрацию воды снизили до 4%. Результаты примера приведены в таблице.
Качество ИФК:
[м-КБА] = 19 ppm
[м-ТК] ≅ 50 ppm
Цветность - 6oH
Пример 7 (сравнительный). Опыт проводят в условиях примера 3, с той лишь разницей, что из узла охлаждения парогазовой смеси, выходящей из реактора, исключают II ступень охлаждения (3, 4).
Результат:
Концентрация H2O в зоне окисления возросла с 10% до 15,8% из-за невозможности ее отвода с помощью только 2-х ступеней и, как следствие этого, качество полученной ИФК существенно ухудшилось и не удовлетворяло требованиям высокочистого продукта:
[м-КБА] = 120 ppm
[м-ТК] ≅ 80 ppm
Цветность - 14oH
Пример 8 (сравнительный). Опыт проводят в условиях примера 3, с той лишь разницей, что из узла охлаждения ПГС, выходящей из реактора, исключают III ступень охлаждения.
Результат:
Содержание воды в зоне реакции повысилось с 10% до 15,2%. Качество ИФК не удовлетворяет требованиям высокочистого продукта.
[м-КБА] = 92 ppm
[м-ТК] ≅ 68 ppm
Цветность - 12oH
Пример 9 (сравнительный). Опыт проводят в условиях примера 3, с той лишь разницей, что из узла конденсации исключают II и III ступени охлаждения и сохраняют только I ступень охлаждения.
Результат:
Содержание воды в зоне окисления реактора повысилось с 10 до 16,9%, что в свою очередь повлекло к существенному ухудшению качества ИФК:
[м-КБА] = 238 ppm
[м-ТК] ≅ 60 ppm
Цветность - 15oH
Пример 10. Опыт проводят в условиях примера 1, с той лишь разницей, что концентрацию воды в зоне реакции окисления понизили до 2,5% и для приготовления ИРС использовали "ледяную" обезвоженную CH3COOH.
Результат:
Потери CH3COOH за счет сгорания возросли с 37,9 кг/т ИФК до 58,0 кг/т ИФК.
Качество ИФК:
[м-КБА] = 16 ppm
[м-ТК] ≅ 50 ppm
Цветность - 12oH
По показателю цветности не достигает значения (≅ 10oH), предъявляемого к высокочистой ИФК.
Пример 11. Опыт проводят в условиях примера 1, с той лишь разницей, что обработку полученной ИФК уксусной кислотой проводили при 160oC в соотношении ИФК : CH3COOH = 1 : 4. Качество полученного продукта существенно ухудшилось по всем показателям и не удовлетворяло требованиям высокочистого продукта:
[м-КБА] = 27 ppm
[м-ТК] ≅ 50 ppm
Цветность - 12oH
Пример 12. Опыт проводят в условиях примера 2, с той лишь разницей, что обработку полученной ИФК проводили уксусной кислотой при 170oC. Результаты примера приведены в таблице.
Качество ИФК: [м-КБА] = 18 ppm
[м-ТК] ≅ 50 ppm
Цветность - 8oH
удовлетворяет требованиям высокочистого продукта.
Пример 13. Опыт проводят в условиях примера 3, с той лишь разницей, что обработку полученной ИФК проводят уксусной кислотой при 230oC в соотношении ИФК : CH3COOH = 1 : 4 и последующего охлаждения уксуснокислого раствора ИФК до 60oC. Выделенный продукт удовлетворял качеству высокочистой ИФК: [м-КБА] = 9 ppm
[м-ТК] ≅ 50 ppm
Цветность - 4oH
Пример 14. Опыт проводят в условиях примера 4, с той лишь разницей, что проводится повторная обработка ИФК водой при температуре 230oC. Результаты примера приведены в таблице.
Качество ИФК: [м-КБА] = 19 ppm
[м-ТК] ≅ 50 ppm
Цветность - 6oH
удовлетворяет требованиям высокочистого продукта.
Пример 15. Опыт проводят в условиях примера 4, с той лишь разницей, что проводится повторная обработка ИФК водой при температуре 170oC. Результаты примера приведены в таблице.
Качество ИФК: [м-КБА] = 20 ppm
[м-ТК] ≅ 50 ppm
Цветность - 7oH
Пример 16. Опыт проводят в условиях примера 1, с той лишь разницей, что соль цинка заменена солью никеля в том же количестве.
Результаты примера приведены в таблице.
Качество ИФК: [м-КБА] = 18 ppm
[м-ТК] ≅ 50 ppm
Цветность - 5oH
Пример 17. Опыт проводят в условиях примера 1, с той лишь разницей, что соль никеля заменена солью цинка в том же количестве.
Результаты примера приведены в таблице.
Качество ИФК: [м-КБА] = 20 ppm
[м-ТК] ≅ 50 ppm
Цветность - 7oH
Пример 18. Опыт проводят в условиях примера 1, с той лишь разницей, что добавка солей цинка и никеля не производится. Качество полученного продукта существенно ухудшилось по всем показателям и не удовлетворяло требованиям высокочистого продукта:
[м-КБА] = 30 ppm
[м-ТК] ≅ 50 ppm
Цветность - 13oH
Пример 19. Опыт проводят в условиях примера 1, с той лишь разницей, что добавка солей никеля и цинка очень незначительная.
Результаты примера приведены в таблице.
[м-КБА] = 25 ppm
[м-ТК] ≅ 50 ppm
Цветность - 9oH
Пример 20. Опыт проводят в условиях примера 1, с той лишь разницей, что добавка солей цинка и никеля существенно увеличена.
Результаты примера приведены в таблице.
[м-КБА] = 25 ppm
[м-ТК] ≅ 50 ppm
Цветность - 8oH
Пример 21. Опыт проводят в условиях примера 1, с той лишь разницей, что в качестве добавки использована соль цинка в соотношении
Результаты примера приведены в таблице.
[м-КБА] = 24 ppm
[м-ТК] ≅ 50 ppm
Цветность - 10oH
Пример 22. Опыт проводят в условиях примера 1, с той лишь разницей, что в качестве добавки использована соль цинка в соотношении
Результаты приведены в таблице.
[м-КБА] = 25 ppm
[м-ТК] ≅ 50 ppm
Цветность - 10oH
Пример 23. Опыт проводят в условиях примера 1, с той лишь разницей, что в качестве добавок использовали соли никеля в соотношениях
Результаты приведены в таблице.
[м-КБА] = 24 ppm
[м-ТК] ≅ 50 ppm
Цветность - 10oH
Пример 24. Опыт проводят в условиях примера 1, с той лишь разницей, что в качестве добавок использовали соли никеля в соотношениях
Результаты приведены в таблице.
[м-КБА] = 25 ppm
[м-ТК] ≅ 50 ppm
Цветность - 10oH
Пример 25. Опыт проводят в условиях примера 1, с той лишь разницей, что в качестве добавок использовали соли цинка и никеля в соотношениях
Продукт не соответствует качеству высокочистого продукта.
Результаты приведены в таблице.
[м-КБА] = 30 ppm
[м-ТК] ≅ 50 ppm
Цветность - 25oH
Пример 26. Опыт проводят в условиях примера 1, с той лишь разницей, что в качестве добавок использовали соли цинка и никеля в соотношениях
Продукт не соответствует качеству высокочистого продукта. Результаты приведены в таблице.
[м-КБА] = 30 ppm
[м-ТК] ≅ 50 ppm
Цветность - 25oH
Предлагаемый способ получения изофталевой кислоты обладает следующими преимуществами по сравнению с прототипом.
1. Обеспечивает эффективный способ регулирования состава реакционной массы в зоне реакции по содержанию воды и тем самым способствует повышению превращения м-ксилола в ИФК, уменьшению скорости протекания побочных реакций, ведущих к ухудшению цветности, а также повышает эффективность массопереноса кислорода из газовой в жидкую фазу вследствие повышенной его растворимости в водно-уксусной, среде содержащей 4-10% воды.
2. Повышает качество ИФК (содержание м-КБА 0,0025%, цветность ≅ 10oH) по сравнению с прототипом: м-КБА 0,0027-0,0044%, цветность ≥ 20oH.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОЧИСТОЙ ИЗОФТАЛЕВОЙ КИСЛОТЫ | 1997 |
|
RU2137753C1 |
| СПОСОБ РЕГЕНЕРАЦИИ КАТАЛИЗАТОРА ОКИСЛЕНИЯ АЛКИЛАРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 1998 |
|
RU2155098C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОМЕРОВ ФТАЛЕВЫХ КИСЛОТ С ВЫСОКОЙ СТЕПЕНЬЮ ЧИСТОТЫ | 1993 |
|
RU2047595C1 |
| СПОСОБ ПОЛУЧЕНИЯ И ОЧИСТКИ ИЗОФТАЛЕВОЙ КИСЛОТЫ | 2010 |
|
RU2458042C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОФТАЛЕВОЙ КИСЛОТЫ С ВЫСОКОЙ СТЕПЕНЬЮ ЧИСТОТЫ | 2004 |
|
RU2266277C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОМЕРОВ БЕНЗОЛДИКАРБОНОВЫХ КИСЛОТ С ВЫСОКОЙ СТЕПЕНЬЮ ОЧИСТКИ | 1993 |
|
RU2047594C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧИСТОЙ ИЗОФТАЛЕВОЙ КИСЛОТЫ И СОПУТСТВУЮЩИХ ПРОДУКТОВ ИЗ ИЗОМЕРОВ ЦИМОЛА И ДИИЗОПРОПИЛБЕНЗОЛА | 2009 |
|
RU2415836C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЧИСТОЙ ИЗОФТАЛЕВОЙ КИСЛОТЫ И СОПУТСТВУЮЩИХ ПРОДУКТОВ ИЗ КСИЛОЛЬНЫХ ФРАКЦИЙ | 2009 |
|
RU2430911C2 |
| НЕПРЕРЫВНЫЙ СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОЧИСТОЙ ТЕРЕФТАЛЕВОЙ КИСЛОТЫ | 2003 |
|
RU2254324C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОФТАЛЕВОЙ И МУРАВЬИНОЙ КИСЛОТ ОКИСЛЕНИЕМ м-ДИИЗОПРОПИЛБЕНЗОЛА И м-ЭТИЛ-ИЗОПРОПИЛБЕНЗОЛА | 2011 |
|
RU2485091C2 |
Изобретение относится к усовершенствованному способу получения изофталевой кислоты, являющейся важнейшим мономером и полупродуктом в полимерной химии для получения химических волокон, полиэфирных пленок, лаков, красителей, пластмасс. Изобретение позволяет повысить эффективность отвода реакционной воды и улучшить качество изофталевой кислоты путем использования катализатора, дополнительно содержащего соли цинка, никеля или смесь указанных солей металлов [МТ] при соотношении [Co+Mn] : [MT] =1 : 0,01 - 0,2, а содержание воды в зоне окисления регулируют путем трехступенчатого охлаждения парогазовой смеси, выходящей из реактора, в условиях прямотока газа и сконденсировавшихся паров CH3COOH - H2O на первой и третей ступенях и противотока на второй ступени в сочетании с процессом ректификации с последующим возвратом обезвоженного потока жидкой уксусной кислоты суммарно с первой и второй ступеней охлаждения в зону окисления, выводом из процесса обводненной уксусной кислоты с третьей ступени охлаждения в соотношении, обеспечивающем концентрацию воды в зоне реакции 4 - 10%. Обработку изофталевой кислоты после доокисления примесей проводят уксусной кислотой или уксусной кислотой и водой при температуре 170 - 230oC. 1 з.п.ф-лы, 1 ил., 1 табл.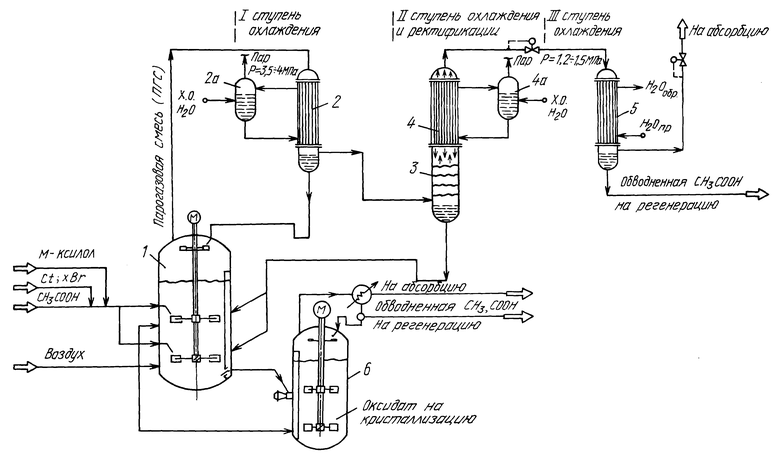
| US 5132450 A, 21.07.1992 | |||
| Способ получения изофталевой кислоты | 1974 |
|
SU614090A1 |
| Способ получения тере- или изофталевой кислоты | 1983 |
|
SU1171452A1 |
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Способ количественного определения днк-содержащих вирусов плесневых грибов | 1973 |
|
SU465100A1 |
| US 4792621 A, 20.12.1988. | |||

