Изобретение относится к области машиностроения и может использоваться при термообработке, преимущественно закалке, деталей из конструктивных и инструментальных легированных сталей с критической скоростью закалки не более 30 град/с.
Светлая или чистая закалка широко применяется в практике машиностроения. При этом в качестве атмосферы при нагреве часто применяют инертные газы аргон, реже - гелий. Более универсальным является применение этих газов одновременно и как атмосферы при нагревании, и как закалочные среды. По такой технологии в аргоне могут закаливаться довольно массивные штампы, детали пресс-форм из высоколегированных сталей, например, Х12М, 30Х13 (Л.П. Карпов. Применение инертных газов для светлой закалки легированных сталей // МиТОМ, 1968, N 8, с. 2-3) или некрупные детали из среднелегированных сталей ХВГ, Х6БФ - в гелии (МиТОМ, 1968, N 8). Сдерживающим фактором широкого применения такой закалки является низкая теплопроводность аргона (0,745 относительно воздуха), а значит и низкая скорость закалки, или высокая стоимость гелия при его большой теплопроводности (6,217 по воздуху).
Известен способ термообработки в вакууме, включающий нагрев детали до температуры аустенизации и охлаждение со скоростью выше критической в газовой среде гелия, аргона и водорода (РЖ Металлургия, N 8, 1967, реферат 8И643), который принят за прототип.
Задача изобретения: расширить возможность применения инертных газов аргона и гелия для светлой закалки стальных деталей.
Поставленная задача достигается применением смеси инертных газов аргона и гелия состава 20% гелия, остальное аргон.
Общие признаки с прототипом - применяются газы аргон и гелий. Отличительные признаки - вместо отдельных газов применяют смесь газов аргона и гелия в соотношении 20% гелия и 80% аргона.
Для реализации способа выполняют операции:
1. Подготавливают два баллона сжатого газа, один с аргоном (ГОСТ 10157-79), другой - с гелием (ТУ51-689-75) необходимого сорта по содержанию примесей кислорода и влаги.
2. Подготавливают систему подачи газов в герметичный муфель печи через ротаметры.
3. Нагревают детали с защитой от окисления для их аустенизации перед закалкой.
4. Охлаждают детали в смеси аргона и гелия, контролируя расход газов по соответствующим ротаметрам и регулируя его подачу редукторами, установленными на баллонах.
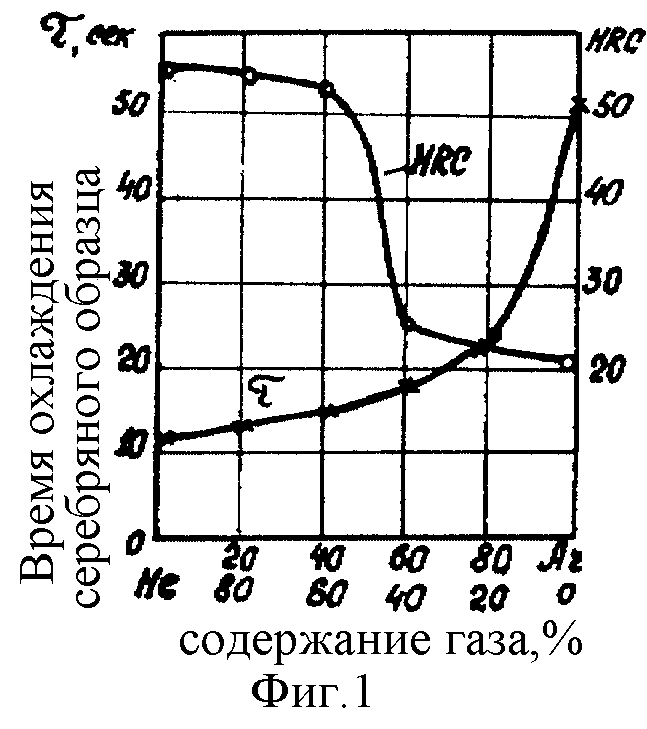
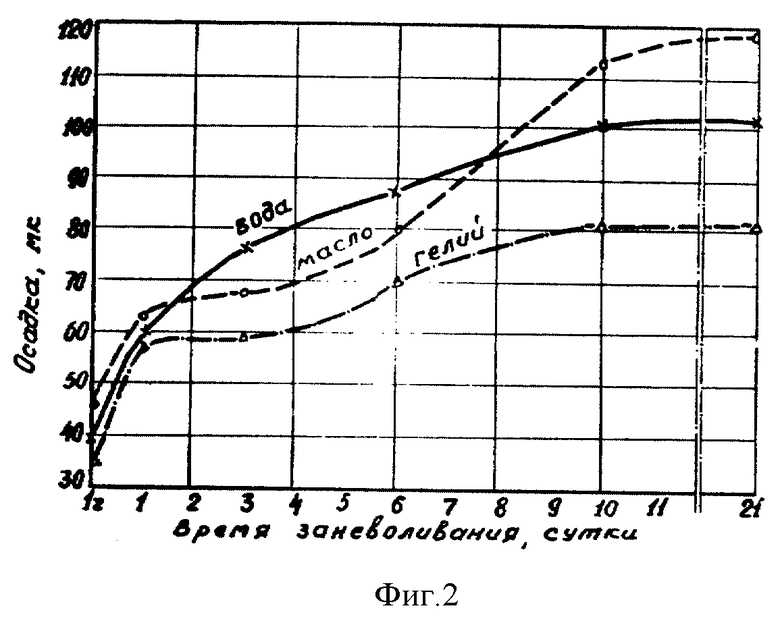
Изобретение поясняется двумя графиками: фиг. 1. Закаливающая способность смеси инертных газов аргона и гелия; фиг. 2. Остаточная деформация (осадка по высоте) в зависимости от времени заневоливания тарельчатых пружин, закаленных в различных средах: 1 - в воде; 2 - масле; 3 в гелии (газ).
Способ проверен при исследовании закаливающей способности смеси газов аргона и гелия - фиг. 1. Для этого применяли два метода: теплотехнический и металлургический. В первом случае определяли время (τ) охлаждения серебряного образца диаметром 7,3 мм и высотой 7,5 мм, продуваемого газами после нагрева на 860oC в специальном устройстве и охлаждаемого до 480oC. Время определяли по секундомеру с точностью 0,1 с, наблюдая "зайчик" осциллографа Н10, к которому подключалась термопара, горячий спай которой зачекаливался в центре образца. Во втором случае измеряли твердость тарельчатых пружин из стали 60С2А толщиной 1,1 мм и наружным диаметром 18 мм, закаленных в потоке газа после аустенизации при 860oC. Результаты (фиг. 1) показывают, что для существенного повышения охлаждающей способности смеси газов достаточно добавлять 20% гелия к аргону. При этом время охлаждения серебряного образца сокращается в 2 раза.
На тарельчатых пружинах, закаленных сжатыми газами, выявлены важные их свойства по сравнению с закаленными в масле: меньшая осадка при заневоливании (фиг. 2), повышенная стабильность по сохранению высоты и усилия при последействии, повышенная живучесть (число циклов обжатия до разрушения после закалки в масле 27600, в гелии - 29800). Это определяется меньшей напряженностью структуры таких пружин, что можно объяснить меньшим превышением скорости охлаждения при закалке в газах над критической скоростью закалки, равной для стали 60С2А 30 град/с (в 76 раз при закалке в масле и в 30 раз - газом). Относительная величина разброса знаний усилия пружин при их сжатии: после закалки в масле - 1,5, гелии - 1,0.
Технический результат реализации предлагаемого способа заключается в расширении возможностей закалки в инертных газах аргоне и гелии как технически, а также и экономически. Повышение охлаждающей способности газовой смеси добавкой гелия к аргону позволяет закаливать широкую номенклатуру деталей инструментальной оснастки и деталей конструкций. Ускоренное охлаждение смесью аргона и гелия можно применять при закалке в муфельных электропечах, вакуумных, специальных устройствах лабораторных и промышленных. Сохранение чистой поверхности закаленных деталей, малые поводки и деформации, экологически чистый процесс - это достоинства закалки газовой смесью аргон - гелий. При закалке деталей пресс-форм и штампов таким способом возможна реализация малодеформационной закалки путем применения приемов контрольной закалки и закалки с теплобуфером.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МАЛОДЕФОРМАЦИОННОЙ ЗАКАЛКИ ПОСЛЕ НИТРОЦЕМЕНТАЦИИ | 1996 |
|
RU2112811C1 |
| Способ светлой закалки деталей | 1978 |
|
SU740840A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ В ВАКУУМЕ | 2006 |
|
RU2324001C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НЕОБРАТИМОГО ВОДОРОДНОГО ОХРУПЧИВАНИЯ | 1993 |
|
RU2089623C1 |
| СПОСОБ НИТРОЦЕМЕНТАЦИИ СТАЛИ | 1994 |
|
RU2082820C1 |
| Способ изготовления деталей | 1981 |
|
SU981398A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1990 |
|
SU1812798A1 |
| СПОСОБ НИТРОЗАКАЛКИ СТАЛИ С ДВОЙНОЙ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКОЙ | 2000 |
|
RU2184796C2 |
| СПОСОБ ТЕРМООБРАБОТКИ ПЕНЬКА СТВОЛА АВТОМАТИЧЕСКОГО СТРЕЛКОВОГО ОРУЖИЯ | 2014 |
|
RU2570262C1 |
| СПОСОБ ТЕРМООБРАБОТКИ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2001 |
|
RU2178004C1 |
Изобретение относится к области машиностроения, в частности к термообработке, преимущественно закалке, деталей из конструкционных и инструментальных легированных деталей. Задача изобретения - расширить возможности применения инертных газов аргона и гелия для светлой закалки стальных деталей. Применяют смесь состава 20% гелия, остальное аргон. Технический результат - расширяются технологические возможности применения инертных газов для светлой закалки, реализуются преимущества малодеформационной закалки инструмента в муфельных печах, процесс экологически чистый и позволяет встраивать подобные термические установки в пролетах цехов по механической обработке, охлаждающая способность в 2 раза повышается, если к аргону добавлять 20% гелия. 2 ил.
Способ закалки в инертных газах, включающий аустенизацию стальных деталей, охлаждение со скоростью выше критической в газовой среде, состоящей из аргона и гелия, отличающийся тем, что охлаждение ведут в газовой среде, содержащей, %:
Гелий - 20
Аргон - Остальное
| МЕТАЛЛУРГИЯ | |||
| РЖ | |||
| Запальная свеча для двигателей | 1924 |
|
SU1967A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ СТАЛЕЙ И СПЛАВОВ | 1980 |
|
SU854030A1 |
| Способ изготовления инструмента избыСТРОРЕжущЕй СТАли | 1979 |
|
SU850684A1 |
| ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ | |||
| РЖ | |||
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
| МЕТАЛЛОВЕДЕНИЕ И ТЕРМИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ | |||
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| МЕТАЛЛОВЕДЕНИЕ И ТЕРМИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ | |||
| Электрическое сопротивление для нагревательных приборов и нагревательный элемент для этих приборов | 1922 |
|
SU1997A1 |
| Способ термической обработки изделий | 1988 |
|
SU1813104A3 |
