«.
СО
со
4 СЛ
7 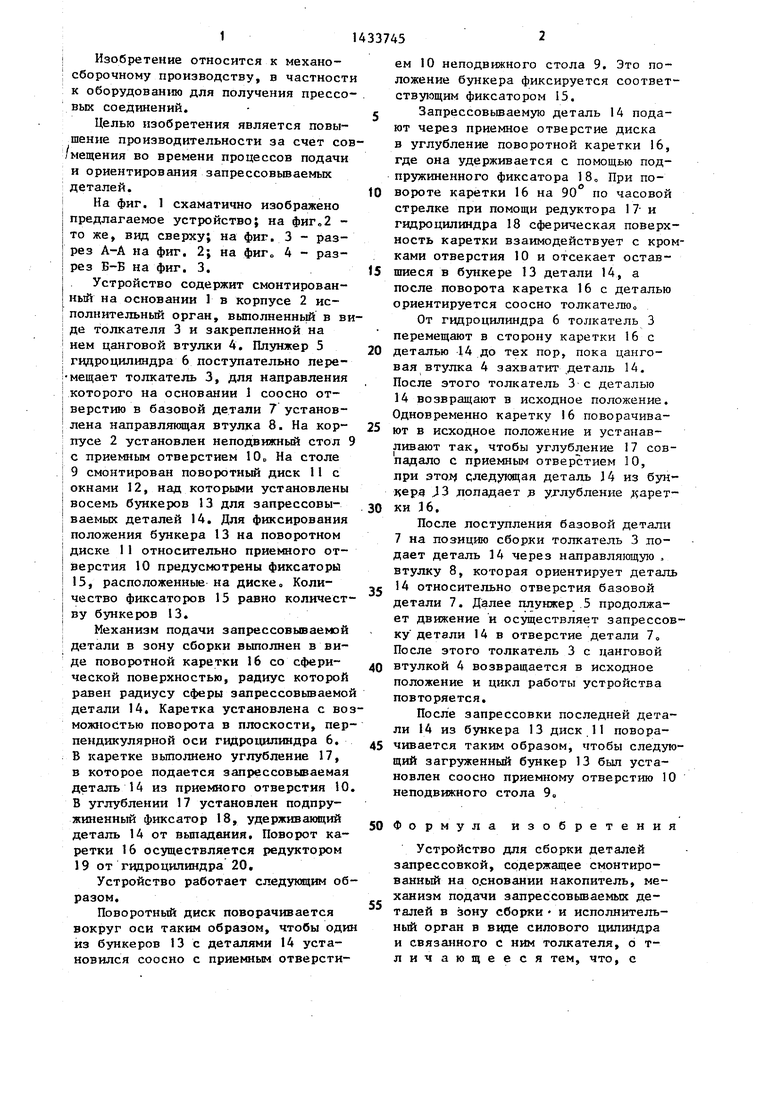
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| Устройство для запрессовки твердосплавных зубков | 1989 |
|
SU1754402A1 |
| Устройство для сборки деталей | 1973 |
|
SU471987A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| Устройство для запрессовки втулок в корпусную деталь | 1985 |
|
SU1310159A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1388256A2 |
| Многопозиционный автомат для сборки узлов | 1978 |
|
SU747685A1 |
| Устройство для групповой сборки деталей запрессовкой | 1985 |
|
SU1298035A1 |
| Устройство для запрессовки деталей типа штифтов | 1985 |
|
SU1288013A1 |
« J
фиг. J
10
15
20
25
11433745
Изобретение относится к механосборочному производству, в частности к оборудованию для получения прессовых соединений.
Целью изобретения является повышение производительности за счет сов- мещения во времени процессов подачи и ориентирования запрессовьтаемых деталей.
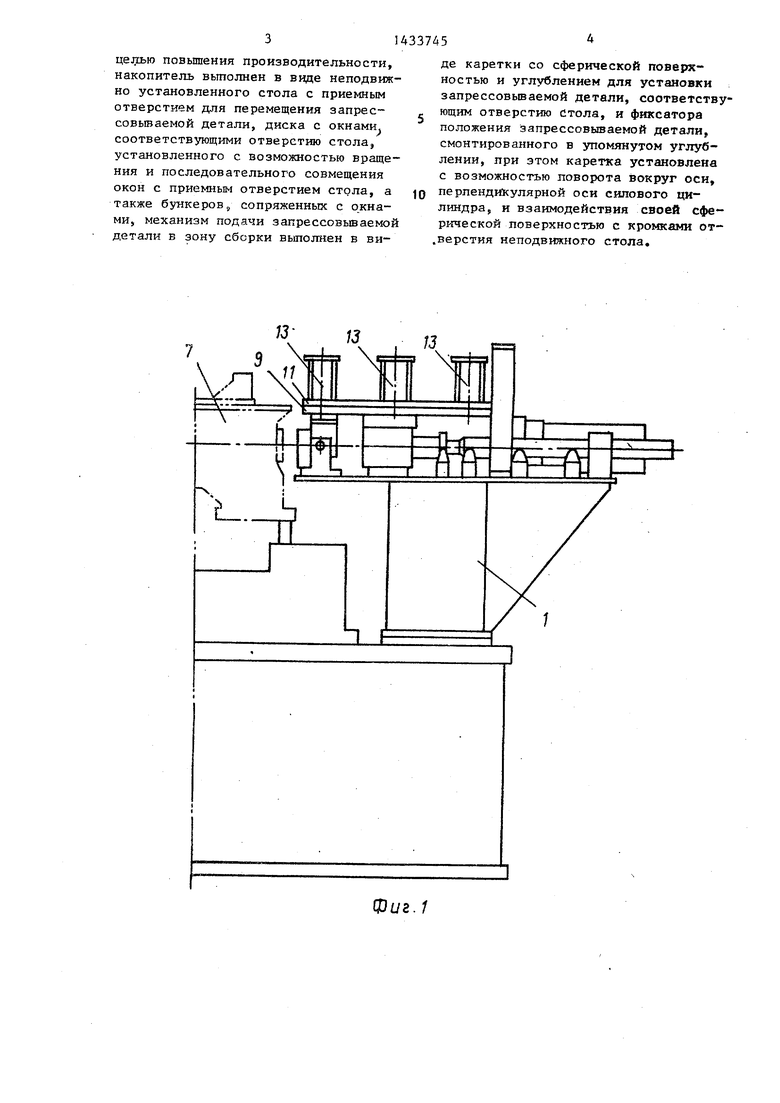
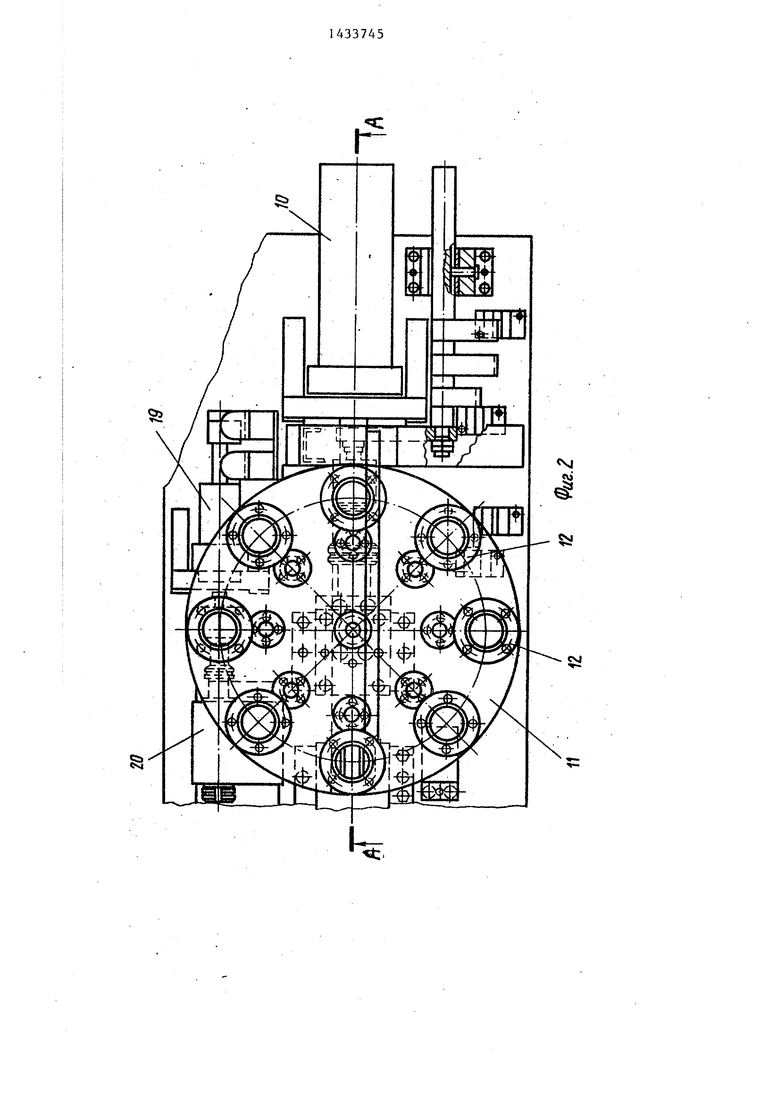
На фиг. 1 схаматично изображено предлагаемое устройство; на фиго2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 2; на фиг„ 4 - разрез Б-Б на фиг. 3.
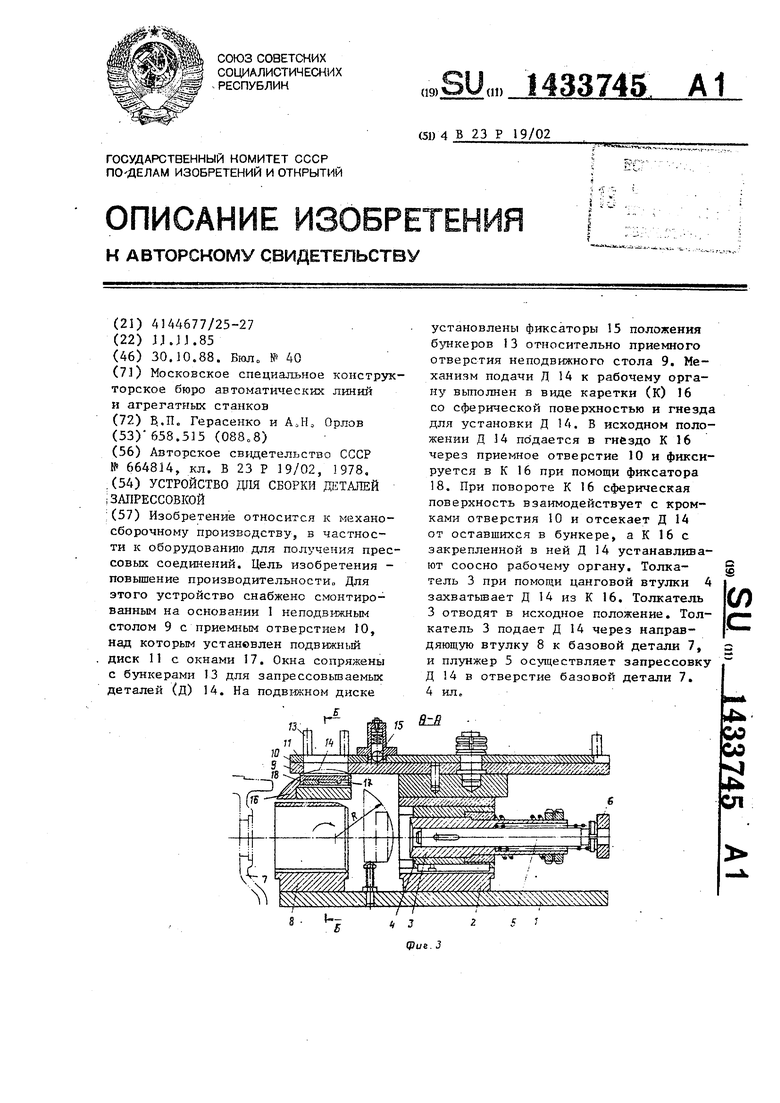
Устройство содержит смонтированный на основании 1 в корпусе 2 исполнительный орган, вьшолненньй в виде толкателя 3 и закрепленной на нем цанговой втулки 4. Плунжер 5 гидроцилиндра 6 поступательно перемещает толкатель 3, для направления которого на основании 1 соосно отверстию в базовой детали 7 установлена направляющая втулка 8. На корпусе 2 установлен неподвижный стол 9 с приемным отверстием 10„ На столе 9 смонтирован поворотный диск 11 с окнами 12, над которыми установлены восемь бункеров 13 для запрессовываемых деталей 14. Для фиксирования положения бункера 13 на поворотном диске 11 относительно приемного отверстия 10 предусмотрены фиксаторы 15, расположенные на диске о Количество фиксаторов 15 равно количеству бункеров 13.
Механизм подачи запрессовываемой детали в зону сборки выполнен в виде поворотной каретки 16 со сферической поверхностью, радиус которой равен радиусу сферы запрессовываемой детали 14. Каретка установлена с возможностью поворота в плоскости, перпендикулярной оси гидроцилиндра 6. В каретке вьтолиено углубление 17, в которое подается запрессовываемая деталь 14 из приемного отверстия 10. В углублении 17 установлен подпружиненный фиксатор 18, удерживающий деталь 14 от вьшадания. Поворот каретки 16 осуществляется редуктором 19 от гвдроцилиндра 20.
Устройство работает следующим образом.
Поворотный диск поворачивается вокруг оси таким образом, чтобы один из бункеров 13 с деталями 14 установился соосно с приемным отверсти30
35
40
55
пр во
ем ло ст
ют в гд
ст гн но ка ши по ор
пе де ва По 14 Од ют ли па пр ке ки
да вт де ет ку По вт по по
ли 45 чи щи но не
50 Ф
за в х т ны и л
0
5
0
5
0
5
0
пружиненного фиксатора 18, вороте каретки 16 на 90 по
ем 10 неподвижного стола 9. Это положение бункера фиксируется соответствующим фиксатором 15.
Запрессовываемую деталь 14 подают через приемное отверстие диска в углубление поворотной каретки 16, где она удерживается с помощью подПри почасовой
стрелке при помощи редуктора 17 и гндроцилиндра 18 сферическая поверхность каретки взаимодействует с кромками отверстия 10 и отсекает оставшиеся в 13 детали 14, а после поворота каретка 16 с деталью ориентируется соосно толкателюо
От гидроцилиндра 6 толкатель 3 перемещают в сторону каретки 16 с деталью 14 до тех пор, пока цанговая втулка 4 захватит деталь 14. После этого толкатель 3с деталью 14 возвращают в исходное положение. Одновременно каретку 16 поворачивают в исходное положение и устанавливают так, чтобы углубление 17 совпадало с приемным отверстием 10, при этом следутацая деталь J4 из бункера J3 лопадает э углубление дарет- ки 16.
После поступления базовой детали 7 на позицию сборки толкатель 3 подает деталь 14 через направляющую . втулку 8, которая ориентирует деталь 14 относительно отверстия базовой детали 7. Далее плунжер .5 продолжает движение и осуществляет запрессовку детали 14 в отверстие детали 7, После этого толкатель 3 с цанговой втулкой 4 возвращается в исходное положение и цикл работы устройства повторяется.
После запрессовки последней детали 14 из бункера 13 диск 11 повора- 5 чивается таким образом, чтобы следующий загруженный бункер 13 был установлен соосно приемному отверстию 10 неподвижного стола 9„
Формула изобретения
Устройство для сборки деталей запрессовкой, содержащее смонтированный на о.сновании накопитель, механизм подачи запрессовываемых деталей в зону сборки и исполнительный орган в ввде силового цилиндра и связанного с ним толкателя, о т- личающееся тем, что, с
целью повьппения производительности, накопитель вьтолнен в ввде неподвижно установленного стола с приемным отверстием для перемещения запрес- совьгоаемой детали, диска с окнами, соответствующими отверстию стола, установленного с возможностью вращения и последовательного совмещения окон с приемным отверстием стола, а также бункеров, сопряженных с окнами, механизм подачи запрессовьшаемой детали в зону сборки выполнен в ви
де каретки со сферической поверхностью и углублением для установки запрессовываемой детали, соответствующим отверстию стола, и фиксатора положения запрессовываемой детали, смонтированного в упомянутом углублении, при этом каретка установлена с возможностью поворота вокруг оси, перпендикулярной оси силового цилиндра, и взаимодействия своей сферической поверхностью с кромками от- .верстия неподвижного стола.
Фиг. 1
16
Фи.
