Изобретение относится к области обработки металлов давлением, в частности, может быть применено при изготовлении деталей сложного профиля типа ножей.
Известно устройство для прокатки изделий с переменным профилем (а.с. N 617143, МКИ В 21 H 7/16, опубл. в бюл. N 28, 1978 г. - аналог), содержащее станину, клеть с валками, расположенными в опорах, зубчато-реечный механизм, выполненный в виде двух пар зубчатых реек и двух пар зубчатых колес, расположенных соответственно на валах нижнего и верхнего валков, подвижную клиновидную плиту.
Недостатками аналога являются:
1) приспособление для зажима заготовки, осуществляющее ее принудительное протягивание между деформирующими элементами, приводит к проволакиванию изделия и соответственно снижает точность его геометрической формы, а также ухудшает качество изделия;
2) большое количество подвижных сопряжений механизма привода усложняет его конструкцию и снижает надежность.
Прототипом предлагаемого устройства является устройство для прокатки изделий с переменным профилем (патент RU N 2042464, МКИ В 21 H 7/16, опубл. в бюл. N 24, 1995 г.), содержащее станину, систему деформирующих валков, расположенных на валах в опорах и имеющих сменные формующие инструменты, зубчато-реечный механизм с двумя парами зубчатых колес с приводом, выполненным в виде силовых гидроцилиндров, штоки которых связаны с деформирующими валками посредством зубчатых реек, и механизм поддержки, связанный с П-образной вставкой одного из деформирующих валков.
Недостатками прототипа являются:
1) существующий механизм поддержки заготовки в момент окончания процесса деформации не обеспечивает ее ориентацию относительно формующих инструментов, что влечет за собой попадание заготовки в пространство между П-образной вставкой и упором и при обратном ходе формующих инструментов заклинивание устройства;
2) сопряжение зубчатой рейки с зубчатыми колесами механизма привода в связи с большими усилиями при деформации заготовки подвержено ускоренному изнашиванию, что обуславливает рассинхронизацию вращательного движения валков относительно друг друга и приводит к ухудшению качества готового изделия;
3) в устройстве отсутствует механизм, предотвращающий контакт концевых частей заготовки с клетью устройства, а это при вертикальном перемещении заготовки обуславливает продольный изгиб готового изделия, что соответственно требует дополнительной операции механической обработки.
Технической задачей изобретения является обеспечение надежной ориентации заготовки относительно формующих инструментов вплоть до окончания процесса деформации, и, как следствие, повышение эффективности эксплуатации устройства для прокатки при изготовлении клинков с одновременным улучшением качества готового изделия.
Задача достигается в устройстве для прокатки изделий с переменным профилем, содержащем станину, клеть с расположенными в опорах на валах деформирующими валками со сменными формующими инструментами, механизм поддержки и привод с силовыми гидроцилиндрами, штоки которых связаны с деформирующими валками, которое, согласно изобретению снабжено сегментным ограничителем, закрепленным на одном из формообразующих валков перпендикулярно оси его вращения, механизм поддержки выполнен в виде жестко соединенной со штоками силовых гидроцилиндров горизонтальной направляющей и упорной планки, подпружиненной к ней пружинами сжатия с возможностью вертикального перемещения между сменными формующими инструментами, а штоки силовых гидроцилиндров связаны с деформирующими валками двумя парами рычагов.
Наличие в предлагаемом устройстве изобретения доказывается тем, что в существующих конструкциях устройств для прокатки изделий с переменным профилем отсутствует механизм, поддерживающий и ориентирующий заготовку относительно деформирующих элементов в момент выгрузки изделия из устройства.
Оригинальность предлагаемого технического решения заключается в применении механизма поддержки, состоящего из упорной планки, служащей опорной поверхностью для прокатываемого изделия, подпружиненной к горизонтальной направляющей пружинами сжатия с возможностью вертикального перемещения упорной планки между формующими инструментами, при этом горизонтальная направляющая жестко соединяется со штоками силовых гидроцилиндров. Такое расположение механизма поддержки позволяет надежно ориентировать заготовку относительно формующих инструментов вплоть до окончания процесса ее деформации и исключить заклинивание устройства. Кроме того, конструкция горизонтальной направляющей снижает изгибающие нагрузки на штоки силовых гидроцилиндров и обеспечивает синхронность работы формующих инструментов.
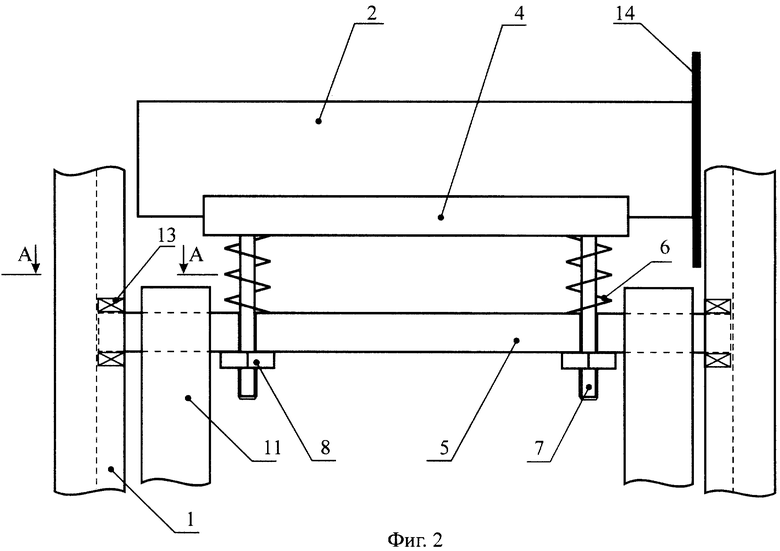
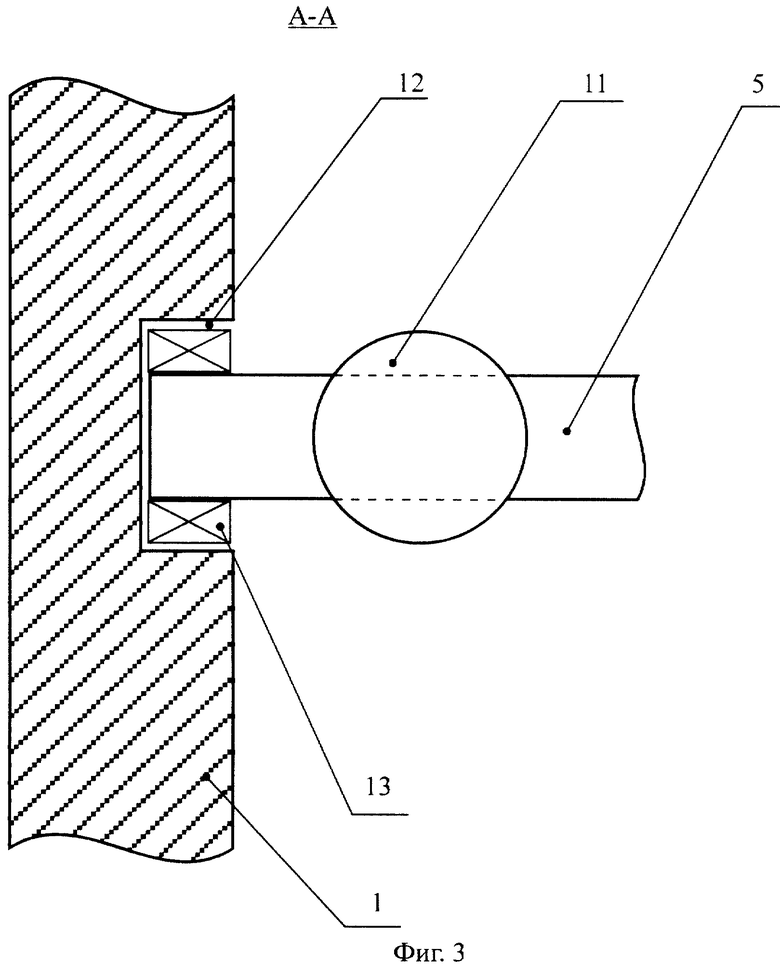
Изобретение поясняется чертежами, где на фиг. 1 показан общий вид устройства; на фиг. 2 - механизм поддержки; на фиг. 3 - разрез А-А фиг. 2.
Устройство для прокатки изделий с переменным профилем содержит станину 1, клеть с деформирующими валками 2, расположенными на валах в опорах и имеющими сменные формующие инструменты 3 (фиг. 1). Механизм поддержки заготовки состоит из упорной планки 4, подпружиненной к горизонтальной направляющей 5 пружинами сжатия 6 с возможностью ограничения ее вертикального перемещения посредством регулировочных шпилек 7 и гаек 8 (фиг. 2). Кроме того, привод состоит из двух пар рычагов 9, закрепленных на валках 2 и двух пар рычагов 10, закрепленных на штоках 11 силовых гидроцилиндров (фиг. 1). На штоках 11 силовых гидроцилиндров жестко закреплена горизонтальная направляющая 5, торцы которой установлены в вертикальных пазах 12 станины 1 на роликоподшипниках 13 (фиг. 3). Один из деформирующих валков снабжен сегментным ограничителем 14, закрепленным на конце одного из деформирующих валков 2 перпендикулярно оси его вращения (фиг. 1). Формующие инструменты 3 установлены в сквозных пазах 15, при этом образующие деформирующих валков 2 контактируют с опорной плитой 16, выполненной с возможностью плоскопараллельного перемещения относительно плоского роликоподшипника 17, а возникающие при прокатке усилия воспринимаются поверхностью разгрузочной плиты 18, установленной в пазах 19 станины и закрепленной посредством болтов 20.
С целью ориентации заготовки в течение всего процесса деформации предлагается установить между деформирующими валками упорную планку 4, подпружиненную к горизонтальной направляющей 5 пружинами сжатия 6 с возможностью вертикального перемещения упорной планки между формующими инструментами посредством регулировочных шпилек 7 и гаек 8.
Обеспечение синхронности работы формующих инструментов 3 и снижение изгибающих нагрузок на штоки 11 гидроцилиндров достигается за счет установки горизонтальной направляющей 5 в вертикальных пазах 12 станины 1 на роликоподшипниках 13.
В конце процесса прокатки заготовки происходит резкое снижение усилий деформации, что влечет за собой падение давления в гидросистеме и вызывает появление ударных нагрузок на зубчато-реечный механизм привода, тем самым обуславливая его ускоренный износ. Для повышения долговечности устройство оснащено рычажным механизмом привода, состоящим из двух пар рычагов 9, закрепленных на валках 2, и двух пар рычагов 10, закрепленных на штоках 11 силовых гидроцилиндров, так как в отличие от зубчато-реечного механизма привода предлагаемый механизм более устойчив к ударным нагрузкам.
Предотвращение изгиба заготовки в продольном направлении обеспечивается сегментным ограничителем 14, расположенным на одном из деформирующих валков 2 перпендикулярно его оси вращения.
Работает устройство следующим образом. Перед формообразованием деформирующие валки 2 (фиг. 1) с формующими инструментами 3 располагаются в регулируемом верхнем положении, обеспечивающем зазор 21 для установки заготовки различного профиля и размеров, с целью последующей ее прокатки. Предварительно нагретая заготовка до температуры пластической деформации устанавливается на торец упорной планки 4 (фиг. 2) механизма поддержки, находящегося между формующими инструментами 3 и жестко закрепленного на штоках 11 силовых гидроцилиндров. При этом заготовка одним концом упирается в сегментный ограничитель 14. Включается независимый гидропривод, после чего заполняется рабочая полость силового гидроцилиндра, шток 11 которого связан с рычагом 10, шарнирно соединенным с рычагом 9, который, в свою очередь, жестко закреплен на формующем валке 2 (фиг. 1). Штоки 11 гидроцилиндров, опускаясь в нижнее положение, придают вращательное движение деформирующим валкам 2, и, тем самым, начинается процесс прокатывания изделия. В процессе формообразования заготовка пластически деформируется, увеличивается по длине и упирается одной стороной в сегментный ограничитель 14.
Равномерность деформации заготовки в продольном направлении обеспечивается механизмом поддержки (фиг. 2), находящимся между формующими инструментами 3, и закрепленным на штоках 11 гидроцилиндров. В процессе вращения валков 2 механизм поддержки синхронно опускается вместе со штоками 11 гидроцилиндров. Для получения изделий различной формы изменяется взаимное расположение упорной планки 4 относительно горизонтальной направляющей 5 посредством шпилек 7 и пружин сжатия 6. Предотвращение зацепления концов заготовки в результате ее продольного удлинения за стенки неподвижной станины обеспечивает сегментный ограничитель 14, закрепленный на деформирующем валке 2 перпендикулярно его оси вращения.
После окончания деформации изделие падает в тару, а шток 11 силового гидроцилиндра и формующие инструменты 3 продолжают движение в крайне нижнее положение до соприкосновения с конечным выключателем, при срабатывании которого они возвращаются в исходное положение.
С помощью предлагаемого устройства, например, возможно изготавливать клинки ножей обвалочных типа Я2-НО-12.
Использование изобретения позволяет достичь следующих результатов:
1) предотвращения заклинивания устройства в момент окончания процесса деформации за счет более точной ориентации заготовки относительно формующих инструментов специальным механизмом поддержки с упорной планкой, перемещающейся между формующими инструментами в вертикальной плоскости;
2) улучшения качества готового изделия за счет исключения продольного изгиба прокатываемой заготовки и минимизации ее последующей механической обработки;
3) повышения надежности устройства из-за увеличения долговечности привода.
Реализация предлагаемого изобретения позволяет значительно повысить эффективность эксплуатации установки для прокатки изделий с переменным профилем, улучшив при этом качество готового изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| НОЖ КУТТЕРА | 1999 |
|
RU2157734C1 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1998 |
|
RU2136471C1 |
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ ПРОФИЛЕМ | 1992 |
|
RU2042464C1 |
| ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В ДЕТАЛЯХ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1999 |
|
RU2165324C2 |
| Устройство для восстановления зубчатых колес с внутренними зубьями | 1988 |
|
SU1641495A1 |
| Устройство для обработки пера лопаток | 1979 |
|
SU863111A1 |
| ФОН! ЗНШЕРТОВ | 1973 |
|
SU406611A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ИНСТРУМЕНТОВ | 1995 |
|
RU2087238C1 |
| Стан поперечно-клиновой прокатки изделий типа ступенчатых валов | 1988 |
|
SU1574338A1 |
| Рабочая клеть прокатного стана | 1980 |
|
SU965575A1 |
Изобретение относится к обработке металлов давлением, в частности, может быть применено при изготовлении деталей сложного профиля типа ножей. Устройство для прокатки изделий с переменным профилем содержит станину, клеть с деформирующими валками, расположенными на валах в опорах и имеющими сменные формующие инструменты. Механизм поддержки заготовки состоит из упорной планки, подпружиненной к горизонтальной направляющей пружинами сжатия с возможностью ограничения ее вертикального перемещения посредством регулировочных шпилек и гаек. Кроме того, привод состоит из двух пар рычагов, закрепленных на валках, и двух пар рычагов, закрепленных на штоках силовых гидроцилиндров. На штоках силовых гидроцилиндров жестко закреплена горизонтальная направляющая, торцы которой установлены в вертикальных пазах станины на роликоподшипниках. Один из деформирующих валков снабжен сегментным ограничителем, закрепленным на конце одного из деформирующих валков перпендикулярно оси его вращения. Изобретение позволяет значительно повысить эффективность эксплуатации устройства для прокатки изделий с переменным профилем, улучшив при этом качество готового изделия за счет обеспечения надежной ориентации заготовки относительно формующих элементов. 3 ил.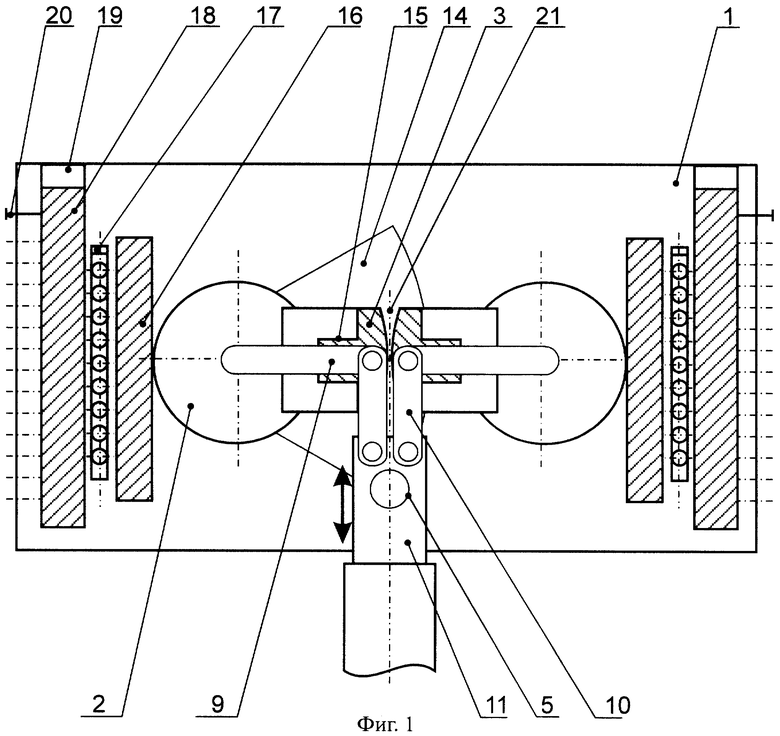
Устройство для прокатки изделий с переменным профилем, содержащее станину, клеть с расположенными в опорах на валах деформирующими валками со сменными формующими инструментами, механизм поддержки и привод с силовыми гидроцилиндрами, штоки которых связаны с деформирующими валками, отличающееся тем, что оно снабжено сегментным ограничителем, закрепленным на одном из формообразующих валков перпендикулярно оси его вращения, механизм поддержки выполнен в виде жестко соединенной со штоками силовых гидроцилиндров горизонтальной направляющей и упорной планки, подпружиненной к ней пружинами сжатия с возможностью вертикального перемещения между сменными формующими инструментами, а штоки силовых гидроцилиндров связаны с деформирующими валками двумя парами рычагов.
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ ПРОФИЛЕМ | 1992 |
|
RU2042464C1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2115503C1 |
| 63/25-2711.09.78"Устройство для образования утолщений на полосе"казанс | 1978 |
|
SU770630A1 |
| DE 3127393 А1, 22.04.1982 | |||
| Плавкий предохранитель | 1986 |
|
SU1370680A1 |
