Изобретение относится к способам изготовления оборудования для гальванохимической обработки, в частности, ванн для промывки деталей в холодной воде погружным и(или) комбинированным методом, и может быть использовано при изготовлении ванн промывки деталей как для автоматических, так и механизированных линий гальванохимической обработки и очистки поверхности деталей, размещаемых как на подвесках, так и в перфорированных корзинах и барабанах.
Широко известны способы изготовления ванн для промывки деталей в холодной воде погружным и(или) комбинированным методом, включающие формирование с помощью сварки или литьем технологического резервуара прямоугольной формы, состоящего из днища, торцевых стенок и боковых стенок, с размещением вдоль верхней части одной из последних сливного кармана, и размещение в верхней части резервуара подводящего промывную воду трубопровода и(или) распределительных коллекторов с элементами формирования струй промывной воды, располагаемыми внутри резервуара по его боковым стенкам [1].
Недостатками известных способов является несовершенство конструкции ванны и, как следствие, "непроизводительное" загрязнение ее промывной воды каплями электролита (раствора), стекающими с деталей, перемещаемых над ванной, и связанный с этим нерациональный расход промывной свежей воды, используемой для поддержания концентрации основного отмываемого компонента на требуемом по технологии уровне.
Кроме того, известный способ имеет сравнительно ограниченные возможности в части унификации конструкторско-технологических решений, связанных с размещением в ванне или над ней необходимых трубопроводов с запорно-регулирующей арматурой, что приводит к снижению его функционально-технологических возможностей.
Еще одним недостатком известного способа является сравнительно высокая вероятность попадания брызг "загрязненной" основным отмываемым компонентом воды вне габаритов ванны, что ухудшает условия труда обслуживающего персонала и увеличивает непроизводительный расход промывной воды и электролита.
Наиболее близким к заявляемому по технической сущности и достигаемому результату известным решением, выбранным в качестве прототипа, является способ изготовления ванны, в частности, промывки деталей в воде, включающий формирование, с помощью сварки или литьем, технологического резервуара прямоугольной формы, состоящего из днища, переливного отверстия или кармана, боковых и торцевых стенок, в том числе и с горизонтальными бортами последних, и сочленяемого с ним вспомогательного модуля, состоящего из соединенных между собой верхнего и нижнего фланцев посредством частично или полностью сплошных боковых и торцевых перегородок по внутренним размерам окон фланцев, совпадающим с размерами зоны обработки в резервуаре, причем нижний фланец вспомогательного модуля выполняют с направляющими для дополнительной фиксации при сочленении вспомогательного модуля с технологическим резервуаром [2].
Недостатками известного способа, выбранного в качестве прототипа, являются его сравнительно ограниченные функционально-технологические возможности, делающие затруднительными или даже невозможными операции монтажа распределительных коллекторов с элементами формирования струй во внутреннем объеме корпуса ванны, что может быть необходимым условием реализации, например, ванны комбинированной промывки деталей холодной водой.
Другим недостатком известного способа являются отсутствие возможности улавливания стекающих с поверхности перемещаемых над ванной деталей капель электролита (раствора) процессной ванны, что приводит к чрезмерному загрязнению как поверхности верхнего фланца, так и к "непроизводительному" загрязнению воды в самой промывной ванне, а также к разбавлению электролита (раствора) последующей процессной ванны, либо к появлению значительного количества брызг промывной воды на поверхности верхнего фланца.
Кроме того, известный способ не учитывает широкого спектра задач, возникающих при его реализации в конкретном гальваническом производстве и связанных с расширением видов обрабатывающей среды, необходимостью очистки (промывки) электродов процессных электролитических ванн и т.п.
Новый технический результат заключается в расширении функционально-технологических возможностей способа, повышении эффективности операций промывки и улучшении условий эксплуатации ванны и труда обслуживающего персонала.
Новый технический результат достигается тем, что в известном способе изготовления ванны промывки деталей в холодной воде, заключающемся в формировании с помощью сварки или литьем технологического резервуара прямоугольной формы, состоящего из днища, устройства для слива воды, торцевых и боковых стенок, в том числе и с горизонтальными бортами последних, и сочленяемого с ним вспомогательного модуля, состоящего из верхнего фланца с размерами окна, совпадающими с размерами зоны обработки в технологическом резервуаре, и сопрягаемых с ним, жестко соединенных между собой, сплошных боковых и торцевых перегородок, согласно изобретению технологический резервуар формируют с переливным карманом, выполняемым в виде сплошной перегородки, жестко соединяющей торцевые стенки резервуара и размещаемой вдоль его боковой стенки, ближайшей, по отношению к направлению перемещения подвергаемых промывке деталей, и с располагаемой перпендикулярно над переливным карманом направляющей, разъемно закрепляемой на внутренней поверхности или в пазах боковых стенок технологического резервуара и оснащенной, с одной стороны, устройствами для фиксации трубопровода в горизонтальном положении, а верхние кромки противолежащей им торцевой стенки технологического резервуара и нижние кромки торцевой перегородки сочленяемого с ним вспомогательного модуля выполняют со сквозными пазами соответствующего профиля, соответственно, для установки и фиксации в них соответствующих участков распределительного коллектора, выполняемого, по крайней мере,  образным, вертикальные участки которого используют для установки на них или реализации в их конструкции элементов формирования струй обрабатывающей среды, а горизонтальный участок распределительного коллектора устанавливают в устройства для фиксации трубопровода, расположенные на боковой поверхности соответствующей направляющей, сопрягаемой при сочленении с торцевой поверхностью второй торцевой перегородки вспомогательного модуля, боковые перегородки которого выполняют с расположенными с их внутренней стороны направляющими, по которым в процессе сочленения производят сопряжение торцевых поверхностей боковых стенок технологического резервуара с торцевыми поверхностями боковых перегородок вспомогательного модуля, оснащаемого жестко соединенным с торцевыми перегородками последнего экранирующим брызги обрабатывающей среды элементом, выполненным в виде дополнительной сплошной боковой перегородкой, которую располагают внутри вспомогательного модуля, над переливным карманом технологического модуля, за элементами формирования струй обрабатывающей среды соответствующего вертикального участка
образным, вертикальные участки которого используют для установки на них или реализации в их конструкции элементов формирования струй обрабатывающей среды, а горизонтальный участок распределительного коллектора устанавливают в устройства для фиксации трубопровода, расположенные на боковой поверхности соответствующей направляющей, сопрягаемой при сочленении с торцевой поверхностью второй торцевой перегородки вспомогательного модуля, боковые перегородки которого выполняют с расположенными с их внутренней стороны направляющими, по которым в процессе сочленения производят сопряжение торцевых поверхностей боковых стенок технологического резервуара с торцевыми поверхностями боковых перегородок вспомогательного модуля, оснащаемого жестко соединенным с торцевыми перегородками последнего экранирующим брызги обрабатывающей среды элементом, выполненным в виде дополнительной сплошной боковой перегородкой, которую располагают внутри вспомогательного модуля, над переливным карманом технологического модуля, за элементами формирования струй обрабатывающей среды соответствующего вертикального участка  образного распределительного коллектора и на расстоянии, большем или равном ширине переливного кармана, а сочленяемый с торцевыми поверхностями боковых и торцевых перегородок вспомогательного модуля верхний фланец формируют с дополнительным окном, выполняемым над переливным карманом технологического резервуара и с расположенными на его нижней поверхности, по крайней мере, вдоль его боковых сторон на расстоянии от их краев, равном толщине боковой перегородки вспомогательного модуля, направляющими, служащими для фиксации верхнего фланца со вспомогательным модулем, при этом на поверхности верхнего фланца размещают, располагаемые с двух сторон от его окна устройства для улавливания стекающей с поверхности переносимых над ванной деталей жидкости, выполняемые в виде замкнутых с торцевых сторон козырьков, реализуемых с уклонами в сторону дополнительного окна верхнего фланца, и в виде оснащенного с торцевых сторон бортиками козырька, выполненного с уклоном в сторону окна верхнего фланца, соответственно, сочленяемых через посредство жестко соединенных с ними направляющих с соответствующими участками поверхности верхнего фланца, оснащенной элементами для фиксации направляющих козырьков.
образного распределительного коллектора и на расстоянии, большем или равном ширине переливного кармана, а сочленяемый с торцевыми поверхностями боковых и торцевых перегородок вспомогательного модуля верхний фланец формируют с дополнительным окном, выполняемым над переливным карманом технологического резервуара и с расположенными на его нижней поверхности, по крайней мере, вдоль его боковых сторон на расстоянии от их краев, равном толщине боковой перегородки вспомогательного модуля, направляющими, служащими для фиксации верхнего фланца со вспомогательным модулем, при этом на поверхности верхнего фланца размещают, располагаемые с двух сторон от его окна устройства для улавливания стекающей с поверхности переносимых над ванной деталей жидкости, выполняемые в виде замкнутых с торцевых сторон козырьков, реализуемых с уклонами в сторону дополнительного окна верхнего фланца, и в виде оснащенного с торцевых сторон бортиками козырька, выполненного с уклоном в сторону окна верхнего фланца, соответственно, сочленяемых через посредство жестко соединенных с ними направляющих с соответствующими участками поверхности верхнего фланца, оснащенной элементами для фиксации направляющих козырьков.
При этом располагаемую перпендикулярно над переливным карманом направляющую, оснащенную с одной своей боковой стороны устройствами для фиксации горизонтального участка  образного распределительного коллектора, выполняют в виде элемента с
образного распределительного коллектора, выполняют в виде элемента с  образным профилем, горизонтальный участок которого располагают в направлении второй, не оснащенной сквозными пазами для размещения в них соответствующих участков распределительных коллекторов, торцевой стенки технологического резервуара, а сформированный таким образом участок технологического резервуара используют для размещения необходимого вспомогательного оборудования: трубопроводов, барботера, распределительных коллекторов с элементами для сдува загрязнений с поверхности зеркала ванны и т. п. , причем вспомогательное оборудование размещают через соответствующие отверстия, которые формируют в крышке, оснащенной направляющими, по которым производят сочленение крышки с торцевыми поверхностями торцевой стенки и участков боковых стенок технологического резервуара, а также с верхней поверхностью соответствующего горизонтального участка элемента с
образным профилем, горизонтальный участок которого располагают в направлении второй, не оснащенной сквозными пазами для размещения в них соответствующих участков распределительных коллекторов, торцевой стенки технологического резервуара, а сформированный таким образом участок технологического резервуара используют для размещения необходимого вспомогательного оборудования: трубопроводов, барботера, распределительных коллекторов с элементами для сдува загрязнений с поверхности зеркала ванны и т. п. , причем вспомогательное оборудование размещают через соответствующие отверстия, которые формируют в крышке, оснащенной направляющими, по которым производят сочленение крышки с торцевыми поверхностями торцевой стенки и участков боковых стенок технологического резервуара, а также с верхней поверхностью соответствующего горизонтального участка элемента с  образным профилем.
образным профилем.
Устройства для улавливания стекающей с поверхности переносимых над ванной деталей жидкости, по крайней мере, выполняемые в виде замкнутых с торцевых сторон козырьков, реализованных с уклонами в сторону дополнительного окна верхнего фланца, оснащают распределительными коллекторами с элементами для подачи моющей жидкости (например, промывной воды) на внутреннюю поверхность козырьков.
А на торцевых участках поверхности верхнего фланца, напротив окна последнего, устанавливают дополнительно ловители для размещения в них электропроводных штанг с электродами, используемыми в ванне электролитической обработки, предшествующей промывной.
А переливной карман и ближайшую к нему боковую стеку технологического резервуара формируют в виде элемента c  образным профилем, получаемым литьем или формованием в том числе и предварительно нагретого материала, в частности полипропилена, винипласта или оргстекла.
образным профилем, получаемым литьем или формованием в том числе и предварительно нагретого материала, в частности полипропилена, винипласта или оргстекла.
Сравнение заявляемого технического решения с прототипом позволило установить его соответствие критерию "новизна".
Изучение других известных технических решений в данной области техники показало, что известен способ изготовления ванны промывки деталей в холодной воде, включающий формирование с помощью сварки технологического резервуара прямоугольной формы, состоящего из днища, устройства для слива воды, торцевых и боковых стенок с горизонтальными бортами и переливного кармана, выполняемого в виде сплошной перегородки, жестко соединенной с торцевыми стенками резервуара и размещаемой вдоль дальней, по отношению к направлению перемещения подвергаемых промывке деталей, его боковой стенки, и оснащение резервуара распределительными коллекторами с элементами формирования струй промывной воды, устанавливаемыми на горизонтальных бортах технологического резервуара [3].
Однако его использование не позволяет достичь поставленную в заявленном решении цель, поскольку:
- не исключает "непроизводительное" загрязнение промывной воды ванны промывки каплями электролита (раствора), стекающими с перемещаемых над ванной деталей;
- весьма велика вероятность попадания значительного количества брызг "загрязненной" основным отмываемым компонентом воды, при проведении операций струйной промывки, вне габаритов ванны;
- не позволяет обеспечивать возможность управления сливом стоков промывной воды с различной концентрацией основного отмываемого компонента и отсутствуют дополнительные возможности, в частности, по размещению электродных штанг с электродами, используемыми в ванне электролитической обработки.
Это позволяет сделать вывод о соответствии заявляемого технического решения критерию "существенные отличия".
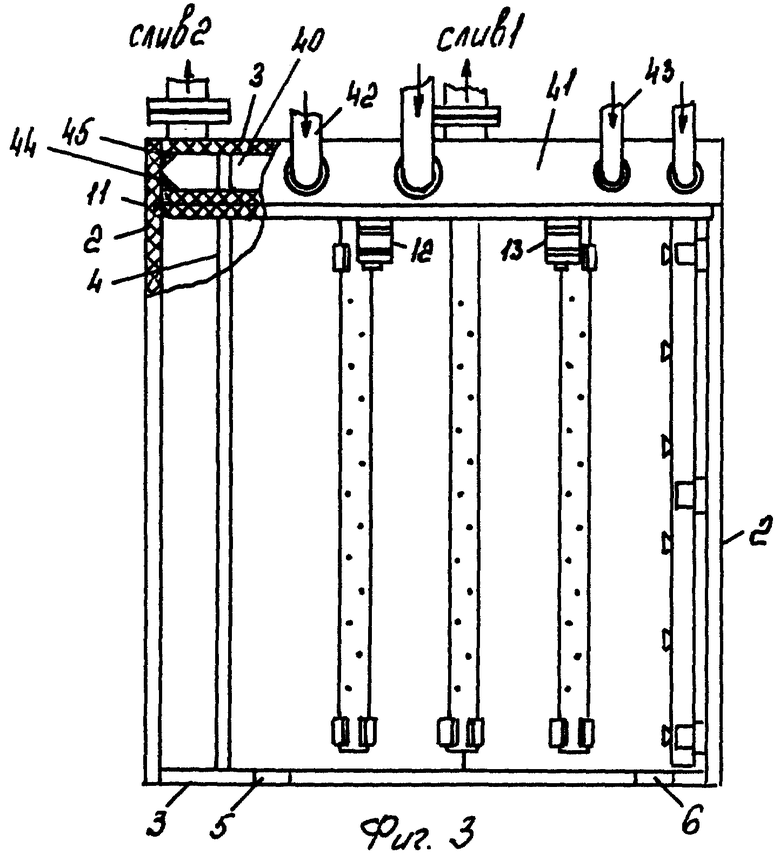
На фиг. 1 представлена ванна промывки деталей в холодной воде, вид с торцевой стороны, разрез.
На фиг. 2 представлена ванна промывки деталей в холодной воде, вид сверху.
На фиг. 3 представлена ванна промывки деталей в холодной воде, вид сверху со снятыми вспомогательным модулем и распределительными коллекторами и с локальным вырезом.
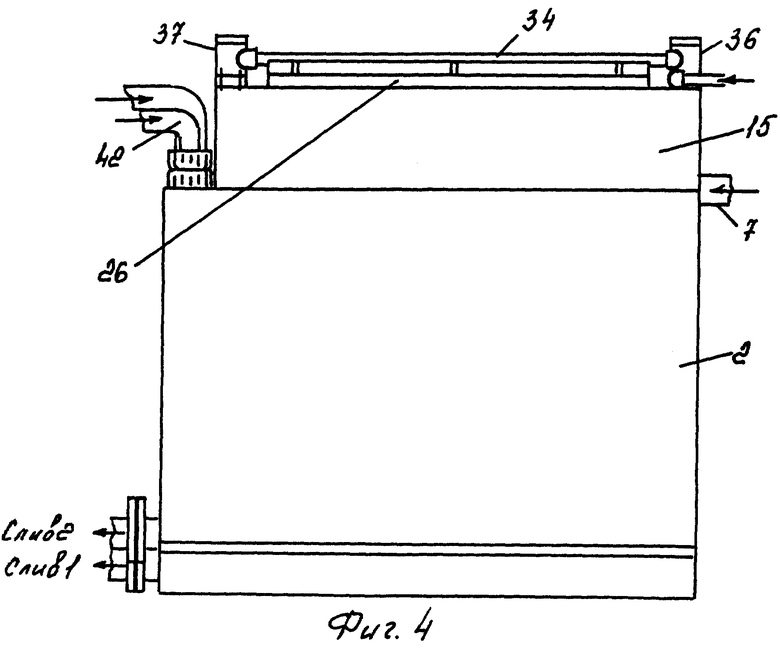
На фиг. 4 представлена ванна промывки деталей в холодной воде, вид сбоку.
В процессе реализации заявляемого способа технологический резервуар формируют одним из известных методов (например, сваркой, с использованием операций фрезерования) из днища 1 (сформированного ранее, например, методом формования предварительно нагретого листа из полипропилена или винипласта), боковых стенок 2, торцевых стенок 3 и переливного кармана, выполняемого в виде сплошной перегородки 4, жестко соединяемой (например, сваркой) с торцевыми стенками 3 технологического резервуара.
При этом в верхней кромке одной из торцевых стенок 3 технологического резервуара ранее сформированы (например, фрезерованием) сквозные пазы 5, 6 соответствующего профиля (см. фиг. 3) для размещения в них соответствующих вертикальных участков 7 и 8  образного распределительного коллектора с установленными на них (в данном случае) элементами формирования струй (ЭФС) 9 и 10 обрабатывающей среды. А в боковых стенках 2, напротив торцевой стенки 3 с пазами 5, 6, по соответствующему размеру сочленяемого с технологическим резервуаром вспомогательного модуля, ранее сформированы пазы (в данном случае) соответствующего профиля (см. фиг. 3), в которых производят размещение, располагаемой перпендикулярно над переливным карманом направляющей 11, оснащенной со стороны, противолежащей торцевой стенке 3 с пазами 5, 6, устройствами 12, 13 для фиксации горизонтального участка 14
образного распределительного коллектора с установленными на них (в данном случае) элементами формирования струй (ЭФС) 9 и 10 обрабатывающей среды. А в боковых стенках 2, напротив торцевой стенки 3 с пазами 5, 6, по соответствующему размеру сочленяемого с технологическим резервуаром вспомогательного модуля, ранее сформированы пазы (в данном случае) соответствующего профиля (см. фиг. 3), в которых производят размещение, располагаемой перпендикулярно над переливным карманом направляющей 11, оснащенной со стороны, противолежащей торцевой стенке 3 с пазами 5, 6, устройствами 12, 13 для фиксации горизонтального участка 14  образного распределительного коллектора.
образного распределительного коллектора.
Причем, направляющую 11 выполняют в виде элемента с  образным профилем (см. фиг. 3), горизонтальный участок которого располагают в направлении второй не оснащенной сквозными пазами 5, 6 торцевой стенки 3 технологического резервуара, а размещение направляющей 11 производят, например, после установки в ванне необходимого вспомогательного оборудования: барботера и распределительного коллектора для сдува загрязнений с поверхности зеркала ванны (не обозначенные на фиг. 1 - 3), если таковое используется.
образным профилем (см. фиг. 3), горизонтальный участок которого располагают в направлении второй не оснащенной сквозными пазами 5, 6 торцевой стенки 3 технологического резервуара, а размещение направляющей 11 производят, например, после установки в ванне необходимого вспомогательного оборудования: барботера и распределительного коллектора для сдува загрязнений с поверхности зеркала ванны (не обозначенные на фиг. 1 - 3), если таковое используется.
После этого производят установку вертикальных участков  образного распределительного коллектора в пазы 5 и 6 и фиксацию его горизонтального участка на боковой поверхности направляющей 11 с помощью жестко соединенных с ней устройств 12 и 13.
образного распределительного коллектора в пазы 5 и 6 и фиксацию его горизонтального участка на боковой поверхности направляющей 11 с помощью жестко соединенных с ней устройств 12 и 13.
Далее производят формирование (например, сваркой, с использованием операций фрезерования) вспомогательного модуля, включающее:
- жесткое соединение сплошных боковых 15, 16 и торцевых 17 перегородок, а также размещаемого над переливным карманом за элементами 9 вертикального участка 7  образного распределительного коллектора и жестко соединенного с торцевыми 17 перегородками экранирующего брызги обрабатывающей среды элемента, выполненного в виде дополнительной сплошной боковой перегородки 18. Причем, боковые перегородки 15, 16 выполняют с расположенными с их внутренней стороны направляющими 19, 20, по которым производят сочленение торцевых поверхностей боковых стенок 2 технологического резервуара с торцевыми поверхностями боковых перегородок 15, 16 вспомогательного модуля, а нижние кромки торцевой перегородки 17 выполняют со сквозными пазами соответствующего профиля (на фиг. 1 - 4 не показаны) для фиксации вертикальных участков 7, 8
образного распределительного коллектора и жестко соединенного с торцевыми 17 перегородками экранирующего брызги обрабатывающей среды элемента, выполненного в виде дополнительной сплошной боковой перегородки 18. Причем, боковые перегородки 15, 16 выполняют с расположенными с их внутренней стороны направляющими 19, 20, по которым производят сочленение торцевых поверхностей боковых стенок 2 технологического резервуара с торцевыми поверхностями боковых перегородок 15, 16 вспомогательного модуля, а нижние кромки торцевой перегородки 17 выполняют со сквозными пазами соответствующего профиля (на фиг. 1 - 4 не показаны) для фиксации вертикальных участков 7, 8  образного коллектора, расположенных в пазах 5, 6 сочленяемой с ней торцевой поверхности соответствующей торцевой стенки 3 технологического резервуара;
образного коллектора, расположенных в пазах 5, 6 сочленяемой с ней торцевой поверхности соответствующей торцевой стенки 3 технологического резервуара;
- формирование верхнего фланца 21 с окном 22, размеры которого совпадают с размерами зоны обработки в технологическом резервуаре, с дополнительным окном 23, с расположенными на нижней поверхности верхнего фланца 21, по крайней мере, вдоль его боковых сторон направляющих 24, 25, а на верхней поверхности фланца 21 - элементов 26, 27 и 28, 29 для фиксации направляющих устройств для улавливания стекающей с поверхности переносимых над ванной деталей жидкости.
После этого последовательно производят:
- сочленение торцевых поверхностей жестко соединенных между собой сплошных боковых 15, 16 и торцевых 17 перегородок, соответственно, с торцевыми поверхностями боковых стенок 2 и торцевых стенок 3 технологического резервуара с помощью направляющих 19, 20;
- сочленение соответствующих участков нижней поверхности по периметру верхнего фланца 21, по направляющим 24, 25, с торцевыми поверхностями боковых 15, 16 и торцевых 17 перегородок вспомогательного модуля.
Далее производят, например, также методом сварки, формирование устройств для улавливания стекающей с поверхности переносимых над ванной деталей жидкости, соответственно выполняемых:
- в виде замкнутых с торцевых сторон элементами 30 козырьков 31 и 32, выполненных с уклонами в сторону дополнительного окна 23 верхнего фланца 21;
- в виде оснащенного с торцевых сторон бортиками (на фиг. 1, 2 не обозначены) козырька 33, выполненного с уклоном в сторону окна 22 фланца 21, и сочленяемых через посредство жестко соединенных с ними направляющих (на фиг. 1, 4 не обозначены) с соответствующими участками поверхности фланца 21, оснащенной элементами 26, 27 и 28, 29, соответственно, для фиксации направляющих.
При этом, по крайней мере, торцевые поверхности элементов 30 выполняют с пазами соответствующего профиля (на фиг. 1, 4 не обозначены) для установки в них и крепежа с помощью соответствующих элементов распределительных коллекторов 34, 35 с элементами подачи (на фиг. 1, 2 не обозначены) промывной воды на внутреннюю поверхность козырьков 31 и 32.
После того осуществляют установку:
- устройств для улавливания стекающей с поверхности переносимых над ванной деталей жидкости на поверхности верхнего фланца 21;
- распределительных коллекторов 34, 35 в соответствующие пазы в торцевых поверхностях элементов 30 и их крепеж с помощью соответствующих элементов (на фиг. 1, 4 не показаны).
Причем, в случае необходимости, например, если промывка деталей осуществляется после операции электролитической обработки, на торцевых участка поверхности верхнего фланца 21, напротив его окна 22, дополнительно устанавливают ловители 36, 37 и 38, 39 для соответствующего размещения в них электропроводных штанг с электродами (на фиг. 1, 2, 4 не показаны), используемыми в ванне электролитической обработки деталей.
А сформированный торцевой стенкой 3, участками боковой стенки 2 и горизонтальным участком направляющей 11 с  образным профилем участок 40 технологического резервуара используют для размещения и(или) фиксации через отверстия в крышке 41 необходимых трубопроводов 42, 43 для подачи чистой и очищенной промывной воды, соответственно, а также вспомогательного оборудования - барботера и распределительного коллектора для сдува (или смыва) загрязнений с поверхности зеркала ванны, причем крышку 41 оснащают направляющими 44, 45, по которым производят ее сочленение с торцевыми поверхностями торцевой стенки 3, участков боковых стенок 2 и горизонтального участка направляющей 11 технологического резервуара.
образным профилем участок 40 технологического резервуара используют для размещения и(или) фиксации через отверстия в крышке 41 необходимых трубопроводов 42, 43 для подачи чистой и очищенной промывной воды, соответственно, а также вспомогательного оборудования - барботера и распределительного коллектора для сдува (или смыва) загрязнений с поверхности зеркала ванны, причем крышку 41 оснащают направляющими 44, 45, по которым производят ее сочленение с торцевыми поверхностями торцевой стенки 3, участков боковых стенок 2 и горизонтального участка направляющей 11 технологического резервуара.
После этого процесс формирования ванны промывки деталей в холодной воде является завершенным, а сама она, после заполнения водой, подключения соответствующих подводящих коллекторов, соединительной арматуры и(или) исполнительных механизмов, готова для проведения в ней высокоэффективной, экологически и функционально развитой промывки деталей и(или) электродов процессной ванны.
При этом необходимо отметить, что переливной карман (или даже рабочий объем ванны), образованный сплошной перегородкой 4 и боковой стенкой 2 технологический резервуар может быть выполнен в виде элемента с  образным профилем, получаемым, например, формованием, в том числе и предварительно нагретого материала, в частности, полипропилена, винипласта или оргстекла, а в сопрягаемых с ним (ними) участками торцевых стенок 3 формируют, например, фрезерованием, сливные отверстия (на фиг. 1 не обозначены) с соответствующими диаметрами условного прохода.
образным профилем, получаемым, например, формованием, в том числе и предварительно нагретого материала, в частности, полипропилена, винипласта или оргстекла, а в сопрягаемых с ним (ними) участками торцевых стенок 3 формируют, например, фрезерованием, сливные отверстия (на фиг. 1 не обозначены) с соответствующими диаметрами условного прохода.
Таким образом, предлагаемый способ по сравнению с известным решением, выбранным в качестве прототипа, позволяет: существенно расширить его функционально-технологические возможности, позволяющие облегчить и(или) обеспечить возможность проведения операций монтажа-демонтажа распределительных коллекторов во внутреннем объеме ванны, реализовать возможность управляемого улавливания отмываемого компонента и промывку от последнего электродов процессной ванны;
- значительно повысить эффективность операций промывки, за счет исключения смешивания части стекающего с деталей электролита с рабочим объемом промывной воды в ванне;
- улучшить условия эксплуатации ванны и труда обслуживающего персонала за счет резкого сокращения образующихся на поверхности верхнего обрамления ванны загрязнений в виде капель электролита, в том числе и токсичного вида (хромирования, кадмирования и т.п.).
Реализация предлагаемого способа довольно проста, не встречает принципиальных затруднений и может быть осуществлена силами большинства предприятий приборо- и машиностроения.
Так, например, распределительные коллекторы могут быть выполнены из стальной трубы марки 12Х18Н10Т с элементами для установки формирователей струй обрабатывающей среды, в качестве которых могут быть использованы элементы, содержащие модульные наборные панели с различным количеством сопловых отверстий коноидального профиля, выпуск которых освоен на ПО "Старт" Минатома РФ (г. Заречный, Пензенская обл.).
А в качестве элементов для очистки внутренней поверхности козырьков могут использоваться стандартные насадки с плоско-конусным факелом типа НП.
Источники информации
1. ГОСТ 9.314-90. Вода для гальванического производства и схемы промывок. С. 6, черт. 1.
2. RU, патент, 2097446, кл. C 23 G 3/00, C 15 D 17/02, 1996 - прототип.
3. Техническое описание на гальваническую линию "DYNA-PLUS-160" фирмы "Schering", Германия, 1985.

Использование: при изготовлении гальванических ванн, в частности, для промывки деталей в холодной воде погружным и/или комбинированным методом как для автоматических, так и механизированных линий гальванохимической обработки. Сущность: в известном способе изготовления ванны промывки в холодной воде, включающем формирование с помощью сварки или литьем технологического резервуара прямоугольной формы, состоящего из днища, устройства для слива воды, торцевых и боковых стенок, в том числе и с горизонтальными бортами последних, и сочленяемого с ним вспомогательного модуля, состоящего из верхнего фланца с размерами окна, совпадающими с размерами зоны обработки в технологическом резервуаре, и сопрягаемых с ним жестко соединенных между собой сплошных боковых и торцевых перегородок, технологический резервуар формируют с переливным карманом, выполненным в виде сплошной перегородки, размещаемой вдоль его ближайшей по отношению к направлению перемещения подвергаемых промывке деталей боковой стенки, и с располагаемой перпендикулярно над переливным карманом направляющей, разъемно закрепляемой на внутренней поверхности или в пазах боковых стенок технологического резервуара и оснащенной устройствами для фиксации трубопровода в горизонтальном положении, а верхние кромки противолежащей им торцевой стенки технологического резервуара и нижние кромки торцевой перегородки сочленяемого с ним вспомогательного модуля выполняют со сквозными пазами соответствующего профиля соответственно для установки и фиксации в них соответствующих участков распределительного коллектора, выполняемого, по крайней мере, П-образным, вертикальные участки которого используют для установки на них или реализации в их конструкции элементов формирования струй обрабатывающей среды, а горизонтальный участок распределительного коллектора устанавливают в устройства для фиксации трубопровода, расположенные на боковой поверхности соответствующей направляющей, при сочленении сопрягаемой с торцевой поверхностью второй торцевой перегородки вспомогательного модуля, боковые перегородки которого выполняют с расположенными с их внутренней стороны направляющими, по которым в процессе сочленения производят сопряжение торцевых поверхностей боковых стенок технологического резервуара с торцевыми поверхностями боковых перегородок вспомогательного модуля, оснащаемого жестко соединенным с торцевыми перегородками последнего экранирующим брызги обрабатывающей среды элементом, выполненным в виде дополнительной сплошной боковой перегородки, располагаемой внутри модуля над переливным карманом технологического резервуара за элементами формирования струй обрабатывающей среды соответствующего вертикального участка П-образного распределительного коллектора, а сочленяемый с торцевыми поверхностями боковых и торцевых перегородок вспомогательного модуля верхний фланец формируют с дополнительным окном, выполняемым над переливным карманом технологического резервуара, и соответствующими направляющими для фиксации верхнего фланца с торцевыми и боковыми перегородками вспомогательного модуля, при этом на верхнем фланце размещают устройства для улавливания стекающей с поверхности переносимых над ванной деталей жидкости, выполняемые в виде замкнутых с торцевых сторон козырьков, реализуемых с уклонами в сторону дополнительного окна верхнего фланца, и в виде оснащенного с торцевых сторон бортиками козырька, выполненного с уклоном в сторону окна верхнего фланца, соответственно, а сам процесс формирования технологического резервуара и вспомогательного модуля производят также и с помощью формования, склеивания и/или механического крепежа соединяемых поверхностей, с использованием операций фрезерования. Изобретение обеспечивает расширение функциональных и технологических возможностей способа, повышение эффективности и улучшение условий эксплуатации ванны. 4 з.п. ф-лы, 4 ил.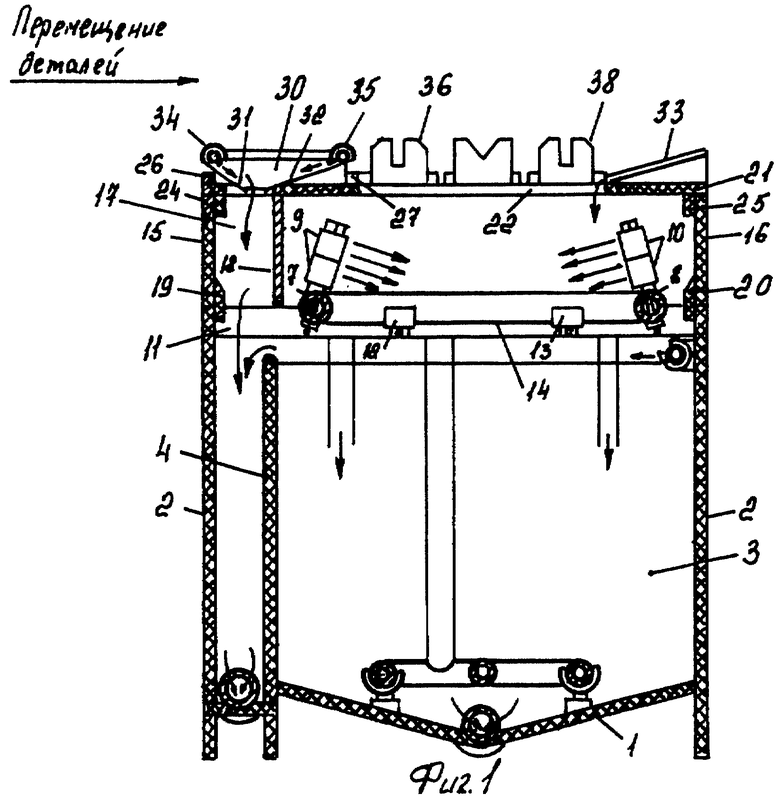
 образным, вертикальные участки которого используют для установки на них или реализации в их конструкции элементов формирования струй обрабатывающей среды, а горизонтальный участок распределительного коллектора устанавливают в устройства для фиксации трубопровода, расположенные на боковой поверхности соответствующей направляющей, сопрягаемой при сочленении с торцевой поверхностью второй торцевой перегородки вспомогательного модуля, боковые перегородки которого выполняют с расположенными с их внутренней стороны направляющими, по которым в процессе сочленения производят сопряжение торцевых поверхностей боковых стенок технологического резервуара с торцевыми поверхностями боковых перегородок вспомогательного модуля, оснащаемого жестко соединенным с торцевыми перегородками последнего экранирующим брызги обрабатывающей среды элементом, выполненным в виде дополнительной сплошной боковой перегородки, которую располагают внутри вспомогательного модуля над переливным карманом технологического резервуара за элементами формирования струй обрабатывающей среды соответствующего вертикального участка
образным, вертикальные участки которого используют для установки на них или реализации в их конструкции элементов формирования струй обрабатывающей среды, а горизонтальный участок распределительного коллектора устанавливают в устройства для фиксации трубопровода, расположенные на боковой поверхности соответствующей направляющей, сопрягаемой при сочленении с торцевой поверхностью второй торцевой перегородки вспомогательного модуля, боковые перегородки которого выполняют с расположенными с их внутренней стороны направляющими, по которым в процессе сочленения производят сопряжение торцевых поверхностей боковых стенок технологического резервуара с торцевыми поверхностями боковых перегородок вспомогательного модуля, оснащаемого жестко соединенным с торцевыми перегородками последнего экранирующим брызги обрабатывающей среды элементом, выполненным в виде дополнительной сплошной боковой перегородки, которую располагают внутри вспомогательного модуля над переливным карманом технологического резервуара за элементами формирования струй обрабатывающей среды соответствующего вертикального участка  образного распределительного коллектора и на расстоянии, большем или равном ширине переливного кармана, а сочленяемый с торцевыми поверхностями боковых и торцевых перегородок вспомогательного модуля верхний фланец формируют с дополнительным окном, выполняемым над переливным карманом технологического резервуара, и с расположенными на его нижней поверхности, по крайней мере, вдоль его боковых сторон на расстоянии от их краев, равном толщине боковой перегородки вспомогательного модуля, направляющими, служащими для фиксации верхнего фланца с торцевыми и боковыми перегородками вспомогательного модуля, при этом на поверхности верхнего фланца размещают располагаемые с двух сторон от его окна устройства для улавливания стекающей с поверхности переносимых над ванной деталей жидкости, выполняемые в виде замкнутых с торцевых сторон козырьков, реализуемых с уклонами в сторону дополнительного окна верхнего фланца, и в виде оснащенного с торцевых сторон бортиками козырька, выполненного с уклоном в сторону окна верхнего фланца, соответственно, сочленяемых через посредство жестко соединенных с ними направляющих с соответствующими участками поверхности верхнего фланца, оснащенной элементами для фиксации направляющих козырьков, причем сам процесс изготовления технологического резервуара и вспомогательного модуля производят также и с помощью формования, склеивания и/или механического крепежа соединяемых поверхностей, с использованием операций фрезерования при формировании в них соответствующих отверстий, пазов окон верхнего фланца.
образного распределительного коллектора и на расстоянии, большем или равном ширине переливного кармана, а сочленяемый с торцевыми поверхностями боковых и торцевых перегородок вспомогательного модуля верхний фланец формируют с дополнительным окном, выполняемым над переливным карманом технологического резервуара, и с расположенными на его нижней поверхности, по крайней мере, вдоль его боковых сторон на расстоянии от их краев, равном толщине боковой перегородки вспомогательного модуля, направляющими, служащими для фиксации верхнего фланца с торцевыми и боковыми перегородками вспомогательного модуля, при этом на поверхности верхнего фланца размещают располагаемые с двух сторон от его окна устройства для улавливания стекающей с поверхности переносимых над ванной деталей жидкости, выполняемые в виде замкнутых с торцевых сторон козырьков, реализуемых с уклонами в сторону дополнительного окна верхнего фланца, и в виде оснащенного с торцевых сторон бортиками козырька, выполненного с уклоном в сторону окна верхнего фланца, соответственно, сочленяемых через посредство жестко соединенных с ними направляющих с соответствующими участками поверхности верхнего фланца, оснащенной элементами для фиксации направляющих козырьков, причем сам процесс изготовления технологического резервуара и вспомогательного модуля производят также и с помощью формования, склеивания и/или механического крепежа соединяемых поверхностей, с использованием операций фрезерования при формировании в них соответствующих отверстий, пазов окон верхнего фланца. образного распределительного коллектора, выполняют в виде элемента с
образного распределительного коллектора, выполняют в виде элемента с  образным профилем, горизонтальный участок которого располагают в направлении второй, не оснащенной сквозными пазами для размещения в них соответствующих участков распределительных коллекторов, торцевой стенки технологического резервуара, а сформированный таким образом участок технологического резервуара используют для размещения и/или фиксации необходимых трубопроводов и вспомогательного оборудования, причем последние размещают через соответствующие отверстия, которые формируют в крышке, оснащенной направляющими, по которым производят сочленение крышки с торцевыми поверхностями торцевой стенки и участков боковых стенок технологического резервуара, а также с верхней поверхностью соответствующего горизонтального участка элемента с
образным профилем, горизонтальный участок которого располагают в направлении второй, не оснащенной сквозными пазами для размещения в них соответствующих участков распределительных коллекторов, торцевой стенки технологического резервуара, а сформированный таким образом участок технологического резервуара используют для размещения и/или фиксации необходимых трубопроводов и вспомогательного оборудования, причем последние размещают через соответствующие отверстия, которые формируют в крышке, оснащенной направляющими, по которым производят сочленение крышки с торцевыми поверхностями торцевой стенки и участков боковых стенок технологического резервуара, а также с верхней поверхностью соответствующего горизонтального участка элемента с  образным профилем.
образным профилем. -образным профилем, получаемый литьем или формованием, в том числе и предварительно нагретого материала.
-образным профилем, получаемый литьем или формованием, в том числе и предварительно нагретого материала.
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЛЬВАНИЧЕСКОЙ ВАННЫ | 1996 |
|
RU2097446C1 |
| СПОСОБ СТРУЙНОЙ ПРОМЫВКИ ДЕТАЛЕЙ НА ПОДВЕСКАХ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2097447C1 |
| СПОСОБ А.Н.АЛЕКСЕЕВА УПРАВЛЕНИЯ ЭКРАНИРОВАНИЕМ И УДАЛЕНИЕМ ГАЗОВ, АЭРОЗОЛЕЙ И ИСПАРЕНИЙ ОТ ВАНН ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ И ГОРЯЧЕЙ ПРОМЫВКИ | 1992 |
|
RU2036256C1 |
| В П ТБАвтор | 0 |
|
SU406977A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Вода для гальванического производства и схемы промывок, с.6 | |||
| черт | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Счетная линейка для вычисления объемов земляных работ | 1919 |
|
SU160A1 |

