Изобретение относится к сварочной технике и может быть использовано при плазменной наплавке, преимущественно посадочной поверхности рабочей фаски выпускных клапанов двигателей внутреннего сгорания порошковыми сплавами с заданными свойствами в условиях машиностроительных и ремонтных предприятий различных отраслей промышленности.
В ряде случаев требуется увеличение ширины слоя, наплавленного за один проход. Для этого чаще всего применяют способы, связанные с увеличением диаметра плазмообразующего сопла или осуществлением поперечного колебания плазмотрона. Но эти способы не всегда целесообразно применять по следующим причинам: увеличение диаметра сопла уменьшает коэффициент сосредоточенности теплового источника и ведет к изменению распределения температур в сечении плазменной струи, что иногда не допускается, а применение устройства для управления дугой с помощью механического перемещения усложняет устройство оборудования, делает его более громоздким.
При плазменной наплавке используют два вида энергии - тепловую и механическую. Основной составляющей механической энергии плазменной дуги является газокинетическое давление, а соотношение между тепловой и механической энергией дуги определяет качество и производительность процесса наплавки и требует целенаправленного регулирования. Управление же каждой из этих составляющих позволяет расширить диапазон регулирования параметров наплавленного слоя.
Известен способ наплавки клапанов, предусматривающий одновременное воздействие на расплав направленного магнитного поля и центробежной силы [1].
Этот способ удобен при индукционной наплавке, т.к. индуктор может формировать необходимое магнитное поле. При плазменной наплавке формирование магнитного поля требует дополнительных устройств, резко увеличивающих габаритные размеры плазмотрона, что недопустимо при наплавке клапанов малых размеров (практически всех автомобилей).
Известен способ плазменной наплавки, предусматривающий воздействие дуги в присутствии присадочного материала на материал основы [2].
В этом способе используют источник тока с прямоугольной характеристикой "сварочный ток - напряжение", поддерживающий постоянное напряжение в диапазоне используемых значений сварочного тока, с целью повышения устойчивости горения дуги и стабилизации теплового воздействия на расплав, что в ряде случаев бывает недостаточно, так как данное решение не расширяет границ управления качеством и формой (шириной) наплавленного слоя.
Известен способ плазменной наплавки, взятый за прототип, предусматривающий воздействие импульсной дуги в присутствии присадочного материала на материал основы [3].
В этом способе импульсное изменение синхронизируют с изменением плазмообразующего газа, причем в период импульса тока расход этого газа уменьшают, а в период паузы тока - увеличивают. Этот способ частично решает поставленную задачу за счет увеличения теплового воздействия в момент импульса тока. Однако одновременное снижение расхода газа не позволяет в полной мере использовать возможности механического воздействия дуги на расплав металла для увеличения ширины слоя, наплавленного за один проход.
Задачей, на решение которой направлено предлагаемое изобретение, является увеличение ширины слоя, наплавленного за один проход, достигаемое без снижения качества наплавки.
Она решается в способе плазменной наплавки, предусматривающем воздействие импульсной дуги в присутствии присадочного материала на материал основы, при котором параметры импульса тока выбирают из условия осуществления ускоренного нагрева расплава на заданной ширине разделки в период импульса тока, а в период паузы тока - ускоренного охлаждения расплавленного металла в разделке, при этом расход плазмообразующего газа в периоды импульса и паузы тока поддерживают постоянным.
Выбор параметров импульса тока из условия осуществления в период этого импульса ускоренного нагрева расплава на заданной ширине обеспечивает в момент нарастания тока резкое увеличение количества тепла, выделяемого на дуге, при одновременном повышении газокинетического давления плазменной струи и пульсации газодинамического напора этой струи, что в совокупности резко увеличивает силовое воздействие дуги на поверхность расплава, а вытеснение расплава к периферии образуемой сварочной ванны приводит к принудительному заполнению этим расплавом заранее подготовленной разделки, результирующим эффектом чего является увеличение ширины наплавляемого за один проход слоя без образования в нем дефектов, то есть повышается стабильность заполнения разделки под наплавку.
Осуществление удержания и ускоренного охлаждения расплавленного металла в разделке в период паузы тока препятствует перегреву металла основы и вытеканию расплавленного металла из разделки, а также способствует ускоренной кристаллизации наплавленного металла в малом объеме. В связи с этим снижается усадочная пористость в наплавленном слое, так как уменьшается объем расплава в сварочной ванне.
Поддерживание постоянным расхода плазмообразующего газа в периоды импульса и паузы тока позволяет изменять суммарное силовое воздействие на расплав металла без дополнительного усложнения оборудования.
Таким образом, для увеличения ширины наплавляемого за один проход слоя применение предлагаемого способа плазменной наплавки не требует изменения диаметра сопла, применения механических устройств для поперечного перемещения плазмотрона и т.д.
Предлагаемый способ поясняется чертежами, представленными на фиг. 1-5.
На фиг. 1 изображена циклограмма тока импульсной плазменной дуги, где 1 - сварочный ток, A; t - время, с; tц - время осуществления цикла, с; tи- время осуществления импульса тока, с; tп - время осуществления паузы тока, с.
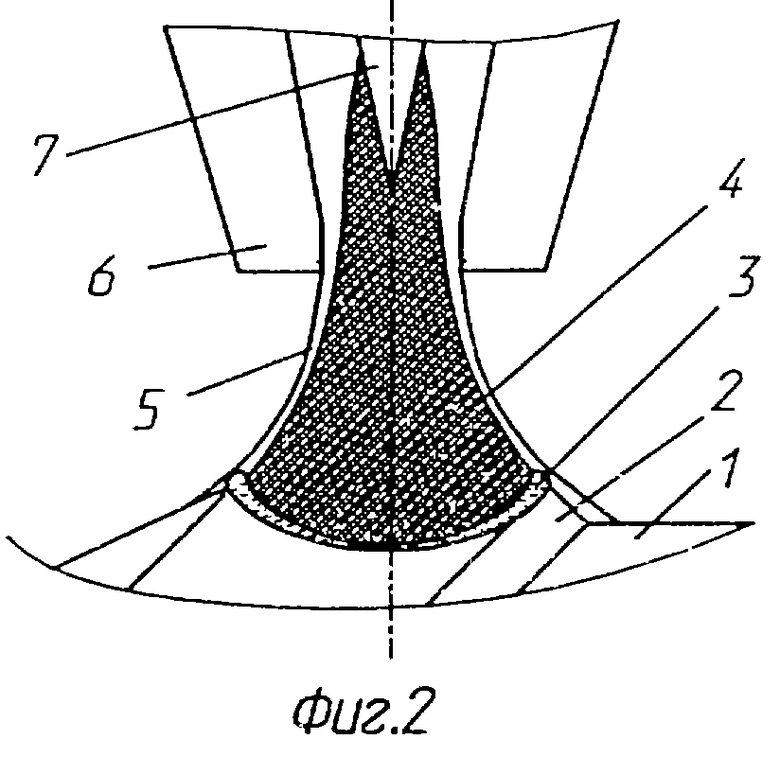
На фиг. 2 - схема формирования сварочной ванны в период импульса тока, на которой обозначены: водоохлаждаемый подпятник 1, заготовка 2, расплав металла (сварочная ванна) 3, высокотемпературная зона дуги 4, защитный газ 5, плазмообразующее сопло 6 и электрод 7.
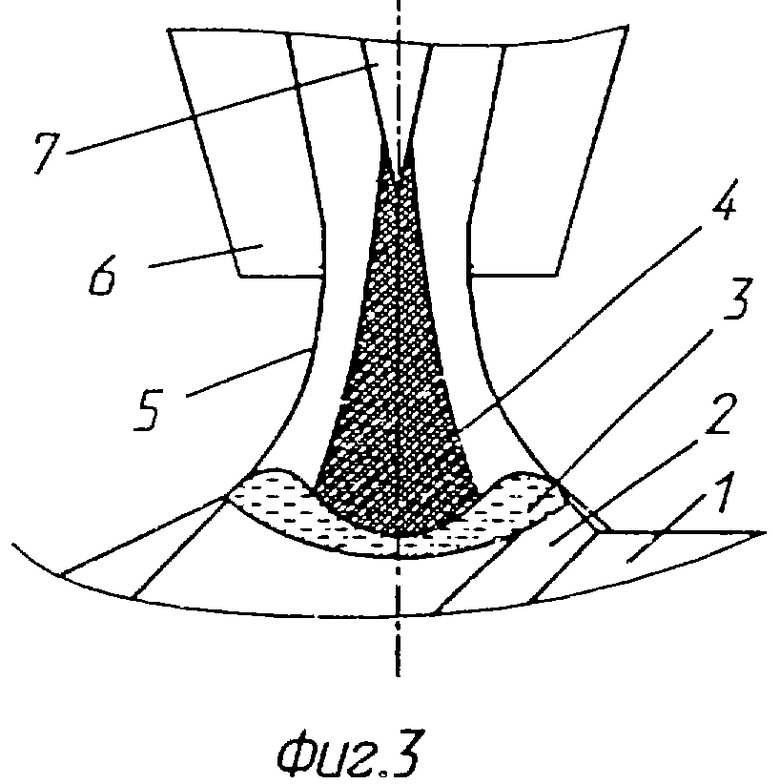
На фиг. 3 - схема формирования сварочной ванны в период паузы тока с теми же обозначениями, что и на фиг. 2.
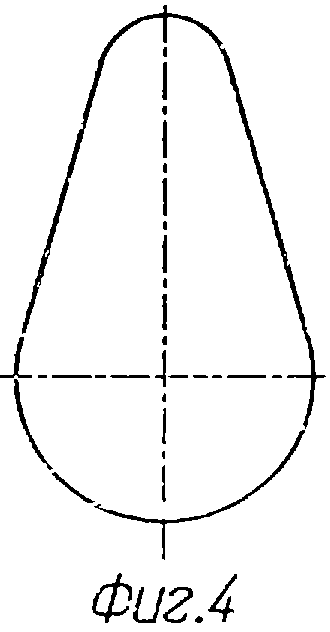
На фиг. 4 - контур сварочной ванны в период импульса тока, вид сверху.
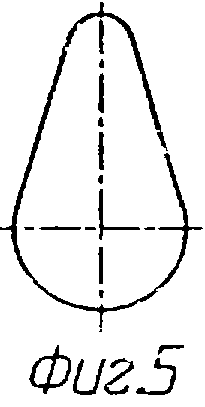
На фиг. 5 - контур сварочной ванны в период паузы тока, вид сверху.
Способ осуществляют следующим образом. При наличии всех условий готовности установки к наплавке по команде оператора запускается автоматический цикл. Система распределения газов подает плазмообразующий, защитный и транспортирующий газы. Блок питания вспомогательной дуги формирует дежурную дугу косвенного действия, обеспечивающую стабильное возбуждение основной дуги после загрузки детали, подлежащей наплавке (например, детали вращения), и подогрев (плавление) порошка в процессе наплавки с целью снижения перегрева основного металла. Блок питания основной дуги формирует дугу прямого действия между электродом и изделием, дополнительно подогревая поверхность заготовки, подготавливая ее к наплавке.
Затем в процессе наплавки производят периодическое изменение силового воздействия дуги на расплав за счет применения импульсного тока (фиг. 1).
В момент нарастания тока происходит увеличение количества тепла, выделяемого на дуге, при одновременном повышении газодинамического давления, при этом резко увеличивается силовое воздействие дуги на поверхность расплава (фиг. 2).
Это комплексное воздействие в момент импульса тока вызывает увеличение температуры сварочной ванны при одновременном вытеснении расплава из центральной части ванны к ее периферии и принуждает к заполнению расплавом заранее подготовленной разделки. Ширина наплавленного за один проход слоя оказывается при этом увеличенной по сравнению с другими известными способами.
В период спада тока (паузы) сварочная ванна ускоренно охлаждается (фиг. 3), при этом металл основы не перегревается, а расплавленный металл из разделки не вытекает, что позволяет обеспечить высокое качество наплавленного слоя.
Пример. Выполняли плазменную наплавку выпускного клапана ДВС из стали 55Х20Г9АН4 (ЭП303) с присадочным материалом, в качестве которого использовали порошок сложнолегированный на кобальтовой основе типа Stellite F, с гранулометрическим составом 50 - 160 мкм. В качестве плазмообразующего газа использовали аргон.
Диаметр и длина канала сопла плазмотрона составляли соответственно 3 и 2,5 мм, а длина дуги - 8 мм.
Ток вспомогательной дуги - постоянный - 60 А, а ток основной дуги импульсный, со следующими параметрами: время цикла - tц = 0,04 с, время импульса - tи = 0,02 с, время паузы - tп = 0,02 с.
Величина действующего значения тока: в импульсе - 110 А, в паузе - 80 А.
Напряжение основной дуги (среднее значение) - 25 В, а вспомогательной (среднее значение) - 15 В.
Расход присадочного порошка (среднее значение) - 9 г/мин.
Скорость вращения заготовки - 4 об/мин, а угол наклона ее - 47o.
Расходы газов (в период наплавки постоянные): плазмообразующего - 1,5 л/мин, транспортирующего - 2,5 л/мин, защитного - 6 л/мин.
По окончании цикла наплавки проведен двухступенчатый контроль качества наплавленного слоя:
визуальный - показал хорошее формирование наплавленного валика, равномерность растекания расплава и заполнение им разделки;
металлографический - показал уменьшение размера пор с 60-80 мкм до 30-40 мкм, снижение размера зерен в зоне термического влияния с 300-350 мкм до 280-320 мкм.
Ширина наплавленного за один проход валика с применением сопла диаметром 3 мм увеличилась с 4,5 мм до 7 мм.
БИБЛИОГРАФИЯ
1. Авторское свидетельство СССР N 1540984, B 23 K 13/00, B 23 P 6/00, 1990 г.
2. Заявка Японии N 4-36787, кл. B 23 K 10/02, 1986 г.
3. Авторское свидетельство СССР N 1683927, B 23 K 10/00, 1991 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |
| Способ центробежной наплавки | 1989 |
|
SU1636151A1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 2011 |
|
RU2475344C1 |
| СПОСОБ ПЛАЗМЕННОЙ СВАРКИ И НАПЛАВКИ | 2023 |
|
RU2815524C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2023 |
|
RU2815965C1 |
| Способ плазменно-дуговой наплавки | 1988 |
|
SU1569133A1 |
| Способ плазменной наплавки | 1987 |
|
SU1581500A1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| Способ плазменной сварки металлов плавящимся электродом | 2022 |
|
RU2806358C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ ПОРОШКОВ СИСТЕМЫ Fe-Cr-V-Mo-C | 2014 |
|
RU2557180C1 |
Способ плазменной наплавки может быть использован преимущественно для упрочнения и ремонта посадочной поверхности рабочей фаски выпускных клапанов ДВС порошковыми сплавами с заданными свойствами. Параметры импульса тока выбирают из условия осуществления в период этого импульса ускоренного нагрева расплава на заданной ширине разделки и его вытеснения к периферии образуемой сварочной ванны, а в период паузы тока - удержания и ускоренного охлаждения расплавленного металла в разделке. Расход плазмообразующего газа в периоды импульса и паузы тока поддерживают постоянным. Применение изобретения позволяет увеличить ширину наплавленного за один проход слоя при сохранении качества наплавки. 5 ил.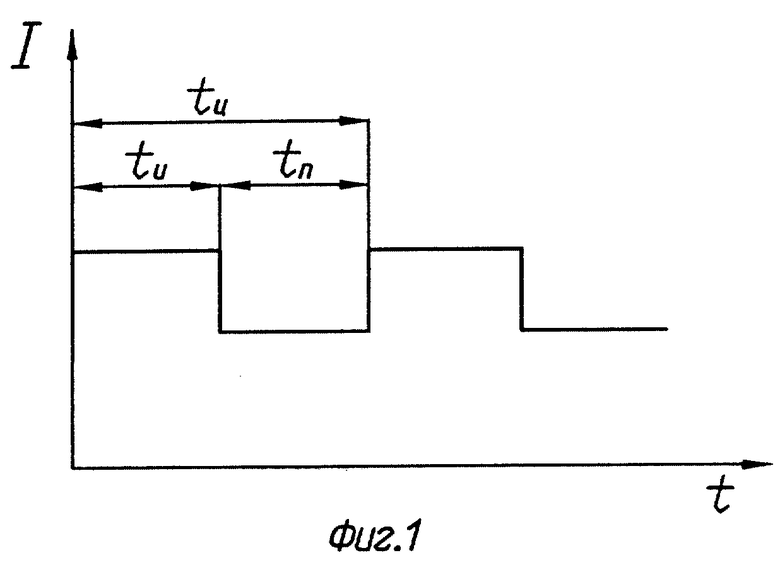
Способ плазменной наплавки, предусматривающий воздействие импульсной дуги в присутствии присадочного материала на материал основы, отличающийся тем, что параметры импульса тока выбирают из условия осуществления в период этого импульса ускоренного нагрева расплава на заданной ширине разделки и вытеснения его к периферии образуемой сварочной ванны, а в период паузы тока - удержания и ускоренного охлаждения расплавленного металла в разделке, при этом расход плазмообразующего газа в периоды импульса и паузы тока поддерживают постоянным.
| Способ обработки плазменной импульсной дугой | 1989 |
|
SU1683927A1 |
| Способ обработки деталей и устройство для его осуществления | 1986 |
|
SU1484528A1 |
| Способ плазменной наплавки композиционных сплавов | 1988 |
|
SU1622097A1 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ ОБРАБОТКИ МЕТАЛЛОВ | 0 |
|
SU304092A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ | 1989 |
|
SU1774570A1 |
