Изобретение относится к устройствам для изготовления пустотелых изделий типа бутылок, флаконов, емкостей и т.п. из предварительно нагретых термопластичных заготовок (преформ) методом выдувания.
Известна установка для изготовления пустотелых изделий методом выдувания, содержащая станину, на которой смонтирована пресс-форма, состоящая из неподвижной и подвижной полуформ, и механизм замыкания полуформ (журнал "Тара и упаковка" N 1, 1998 г., стр. 46-48).
Наиболее близким техническим решением является установка для изготовления пустотелых изделий методом выдувания, содержащая станину, пресс-форму, состоящую из неподвижной полуформы и подвижной полуформы, установленной на неподвижной с возможностью поворота, и механизм замыкания полуформ (патент США N 3415915 A, кл. B 29 C 17/07, опубл. 10.12.1968 г.). Недостатком известной установки является то, что она сложна, недостаточно надежна и небезопасна для оператора.
Технической задачей, решаемой настоящим изобретением, является создание высокопроизводительной, безопасной и надежной установки для изготовления пустотелых изделий из преформ.
Поставленная задача решается за счет того, что установка для изготовления пустотелых изделий методом выдувания, содержащая станину, пресс-форму, состоящую из неподвижной полуформы и подвижной полуформы, установленной на неподвижной с возможностью поворота, и механизм замыкания полуформ, снабжена установленным на станине с возможностью радиального перемещения манипулятором, выталкивателем готовых изделий, выполненным в виде закрепленного на неподвижной полуформе пневмоцилиндра, неподвижная полуформа выполнена составной, при этом формообразующая часть дна установлена с возможностью линейного перемещения и подпружинена, а подвижная полуформа установлена на неподвижной полуформе с возможностью поворота на угол более 90o, например, с помощью петли, ось которой установлена в радиально-упорных подшипниках. Механизм замыкания полуформ предпочтительно выполняется в виде пневмоцилиндра, корпус которого закреплен на станине, а шток шарнирно связан с подвижной полуформой. Установка снабжается устройством запирания полуформ, выполненным в виде установленного на штоке пневмоцилиндра клина, предназначенного для взаимодействия с коническими отверстиями в кронштейнах, жестко закрепленных на полуформах.
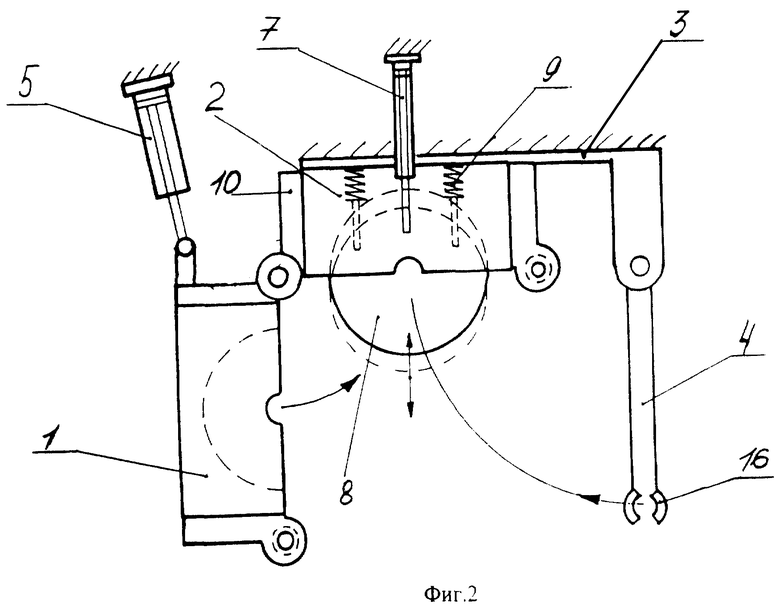
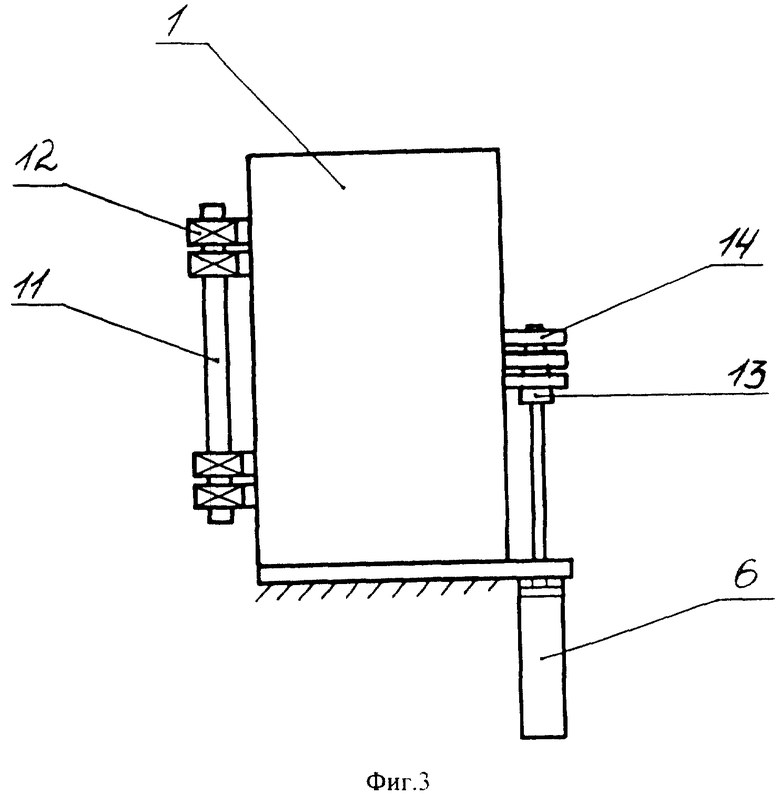
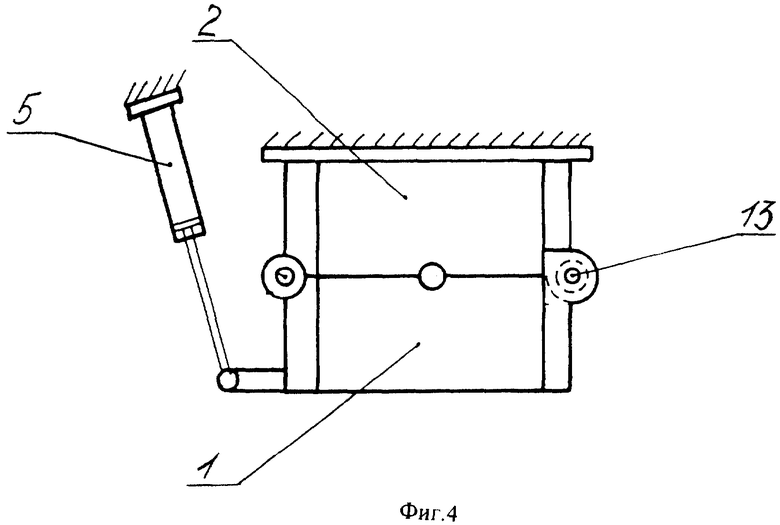
Изобретение поясняется чертежом, где на фиг. 1 изображен вид установки с открытыми полуформами; на фиг. 2 - вид сверху установки с открытыми полуформами; на фиг. 3 - вид установки с закрытой пресс-формой; и на фиг. 4 - вид сверху на закрытую пресс-форму.
Основной элемент описываемой установки - подвижная полуформа 1, установленная на неподвижной полуформе 2, которая жестко закреплена на станине 3. На станине 3 также смонтированы манипулятор 4, пневмоцилиндр 5 смыкания и размыкания пресс-формы, пневмоцилиндр 6 механизма запирания полуформ и выталкиватель 7. Неподвижная полуформа 2 выполнена составной, ее донная часть 8 подпружинена с помощью пружинного механизма 9. Полумуфты связаны петлей 10, ось которой 11 установлена в радиально-упорных подшипниках 12. Механизм запирания представляет собой клин 13, установленный на штоке пневмоцилиндра 6. Клин 13 взаимодействует с кронштейнами 14 и 15, закрепленными на полуформах 1 и 2.
Установка работает следующим образом.
В исходном состоянии полуформы открыты, формообразующая часть дна 8 выдвинута пружинным механизмом 9. Манипулятор 4 радиальным движением помещает предварительно разогретую на станции разогрева преформу 16 в центр смыкания пресс-формы. Точное позиционирование заготовки обусловлено тем, что полуформы открыты на угол не менее 90o, и это позволяет применить простейший по конструкции манипулятор, который осуществляет движение по одной координате. После позиционирования заготовки подвижная полуформа 1 за счет пневмоцилиндра 5 поворачивается на оси 11, задвигает часть 8 полуформы 2 и замыкает пресс-форму. Клин 13, приводимый в действие пневмоцилиндром 6, входит в конические отверстия кронштейнов 14 и 15, жестко закрепленных на полуформах, и надежно запирает пресс-форму. После этого осуществляется выдув изделия за счет подачи в преформу воздуха под давлением. По завершении операции раздува клин 13 выводится из кронштейнов 14 и 15, пресс-форму открывают пневмоцилиндром 5. При открывании пресс-формы формообразующая часть дна 8 перемещается вперед под действием пружинного механизма 9, что позволяет произвести автоматический выброс изделия с помощью выталкивателя - пневмоцилиндра 7. Далее процесс повторяется.
Автоматически извлечь готовое изделие и подать в пресс-форму заготовку и ее точно позиционировать позволяет то, что подвижная полуформа 1 имеет возможность открываться на достаточной большой угол - не менее 90o.
Благодаря тому, что ось 11 петли 10 установлена в радиально-упорных подшипниках 12, обеспечивается легкое радиальное движение подвижной полуформы 1 и для смыкания и размыкания пресс-формы достаточно усилия небольшого пневмоцилиндра 5, что особенно важно при изготовлении изделий больших размеров, когда вес полуформ достигает значительных величин.
Описываемая установка полностью исключает травматизм обслуживающего персонала, поскольку подача разогретой заготовки и извлечение готового изделия осуществляется автоматически. Установка надежна за счет простой кинематической схемы и обладает высокой производительностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ВЫДУВА ПЭТ-ТАРЫ | 2011 |
|
RU2458793C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 2005 |
|
RU2297913C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЭТ-ТАРЫ | 2016 |
|
RU2635600C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ РАЗДУВОМ | 2002 |
|
RU2213660C1 |
| ВЫДУВНАЯ ПРЕСС-ФОРМА ИЗМЕНЯЕМОГО ОБЪЕМА | 2001 |
|
RU2237576C2 |
| СЕКТОРНАЯ ПРЕСС-ФОРМА ДВУХФАЗНОГО ДЕЙСТВИЯ ДЛЯ ВУЛКАНИЗАЦИИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2115553C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ РАЗЛИЧНОЙ ЕМКОСТИ | 1999 |
|
RU2140853C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2129957C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРА ЛИТЬЕМ ПОД ДАВЛЕНИЕМ | 2001 |
|
RU2198789C2 |
| Пресс-форма для изготовления выплавляемых моделей | 1990 |
|
SU1731420A1 |
Изобретение относится к устройствам для изготовления пустотелых изделий типа бутылок, флаконов, емкостей и т.п. из предварительно нагретых термопластичных заготовок (преформ) методом выдувания. Установка для изготовления пустотелых изделий методом выдувания, содержащая станину, пресс-форму, состоящую из неподвижной, жестко закрепленной на станине, и подвижной полуформ, и механизм замыкания полуформ. Она снабжена установленным на станине с возможностью радиального перемещения манипулятором. Подвижная полуформа установлена на неподвижной полуформе с возможностью поворота на угол более 90° с помощью петли, ось которой установлена в радиально-упорных подшипниках. Механизм замыкания полуформ предпочтительно выполняется в виде пневмоцилиндра, корпус которого закреплен на станине, а шток шарнирно связан с подвижной полуформой. Установка снабжена выталкивателем готовых изделий, выполненным в виде пневмоцилиндра, а неподвижная полуформа выполнена составной, причем формообразующая часть дна установлена с возможностью линейного перемещения и подпружинена. Установка снабжается также устройством запирания полуформ, выполненным в виде установленного на штоке пневмоцилиндра клина, предназначенного для взаимодействия с коническими отверстиями в кронштейнах, жестко закрепленных на полуформах. Техническим результатом является создание высокопроизводительной, безопасной и надежной установки для изготовления пустотелых изделий из преформ. 3 з.п.ф-лы, 4 ил.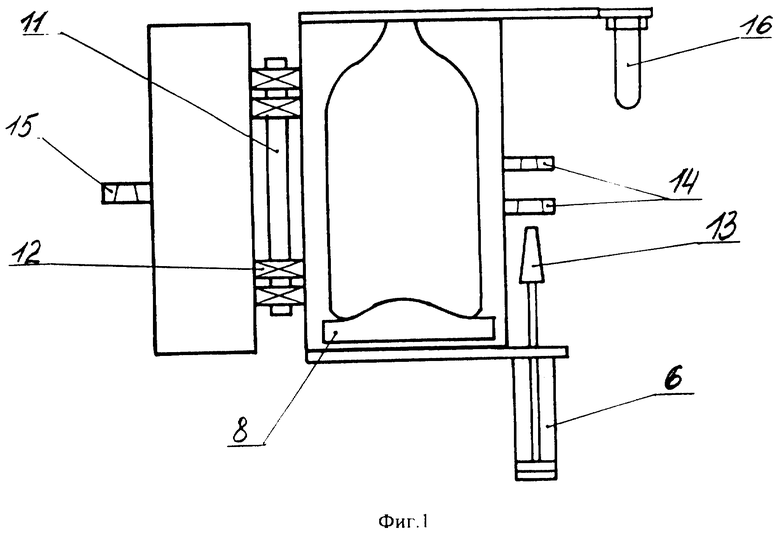
| US 3415915 A, 10.12.1968 | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| Устройство для изготовления противофильтрационного экрана | 1977 |
|
SU665047A1 |
| US 3257687 A, 28.06.1966 | |||
| US 4790741 A, 13.12.1988 | |||
| DE 19506599 A1, 14.03.1996 | |||
| Форма для формования изделий изплАСТМАСС | 1978 |
|
SU837313A4 |
| US 4983348 A, 08.01.1991 | |||
| Устройство для блокировки коннектора коммутационного шнура в интерфейсном разъеме | 2022 |
|
RU2783503C1 |
| Устройство сканирования | 1981 |
|
SU1136095A1 |
| GB 677212 A, 13.08.1952 | |||
| DE 535012 A, 17.09.1931 | |||
| Устройство для замыкания полуформ | 1988 |
|
SU1660577A3 |
| FR 1475253 A, 31.03.1967. | |||

