(54) СПОСОБ СТАБИЛИЗАЦИИ ПОПЕРЕЧНОГО И ЛИСТОВ ПРИ ПРОКАТКЕ ПРОФИЛЯ ПОЛОС 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для противоизгиба рабочихВАлКОВ | 1979 |
|
SU810314A1 |
| Способ регулирования толщины полосы при прокатке | 1978 |
|
SU772635A1 |
| Валковый узел клети квартолистопрокатного стана | 1984 |
|
SU1510962A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Способ регулирования профиля полосы при прокатке | 1970 |
|
SU429617A1 |
| Способ регулирования поперечного профиля и формы полос и листов при прокатке | 1978 |
|
SU725736A1 |
| СИСТЕМА РЕГУЛИРОВАНИЯ ПРОФИЛЯ ПОЛОСЫ | 1998 |
|
RU2122907C1 |
| СИСТЕМА РЕГУЛИРОВАНИЯ ПРОФИЛЯ ПОЛОСЫ | 1998 |
|
RU2308335C2 |
| Способ прокатки полос | 1990 |
|
SU1761314A1 |
| Способ горячей прокатки полос из алюминия и его сплавов | 1988 |
|
SU1570809A1 |
Изобретение отаосится к металлургии, а именно к прокатному производству, он может быть испопьзоваво на лжзтопрокат ных станах холооной и горячей прокатки. Известен способ автоматического рег лирования топщнвь с использованием гид роцилинпров противоизгиба, давление рабочей жидкости в которых изменяют в функции прогиба рабочего валка р.. Недоста тком этого способа является наличие транспортного запаздывания и зоны нечувствительности, что связано с недостаточным быстродействием и инерционность) исполнительных механизмов. Цель изобретения - автоматизация процесса прокатки и повышение быстродействия регулирования профиля рабочего валка. Цепь достигается тем, что в способе стабилизации поперечного профиля полос и лвстов при прокатке, включающем регулирование профиля рабочих валков противоизгибом с помощью гидроцилиндров с -замкнутым объемом рабочей жидкости В гищ оконтуре цилиндров противоизгиба устанавливают высоту столба рабочей жидкости, пропорциональную отношению ширины полосы к длине бочек валков при давлении жидкости, пропорциональном усилию прокатки, и отсекают этот объем рабочей жидкости от источника высокого давления перед задачей полосы в клеть. Сущность способа основана на том, что прогиб рабочего валка относительно опорного вызывает изменение объема рабочей жидкости в замкнутом гидроконтуре и, как следствие, изменение давления в гИ оцилиндрах противоизгиба. При этом передаточный коэффициент от прогиба рабочего валка к усилию противоизгиба зависит от модуля жесткости замкнутого гидроконтура, который определяется по уравнению: 3D .,85-Е-Г1 Т (кг/млл), г 1 - „- t - модуль упругости рабочей ндадкости, кг/мм ; DM п - диаметр, мм, и количество ис зоцилиндров противоизгиба,,9 П - Высота столба рабочей жидости в замкнутом гидрОконтуре, привеоенвая к диаметру гвцроиилинаров противонзгиба, мм.
Таким образом, изменением величины столба рабочей )8шакости можно добйтьсч изменения модуля жесткости зам кнутсго rutqpoKOHTypa, а спедователыно, и Ешредаточного коаффеднента: прогиб рабочего валка - усвлие 1фотнвоизгиба.
Известно, что с ум1шъшением отношения огаршы прокатываемой полосы к длине бочки валков усвлве противоидгиба рабочюс валков, необходимое для стаби жвацнн поперечного профвля, возрастает. Следовательно, с уменьшением отношения шкрвны полосы к дпюе бочк|1 валков пропс иональЕЕо уменыиают величину cfon6a рабочей жидксютк замкнутого гисфононTypati -.
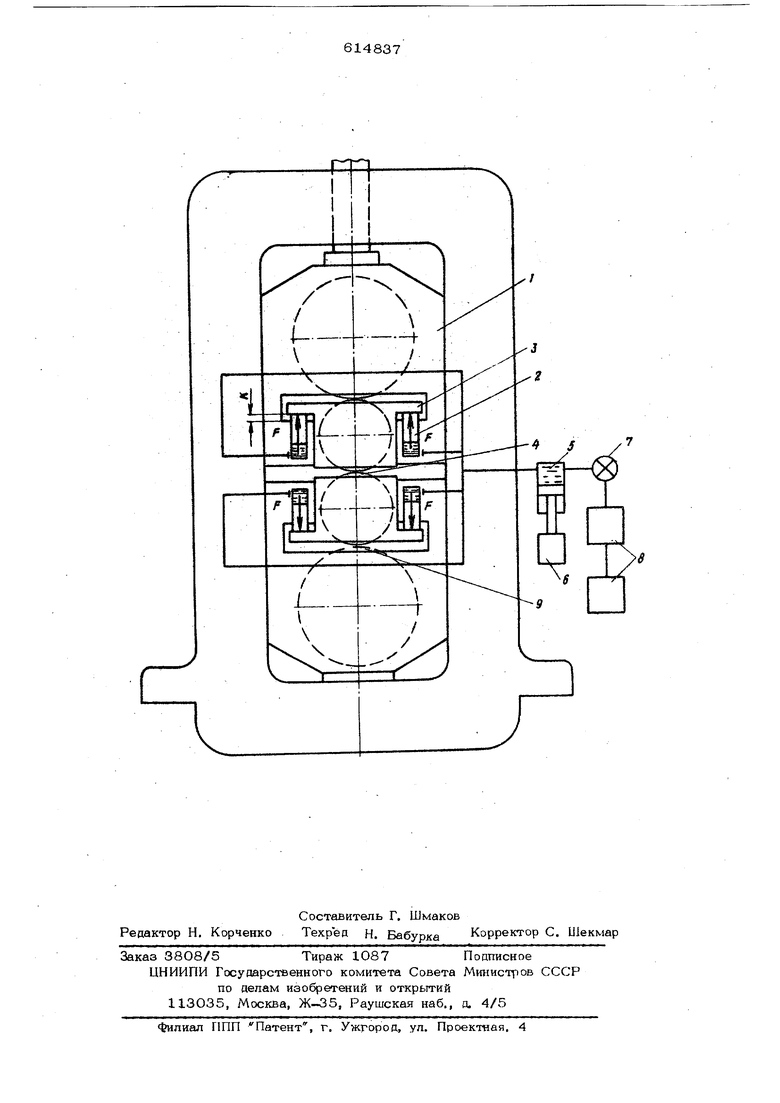
На чертеже изображена схема устрой crfifi, реализующего предлагаемый способ
Успфойство включает опорные подуш-, KB 1, в которых установлены гнсройи- . 2 противоизгиба, рабочие подушки 3, на консольные выступы которых опираются плунжеры гндроивливдров 2 в направленна протнвокзгвба рабочих валков 4; регулвровочный гнЦроцшшнц} 5 с приводом 6; запо{жый клапан 7; источник 8 высокого давлевия в опорные валки 9.
Прокаткой в гшароштнящ ах. 2 опшовзгнба с;: помощью всточввка 8 вьюокого давлеввя совдаетЬя предвари- телсяое давление рабочей жндкоств проворанонально усвлшо |фокатхв. Регулировочным гищюцнлвнцром 5 устанавлвв ггЕСЯ с помощью привода 6 высота столба рабочей жидкости пропорцвональво от вошеншо полосы к длине бочки валков в запорным 7 отсекаеч. ся гицроконкур с гвцроципинпрвмн 2 противоизгиба в регулвровочеи 1м гвдрокиЛ1шдром 5,
При прокатке в результате 1фогвба рабочих валков 4 сггаосцтвлэдо опорв.ых валков 9, т.е. умшьшевня размера К между опорными подушкамв 1 в консол ными Выступами рабочих подушек 3, уменьшается объем рабочей жв(1коств в замкнутом гндроконтуре, что првводвт к ув&личекию давления рабочей жидкости в этом контуре, а следовательно, усилия проти- воизгиба F в соответствии с фактическим модулем жесткости гидроконтура Нг «пока не установится равновесие между прогибом рабочих валков 4 от усилия прокатки и их противоизгибам от усилия F .
Любым возмущениям, происходящим в очаге деформации, например, в результате биения валков, изменения входящей в очаг толщины раската или его темпе.ратуры и т.п. и проявляющимся в изменении усилия прокатки и прогиба рабочих Валков, будет автоматически и практически безынерцисино соответствовать противодействие со стороны гидроцилиндров противоизгйба, стабилизирующее поп ечный профиль полос и листов..
Способ стабилизации поперечного про- .филя полос и листов обеспечивает:
автоматическое и практически безынерционное взмевение усилия регулирования при измененвг условий прокатки,
упрсшенве системы регулирования, так как отпадает необходимость в разработке и установке специальных датчиков и аппараауры для получения сигналов, характеризующих регулируемый параметр (датчиков разнотолщвнности листов, натяжения полосы и т. п,);
отсутствие транспортного запаздывания при регулировании поперечного профиля полос и листов.
Формула изобретения
Способ стабилизации поперечного профиля полос и листов при прокатке, включающий регулирование профиля рабочих ва/1ков противоизгибом с помощью гидроа1швн|фов с замкнутым объемом рабочей жидкости, взаимодействующих с подушками рабочих валков, отличающийс я тем, что, с целью автоматизации и повышения быстродействия регулирования профиля рабочего валка, в гидроконтуре пкпиящ ов противоизгиба устанавливают высоту столба рабочей жидкости, пропорциональную отношению ширины полосы к длине бочек валков при давлении жидкости, пропорциональном усилию прокатки, я отсекают этот объем рабочей жидкости от 1к:точника высокого давления перед задачей полосы в клеть.
Источники информации, принятые во внимание при экспертизе:
l/MetaCs TecnoEog-i, . 1975, N 10, V. 2, p. 497.
If
