Фи.1
Изобретение относится к области обработки металлов давлением, конкретно к волочению проволоки из токопроводящих материалов.
Цель изобретения - увеличение производительности.
На фиг. 1 изображено устройство для реализации способа; на фиг. 2 - диаграмма растяжения стальных образцов.
Способ волочения заключается в том, что
ными радиально к оси. При этом замкнутый магнитопровод позволяет концентрировать в очаге деформации поток самоин дукции, который вызывает радиальные усилия самосжатия заготовки с образованием перетяжки в очаге деформации.
На фиг. 2 приведена диаграмма растяжения стальных обр азцов из марки стали 3 диаметром 6 мм и длиной растягиваемой части 36 мм. Кривая а соответствует расвдоль заготовки 1 через два скользящих тяжению образцов по предлагаемому спосо- контакта 2 пропускают электрический ток в бу, а кривая б - растяжению образцов импульсном режиме. Одновременно в очаге деформации на заготовку воздействуют переменным электромагнитным потоком, котопо известному способу.
На диаграмме растяжения Р - необходимая нагрузка для преодоления предела уп- рый наводят замкнутым магнитопроводом 3, js ругости с применением явления самоин- охватывающим вОлоку 4. Взаимодействие дукции меньше в 1,05-1,2 раза, чем без него. Снижение усилия, необходимого для преодоления предела упругости при обработке металлов давлением, позволяет пропорционально увеличить скорость обработки, а знапульсирующего электрического тока с магнитным потоком возбуждает в очаге деформации электромагнитное поле самоиндукции с эпицентром максимальной напряженности силовых линий поля, лежащим внутри 20 чит, и производительность на 3-5%. магнитопровода. Электромагнитное поле самоиндукции, возбуждаемое в очаге деформации, трансформируется в колебание элементов структуры деформируемого металла.
Формула изобретения
Способ волочения, включающий дефор- вызывая в структурных связях периодичес- 25 мацию заготовки в волоке с одновременкие знакопеременные напряжения (сжатия и растяжения), которые ослабляют характеристики прочности металла, т. е. снижаются критические значения пределов упругости, текучести и прочности. Объемно-напряным пропусканием вдоль заготовки импульсов электрического тока и воздействием на заготовку переменным электромагнитным потоком, отличающийся тем, что, с целью увеличения производительности, электромагженное состояние металла в очаге дефор-30 нитным потоком воздействуют на заготовмации характеризуется напряжениями рас-ку в очаге деформации, который наводят
тяжения, направленными вдоль оси заготов-замкнутым магнитопроводом, охватываюки, и напряжениями сжатия, направлен-щим волоку.
Р, .
1510
ными радиально к оси. При этом замкнутый магнитопровод позволяет концентрировать в очаге деформации поток самоин дукции, который вызывает радиальные усилия самосжатия заготовки с образованием перетяжки в очаге деформации.
На фиг. 2 приведена диаграмма растяжения стальных обр азцов из марки стали 3 диаметром 6 мм и длиной растягиваемой части 36 мм. Кривая а соответствует растяжению образцов по предлагаемому спосо- бу, а кривая б - растяжению образцов
зводительность на 3-
Формула изобретения
ным пропусканием вдоль заготовки импульсов электрического тока и воздействием на заготовку переменным электромагнитным потоком, отличающийся тем, что, с целью увеличения производительности, электромагнитным потоком воздействуют на заготов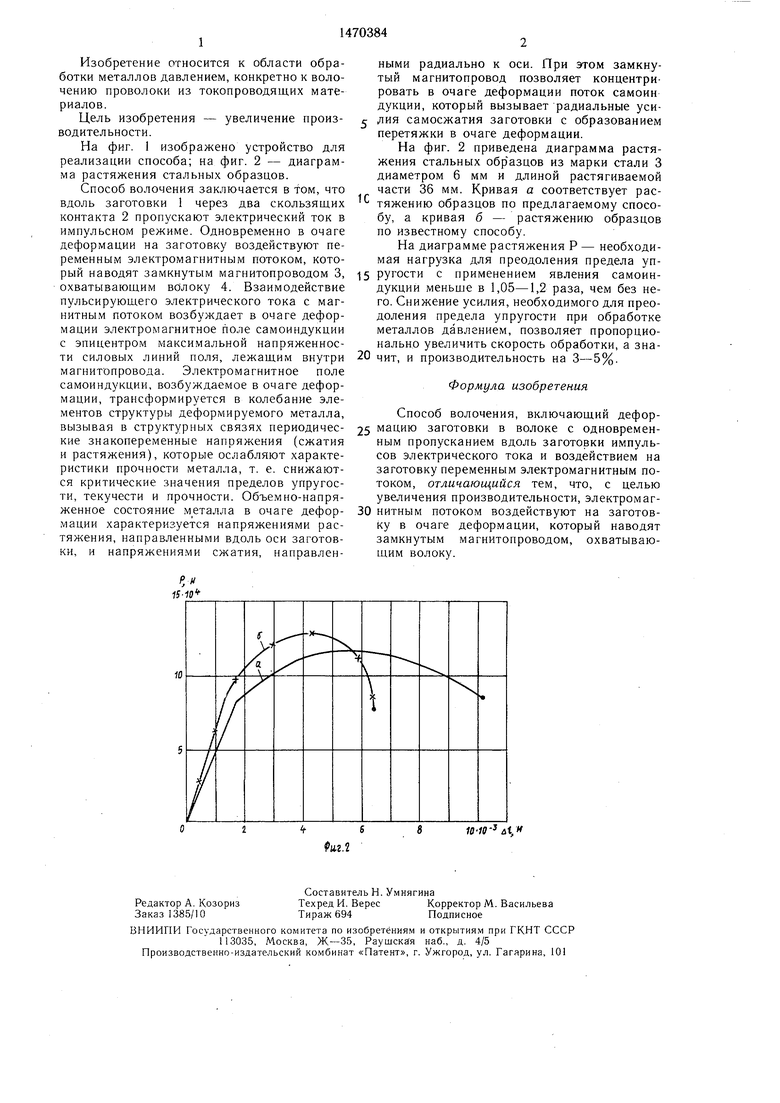
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ волочения труб | 1974 |
|
SU630023A1 |
| Способ волочения труб | 1991 |
|
SU1784324A1 |
| Способ изготовления круглой проволоки из углеродистой стали волочением | 2017 |
|
RU2649610C1 |
| Способ волочения металла с применениемульТРАзВуКА | 1978 |
|
SU799853A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ТРЕНИЯ МЕЖДУ ИНСТРУМЕНТОМ И ЗАГОТОВКОЙ ПРИ ПЛАСТИЧЕСКОМ ДЕФОРМИРОВАНИИ МЕТАЛЛОВ | 2003 |
|
RU2251680C2 |
| Способ волочения изделий, преимущественно коротких, в режиме гидродинамического трения и устройство для его осуществления | 1989 |
|
SU1747224A1 |
| Устройство для калибровки электродной проволоки волочением | 1987 |
|
SU1507490A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2005 |
|
RU2321469C2 |
| Стан для волочения труб | 1990 |
|
SU1811423A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ ГОРЯЧЕКАТАНОЙ ЗАГОТОВКИ | 1997 |
|
RU2138351C1 |
Изобретение относится к области обработки металлов давлением, конкретно к волочению проволоки из токопроводящих материалов. Цель изобретения - увеличение производительности. Способ волочения включает одновременное пропускание вдоль заготовки 1 импульсного электрического тока и воздействие на заготовку в очаге деформации переменным электромагнитным потоком, который наводят замкнутым магнитопроводом 3, охватывающим волоку 4. 2 ил.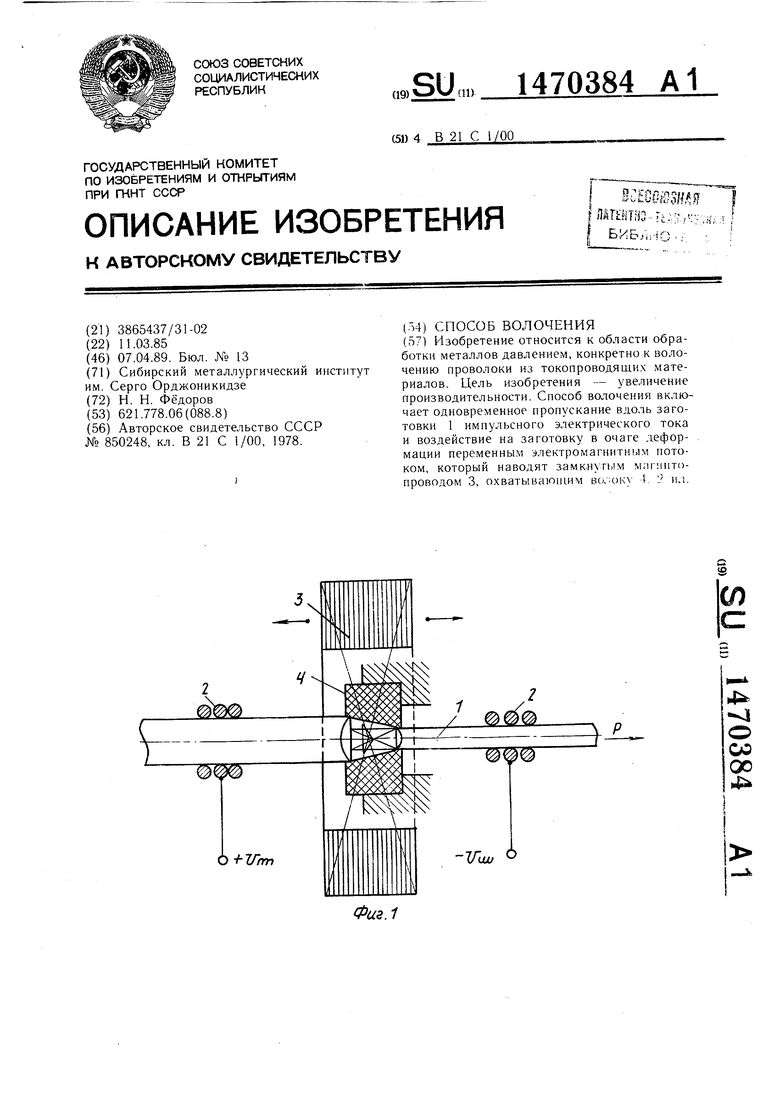
10
7
а. Х
| Способ волочения | 1978 |
|
SU850248A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
