Изобретение относится к обработке металлов давлением, в частности к получению катанки из бывшего в употреблении подвесного контактного провода.
Известен способ получения катанки (а. с. СССР N 514655, В 21 С 1/00, опубликованное в Б.И. за 1976 г. N 9), заключающийся в нагреве заготовки, ее волочении, охлаждении водой, правке и приемке готовой катанки.
С помощью такого способа невозможно получить катанку из бывшего в употреблении контактного провода, имеющего в своем сечении значительные выступы и впадины, которые при волочении складываются и образуют слоистую структуру проволоки, которая будет обладать низкой прочностью.
Известен способ получения калиброванной катанки из пруткового проката (см. заявку Франции N 2317023, В 21 С 37/04, опубл. в ИСМ 1977 г. N 10), заключающийся в волочении прутка, снятии путем пластического изгиба (при вращении) внутренних напряжений, возникших в прутке при волочении, зачистке поверхности заготовки, правке и приемке готовой катанки.
Данный способ невозможно использовать для получения катанки из бывшего в употреблении контактного провода, так как при волочении выступы и впадины контактного провода складываются вдоль оси провода и образуют слоистую заготовку, которая при дальнейшем изгибе и вращении рвется и ломается за счет возникающих в ней высоких механических напряжений, превышающих предел текучести материала заготовки.
Наиболее близким по технической сущности является способ получения катанки (см. а.с. СССР N 383484, В 21 В 3/00, опубл. в БИ за 1973 г.), согласно которому заготовку нагревают, прокатывают до требуемого сечения, охлаждают и принимают готовую катанку, причем нагрев и прокатку заготовки производят дважды, при этом перед первой прокаткой заготовку нагревают до температуры 0,7-0,85 от температуры плавления материала заготовки, а перед второй прокаткой заготовку нагревают до 0,65 - 0,8 от температуры плавления материала заготовки.
Данный способ сложен в реализации, так как требует нескольких операций нагрева и прокатки заготовки, и не может быть использован для получения катанки из бывшего в употреблении контактного провода, имеющего в своем сечении значительные неровности в виде выступов и впадин, которые при прокатке неизбежно будут складываться и поэтому готовая катанка, полученная по этому способу, будет иметь слоистую структуру, что говорит о низком качестве такой проволоки. Кроме того, при нагреве медь или медный сплав, из которых изготовлен контактный провод, интенсивно окисляется и после охлаждения покрывается окисной пленкой, для снятия которой в данном способе необходима дополнительная операция, что еще более усложняет известный способ и приводит к потере меди, снятой с поверхности катанки.
Целью настоящего изобретения является получение простым способом качественной катанки из бывшего в употреблении медного контактного провода.
Поставленная цель достигается за счет того, что в способе получения катанки из бывшего в употреблении контактного провода, имеющего выступы и впадины, заключающемся в нагреве, прокатке до требуемого сечения, охлаждении и приемке готовой катанки, согласно изобретению, выступы провода дополнительно нагревают до температуры плавления материала провода и полученным расплавом заполняют впадины, охлаждение же ведут в среде, обеспечивающей восстановление материала провода из поверхностного окисного слоя.
Нагрев выступов провода до температуры плавления материала провода и заполнение полученным расплавом впадин провода позволяют сделать профиль контактного провода однородным, без выступов и впадин, что дает возможность при прокатке до требуемого сечения избежать образования закатов, то есть слоистой структуры, что обычно приводит к получению некачественной катанки.
Охлаждение нагретой катанки в восстановительной среде позволяет провести интенсивное восстановление материала провода из появившейся при нагреве поверхностной окисной пленки, при этом материал полностью сохраняется, а не уходит в отходы, как при других методах очистки от окислов.
Кроме того, совмещение охлаждения катанки с ее очисткой от окисного слоя делает заявляемый способ достаточно простым для осуществления.
Состав восстановительной среды, в которой происходит охлаждение катанки, не является предметом изобретения и известен из уровня техники.
При проведении поиска по источникам патентной и научно-технической информации не было обнаружено решений, содержащих совокупность предлагаемых признаков, что позволяет сделать вывод о соответствии предлагаемого способа критериям "новизна" и "изобретательский уровень".
Предлагаемое изобретение иллюстрируется чертежами, где:
- на фиг. 1 представлено устройство для осуществления способа;
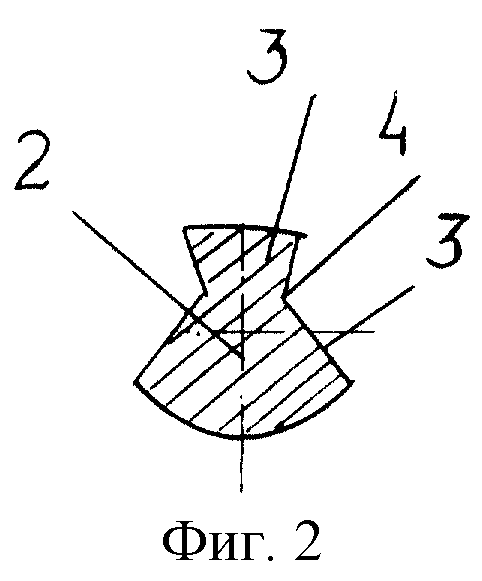
- на фиг. 2 - профиль бывшего в употреблении контактного провода;
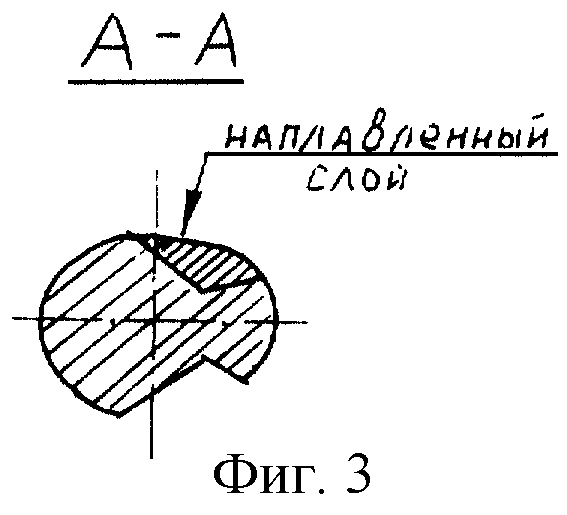
- на фиг. 3 - разрез "А-А" контактного провода после оплавления выступов с одной стороны;
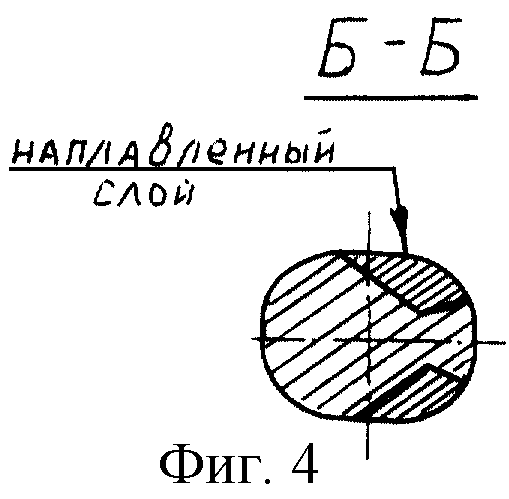
- на фиг. 4 - разрез "Б-Б" контактного провода после оплавления выступов с двух сторон;
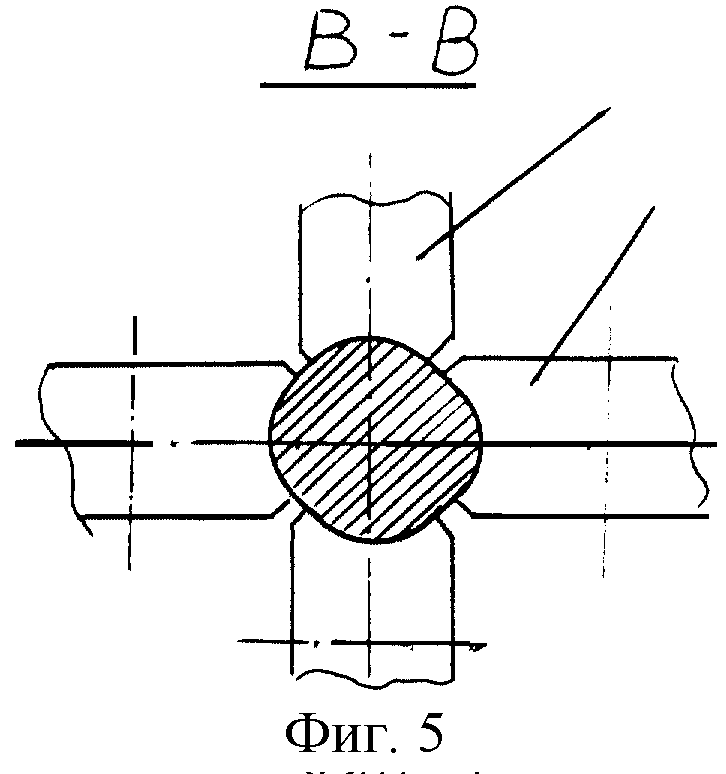
- на фиг. 5 - разрез "В-В" прокатных валков;
- на фиг. 6 - сечение готовой катанки, полученной по заявляемому способу.
Способ получения катанки из бывшего в употреблении медного контактного провода, имеющего выступы и впадины, заключается в том, что провод очищают от загрязнения и располагают горизонтально, причем одна впадина находится сверху, а другая - снизу. После этого нагревают верхние выступы провода до температуры плавления материала и полученным расплавом заполняют верхнюю впадину. Затем провод поворачивают на 180o и опять нагревают верхние выступы до температуры плавления материала и полученным расплавом заполняют верхнюю впадину, после чего весь провод нагревают до 600oC, прокатывают до требуемого сечения и охлаждают в среде, обеспечивающей восстановление материала провода из поверхностного окисного слоя, например, в 10% водном растворе спирта, а после этого проводят волочение и приемку готовой катанки.
Устройство, с помощью которого реализуется предлагаемый способ получения катанки, не является предметом изобретения и известно из уровня техники.
Устройство для получения катанки состоит из разматывающего устройства 1, на котором намотан бывший в употреблении контактный провод 2, имеющий выступы 3 и впадины 4, горелок 4 и 5, нагревателя 7, прокатных валков 8, ванны 9 охлаждения и восстановления меди из окисного слоя, калибрующих волок 10 и приемного барабана 11 готовой катанки 12.
Горелки 5 и 6 предназначены для нагрева выступов 3 провода 2 до температуры плавления материала (меди) провода 2.
Электрический или газовый нагреватель 7 служит для нагрева всего провода 2.
Прокатные валки 8 служат для сглаживания поверхности провода 2 с оплавленными выступами 3.
Калибрующие волоки 10 служат для придания катанке 12 круглого сечения необходимого диаметра.
Способ осуществляется следующим образом.
Бывший в употреблении медный контактный провод 2 марки МФ-100, изготовленный по ГОСТ 2584-86, предварительно очищенный, с разматывающего устройства 1 со скоростью 4-10 м/мин направляют к горелкам 5, при этом впадины 4 провода 2 располагают горизонтально - одна внизу, другая вверху. Провод 2, продвигаясь, попадает в зону действия горелок 5, которые нагревают верхние выступы 3 провода 2. Под действием пламени горелок 5 выступы 3 начинают плавиться и жидкий металл, стекая, заполняет впадину 4. Затем провод 2 поворачивают на 180o и теперь наверху оказываются другие выступы 3, которые под действием пламени горелок 6 расплавляются и заполняют впадину 4. В результате этих операций провод 2 в сечении принимает форму эллипса без выступов 3 и впадин 4. В нагревателе 7 весь провод 2 равномерно нагревается до 600oC, после чего провод 2 проходит через прокатные валки 8 и на выходе из валков 8 провод 2 имеет сечение, близкое к кругу. Затем провод 2 поступает в ванну 9 с восстановительной средой, где он охлаждается и происходит восстановление меди из окисного слоя. Затем провод 2 поступает в калибрующие волоки 10, на выходе которых установлен приемный барабан 11, на который сматывают готовую катанку 12 круглого сечения и необходимого диаметра.
Использование предлагаемого способа позволит без потерь и при сравнительно небольших затратах перерабатывать бывшие в употреблении контактные провода в высококачественную медную катанку круглого сечения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПРОВОЛОКИ ИЗ БЫВШЕГО В УПОТРЕБЛЕНИИ МЕДНОГО КОНТАКТНОГО ПРОВОДА | 2000 |
|
RU2173590C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПРОФИЛЯ U-ОБРАЗНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2001 |
|
RU2196649C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПРОФИЛЯ U-ОБРАЗНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2001 |
|
RU2196648C1 |
| ПРОВОД ЭЛЕКТРИЧЕСКИЙ (ВАРИАНТЫ) | 2000 |
|
RU2179348C2 |
| ЭЛЕКТРИЧЕСКИЙ ПРОВОД (ВАРИАНТЫ) | 2000 |
|
RU2179347C2 |
| СПОСОБ ПЕРЕРАБОТКИ СУЛЬФИДНЫХ МЕДНЫХ РУД И/ИЛИ КОНЦЕНТРАТОВ | 2000 |
|
RU2173726C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЯ ЖЕЛОБЧАТОЙ ФОРМЫ | 2002 |
|
RU2245750C2 |
| ПРОВОДНИК ДЛЯ ИЗГОТОВЛЕНИЯ МЕЖРЕЛЬСОВЫХ ЭЛЕМЕНТОВ ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ (ВАРИАНТЫ) | 2000 |
|
RU2185970C2 |
| АНКЕР РЕЛЬСОВОГО СКРЕПЛЕНИЯ | 2002 |
|
RU2252286C2 |
| АВТОКЛАВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ОКИСЛИТЕЛЬНОГО ВЫЩЕЛАЧИВАНИЯ МЕТАЛЛОВ | 2000 |
|
RU2171709C1 |
Изобретение относится к обработке металлов давлением, в частности к способам получения катанки из бывшего в употреблении контактного провода. Целью изобретения является повышение простым способом качественной катанки. Согласно предлагаемому способу бывший в употреблении медный контактный провод, имеющий выступы и впадины, нагревают, причем выступы нагревают до температуры плавления материала провода и полученным расплавом заполняют впадины, прокатывают и охлаждают в среде, обеспечивающей восстановление материала провода из окисного слоя. Изобретение обеспечивает получение круглой медной катанки при небольших затратах. 6 ил.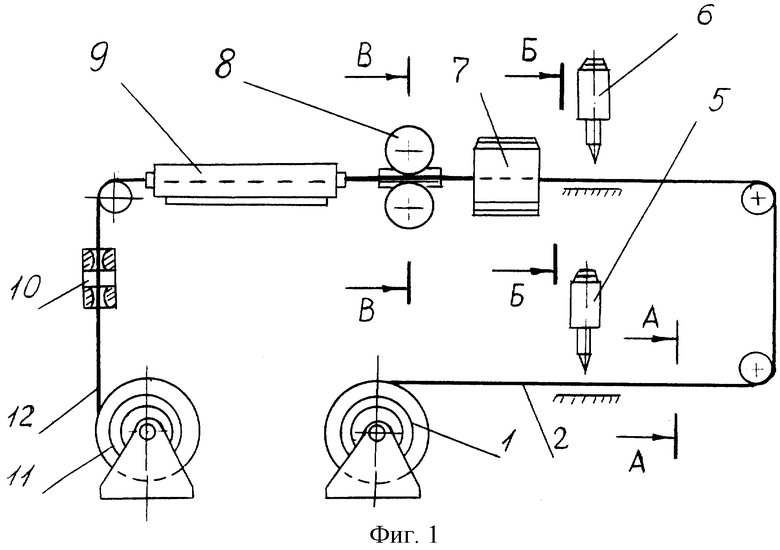
Способ получения катанки из бывшего в употреблении медного контактного провода, имеющего выступы и впадины, заключающийся в нагреве, прокатке до требуемого сечения, охлаждении и приемке готовой катанки, отличающийся тем, что выступы провода дополнительно нагревают до температуры плавления материала и полученным расплавом заполняют впадины провода, а охлаждение ведут в среде, обеспечивающей восстановление материала провода из поверхностного окисного слоя.
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЕВОЙ КАТАНКИ | 0 |
|
SU383484A1 |
| СПОСОБ ПОДГОТОВКИ МЕДНОЙ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ К ВОЛОЧЕНИЮ | 1998 |
|
RU2146976C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 1997 |
|
RU2113293C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННОГО СЕЧЕНИЯ КОНТАКТНОГО ПРОВОДА ИЗ МЕДИ | 1996 |
|
RU2109591C1 |
| Способ производства медных лент | 1981 |
|
SU973197A1 |
| EP 0399181 А, 28.11.1990 | |||
| US 3940964, 02.03.1976. | |||
