Изобретение относится к области металлургии, в частности к охлаждению проката при термической обработке в потоке стана.
Известно устройство для охлаждения и гидротранспортирования проката, содержащее приемную воронку с форсункой, камеру охлаждения со сливным отверстием и механизм перекрытия сливного отверстия, выполненный в виде втулки, установленной концентрично наружной поверхности камеры охлаждения и соединенной со штоком гидроцилиндра перемещения втулки вдоль камеры охлаждения, при этом поршень гидроцилиндра подпружинен, а полость гидроцилиндра сообщена с камерой охлаждения каналом на участке между форсункой и сливным отверстием (а.с. СССР N 1583451, кл.С 21 D 1/02, опубл.07.08.90).
Известное устройство не обеспечивает регулирования соотношения протяженностей зон охлаждения и выравнивания температуры по сечению проката.
Из известных устройств наиболее близким по технической сущности и достигаемому результату является устройство для охлаждения проката, содержащее ряд последовательно установленных секций, включающих размещенные в их корпусе форсунку, камеру охлаждения, отсекающий элемент и камеру выравнивания температуры (В.И.Губинский, А.Н.Минаев, Ю.В.Гончаров. Уменьшение окалинообразования при производстве проката.- Киев: Технiка, 1981, с. 78).
Регулирование охлаждения проката происходит за счет изменения количества поступающего охладителя высокого давления в камеру охлаждения без возможности изменения ее длины, что не позволяет регулировать соотношение протяженностей зон охлаждения и выравнивания температуры по сечению проката. Это обусловлено тем, что отдельные камеры охлаждения и выравнивания температуры жестко зафиксированы в технологической трассе, что также фиксирует протяженность зон охлаждения и выравнивания температуры по сечению проката. При охлаждении широкого профильного и марочного сортамента проката и наличии в нем высоколегированных специальных марок сталей известное устройство не позволяет обеспечить требуемых потребительских свойств изделий.
В основу изобретения поставлена задача усовершенствования устройства для охлаждения проката, в котором за счет определенных конструктивных особенностей обеспечивается возможность плавного изменения длины камер охлаждения и выравнивания температуры, что позволит регулировать соотношение протяженностей зон охлаждения и выравнивания температуры по сечению проката.
Поставленная задача решается тем, что в устройстве для охлаждения проката, содержащем ряд последовательно установленных секций, включающих размещенные в их корпусе форсунку, камеру охлаждения, отсекающий элемент и камеру выравнивания температуры, согласно изобретению камеры охлаждения и выравнивания температуры выполнены телескопически, при этом выходной конец камеры охлаждения и входной конец камеры выравнивания температуры жестко закреплены в отсекающем элементе, установленном с возможностью перемещения вдоль продольной оси корпуса.
На чертеже представлено предлагаемое устройство для охлаждения проката, общий вид.
Устройство содержит ряд последовательно установленных секций, включающих размещенные в их корпусе 1 нагнетающую форсунку 2, в коническом входе которой жестко закреплен передний конец камеры охлаждения. Камера охлаждения образована двумя телескопически размещенными трубчатыми проводками 3 и 4, а камера выравнивания температуры образована двумя телескопически размещенными трубчатыми проводками 5 и 6. Выходной конец трубчатой проводки 4 и входной конец трубчатой проводки 5 жестко закреплены в отсекающем элементе 7. Отсекающий элемент 7 размещен на каретке 8, установленной с возможностью перемещения вдоль продольной оси корпуса 1.
Устройство работает следующим образом.
С началом процесса прокатки на стане осуществляется подача охладителя, например воды высокого давления в секции, устройства через нагнетающую форсунку 2. Количество работающих секций, расход и давление охладителя в каждой нагнетающей форсунке определяется в зависимости от общего теплосъема и режима охлаждения для каждого конкретного сортамента проката. Охладитель через сопло форсунки 2 поступает в виде сплошного потока во внутренний канал камеры охлаждения, где по ее продольной оси транспортируется охлаждаемый прокат, например катанка диаметром 5,5 мм. Омывая поверхность проката, поток охладителя отбирает необходимое количество тепла, в результате чего формируется требуемая структура металла. После нагрева в камере охлаждения отработанный охладитель поступает в отсекающий элемент 7, где он полностью удаляется в емкость, расположенную под устройством (на чертеже не показана). Прокат поступает в камеру выравнивания температуры, где при его перемещении в прокате происходит перераспределение тепла от горячей сердцевины к переохлажденной поверхности и уменьшается температурный градиент по его сечению. Это снижает термические и фазовые напряжения в металле и создает благоприятные условия для регулируемого теплоотбора в последующих секциях и формирования более равномерной структуры по сечению проката.
При необходимости регулирования процесса охлаждения проката плавно изменяют длину камер охлаждения и выравнивания температуры. Уменьшение длины камеры охлаждения и увеличение длины камеры выравнивания осуществляется посредством перемещения каретки 8 совместно с размещенным на ней отсекающим элементом 7 в сторону нагнетающей форсунки 1. При этом выходной конец трубчатой проводки 4, жестко закрепленный в отсекающем элементе 7, и входной торец трубчатой проводки 5 перемещается вдоль продольной оси корпуса 1. Увеличение длины камеры охлаждения и уменьшение длины камеры выравнивания осуществляется посредством перемещения каретки 8 в противоположную сторону. Проходя последовательно все секции устройства, прокат периодически попадает в зоны интенсивного охлаждения и выравнивания, соотношение протяженностей которых регулируется в зависимости от требуемой интенсивности и величины теплосъема для придания изделию необходимого комплекса потребительских свойств.
Использование предлагаемого изобретения позволит в условиях проволочного стана 290 освоить производство катанки из специальных высоколегированных марок сталей, например шарикоподшипниковых и нержавеющих.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕГУЛИРУЕМОГО ОХЛАЖДЕНИЯ ПРОКАТА | 2001 |
|
RU2174881C1 |
| НАГНЕТАЮЩАЯ ФОРСУНКА | 2001 |
|
RU2174884C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДЛИННОМЕРНОГО ПРОКАТА | 2001 |
|
RU2174880C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДВИЖУЩЕГОСЯ ПРОКАТА | 2001 |
|
RU2174883C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 2001 |
|
RU2180278C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2193936C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ ПРОКАТА | 2001 |
|
RU2212295C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА КРУГЛОГО СЕЧЕНИЯ | 2001 |
|
RU2212458C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ ПРОКАТА | 2001 |
|
RU2207207C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕПЛОВОГО ПРОФИЛЯ ВАЛКОВ | 2001 |
|
RU2191650C1 |
Изобретение относится к области металлургии, в частности к охлаждению проката при термической обработке в потоке стана. Задача изобретения - плавное изменение длины камер охлаждения и выравнивания температуры. Устройство для охлаждения проката содержит ряд последовательно установленных секций, включающих размещенные в их корпусе форсунку, камеру охлаждения, отсекающий элемент и камеру выравнивания температуры. Камера охлаждения и камера выравнивания температуры выполнены телескопически, при этом выходной конец камеры охлаждения и входной конец камеры выравнивания температуры жестко закреплены в отсекающем элементе, установленном с возможностью перемещения вдоль продольной оси корпуса. Предлагаемое изобретение обеспечивает возможность плавного изменения длины камер охлаждения и выравнивания температуры, что позволяет регулировать соотношение зон охлаждения и выравнивания температуры по сечению проката. 1 ил.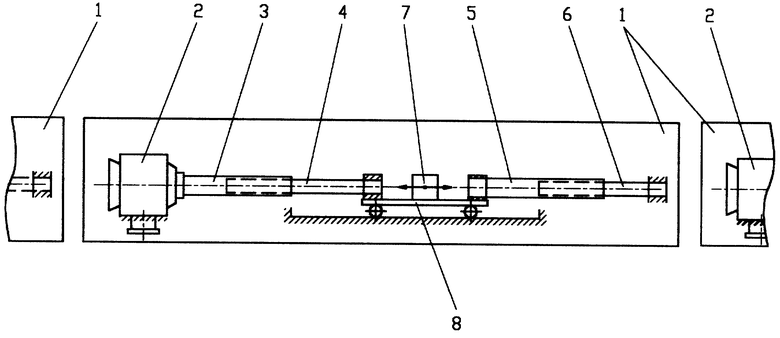
Устройство для охлаждения проката, содержащее ряд последовательно установленных секций, включающих размещенные в их корпусе форсунку, камеру охлаждения, отсекающий элемент и камеру выравнивания температуры, отличающееся тем, что камеры охлаждения и выравнивания температуры выполнены телескопически, при этом выходной конец камеры охлаждения и входной конец камеры выравнивания жестко закреплены в отсекающем элементе, установленном с возможностью перемещения вдоль продольной оси корпуса.
| ГУБИНСКИЙ В.И | |||
| и др | |||
| Уменьшение окалинообразования при производстве проката | |||
| - Киев: Технiка, 1981, с.78 | |||
| 1970 |
|
SU412260A1 | |
| Устройство для термической обработки | 1973 |
|
SU544684A1 |
| SU 916557, 30.03.1982 | |||
| Устройство для охлаждения изделий | 1984 |
|
SU1330181A1 |
| УЧАСТОК ОХЛАЖДЕНИЯ КАТАНКИ | 1994 |
|
RU2116849C1 |
| DE 4201295, А1, 22.07.1993 | |||
| EP 0440009, А1, 07.08.1991. | |||

