Изобретение относится к устройствам для нанесения жидких клеев и герметиков на изделия и может быть использовано в различных технологических процессах, в частности при производстве стеклопакетов и других конструкционных элементов.
При производстве изделий особое внимание уделяется качеству нанесения различных клеящих веществ и уплотнителей - твердеющих герметиков, что выполняется посредством различных приспособлений и механизмов (см., например, SU 0482296, B 27 G 11/00, B 05 C 11/00, 30.08.1975) [1]. Такие устройства обычно содержат средства для раздачи вещества, средства для подогрева и механизмы для осуществления перемещения склеиваемых элементов относительно друг друга. Устройства могут содержать и средства автоматизации тех или иных технологических процессов.
Средства для раздачи клеящих веществ и уплотнителей выполняют в виде экструдеров, посредством которых осуществляется дозированное покрытие изделий слоем вещества (см., например, RU 2149102 C1, B 32 B 31/30, 20.05.2000) [2] , при этом эти средства применяются независимо от того, термореактивной или термопластичной является наносимая композиция. Аналогичным образом осуществляется двухстороннее покрытие изделий (см., например, WO 00/23200 A1, B 05 C 3/18/9/04, 11/04, 27.04.2000) [3].
Наиболее близким по технической сути является устройство [3] (ближайший аналог), которое включает питатель для вещества, соединенный со средствами для подачи вещества на поверхность изделия, а также средства для перемещения изделия с электроприводом, фиксатор, установленные на основании.
Однако это устройство не предназначено для нанесения клеев на детали, замкнутые по периметру. Именно такими деталями являются дистанционные рамки для изготовления стеклопакетов, специфика производства которых состоит в необходимости формирования тонкого (0,3-0,5 мм) равномерного и ограниченного по площади клеящего и герметизирующего слоя, преимущественно из полиизобутиленового герметика.
Задачей настоящего изобретения является создание устройства для нанесения герметика на боковые поверхности таких замкнутых по периметру деталей при обеспечении высокой скорости нанесения, сплошности, точности образования "дорожки" клея, удобства смены последующих сторон детали или самих деталей в процессе нанесения клеящего герметизирующего материала.
Технический результат изобретения достигается тем, что устройство для нанесения жидкого покрытия на протяженное изделие включает питатель для вещества, соединенный со средствами для подачи вещества на поверхность изделия, средства для перемещения изделия с электроприводом, фиксатор, установленные на основании. Средства для подачи вещества выполнены в виде двух размещенных встречно сопловых узлов, снабженных кранами, и предназначенных для нанесения покрытия на противоположные поверхности изделия. Питатель для вещества содержит последовательно соединенные емкость с поршнем, фильтр, нагреватель и побудитель расхода, выход которого подключен к кранам. Средства для перемещения изделия с приводом выполнены в виде четырех роликов для обжатия перемещаемого изделия, два из которых являются ведущими с фрикционной накаткой и подключены посредством ремня к электроприводу, а два других - с гладкой поверхностью, свободно вращающихся на осях, являются прижимными и установлены с возможностью перемещения по дуге окружности в плоскости ведущих роликов для прижатия изделия к ним в рабочем положении и удерживании фиксатором. При этом краны открыты в рабочем положении прижимных роликов и соединены между собой тягой, связанной с каждым из прижимных роликов.
Устройство может характеризоваться тем, что побудитель расхода выполнен в виде шестеренчатого насоса, выходом которого служит разгрузочное отверстие, при этом насос подключен к приводу, пускатель которого связан с упомянутой тягой.
Устройство может характеризоваться также тем, что поршень размещен в емкости, при этом ее надпоршневая полость сообщена с источником сжатого воздуха.
Далее, устройство может характеризоваться тем, что сопловые узлы выполнены в виде механически и гидравлически связанных между собой корпусной детали, суппорта и полого штока, имеющего открытый конец и закрытый с резьбой конец, выполняющий функции измерителя положения суппорта. Шток со стороны открытого конца установлен в корпусной детали с возможностью вращения, а суппорт размещен на закрытом, снабженном резьбой, конце штока. При этом калиброванные отверстия сопел образованы в теле корпусной детали и суппорта и имеют сужения, сообщены каналами с полостью штока, а краны установлены в непосредственной близости к упомянутым отверстиям.
Устройство может характеризоваться тем, что введен дополнительный нагреватель, размещенный в теле суппорта, а также тем, что средство для прижатия изделия между роликами в рабочем положении выполнено в виде пружин растяжения, закрепленных между осями прижимных роликов и основанием.
Существо изобретения поясняется на чертежах, где:
на фиг. 1 представлена блок-схема устройства,
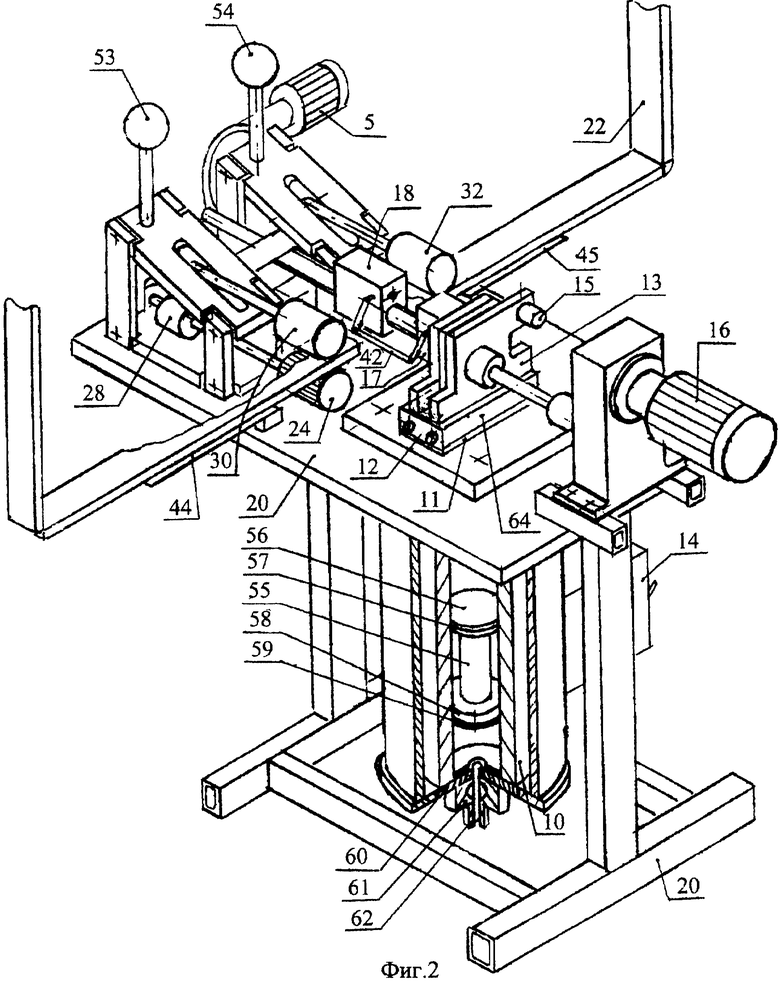
на фиг. 2 - конструкция устройства,
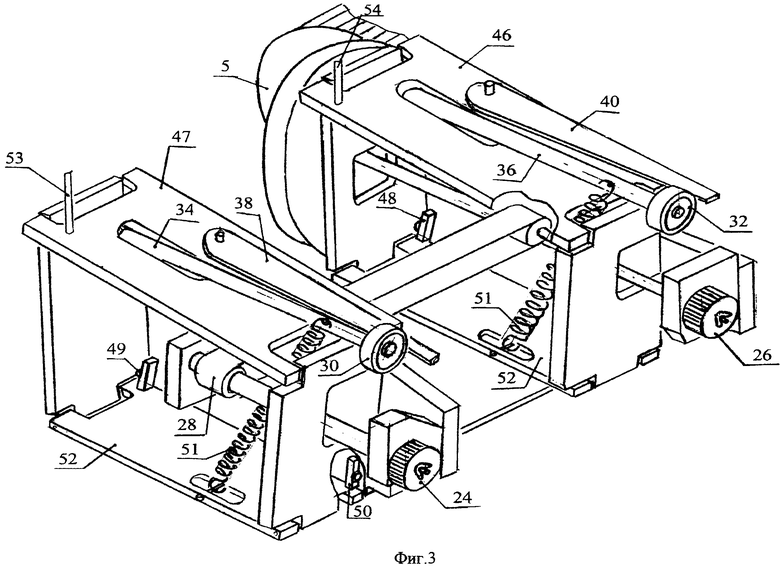
на фиг. 3 - конструкция узла перемещения изделия,
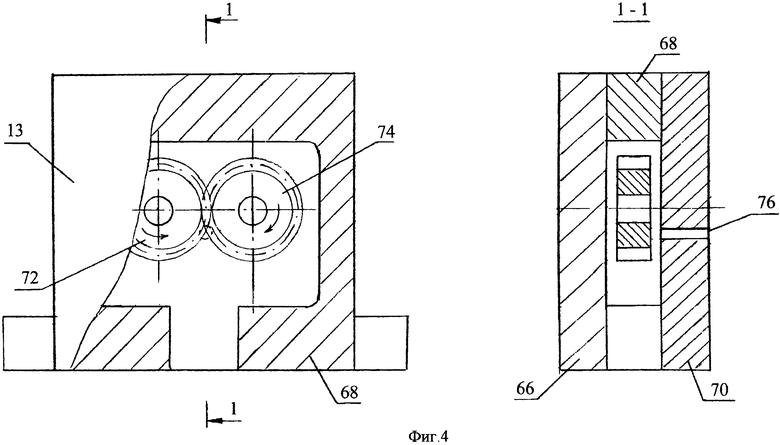
на фиг. 4 - конструкция шестеренчатого насоса,
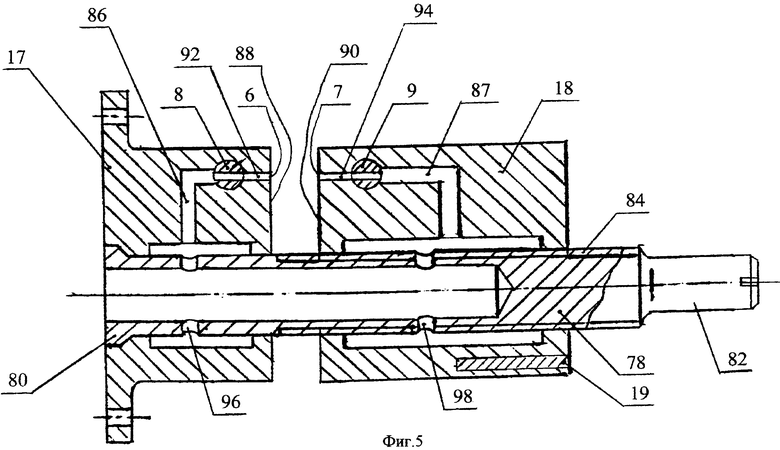
на фиг. 5 - выполнение соплового узла.
Устройство содержит (см. фиг. 1) питатель 1 для вещества, соединенный со средствами 2 для подачи вещества на поверхность изделия 3, средства 4 для перемещения изделия с электроприводом 5.
Средства для подачи вещества выполнены в виде двух размещенных встречно сопловых узлов 6, 7, снабженных кранами 8, 9. Питатель для вещества содержит последовательно соединенные емкость 10 с поршнем, фильтр 11, нагреватель 12 и побудитель расхода - насос 13, выход которого подключен к кранам 8, 9. Синхронизация и электропитание устройства осуществляется от блока 14 управления, к которому подключены электропривод 5 механизма перемещения, датчик 15 температуры, электропривод 16 насоса 13. Сопла сопловых узлов 6 и 7 образованы в теле корпусной детали 17 и в теле суппорта 18, снабженного дополнительным нагревателем 19.
На фиг. 2, 3 подробно показана конструкция устройства.
Устройство содержит станину 20, на которой смонтирован питатель 1. Средства для перемещения рамки 22 выполнены в виде четырех роликов для обжатия перемещаемого изделия, два из которых 24, 26 являются ведущими с фрикционной накаткой и подключены посредством ремня 28 к электроприводу 16. Два других ролика 30, 32 с гладкой поверхностью, свободно вращающиеся на осях 34, 36, являются прижимными и установлены с возможностью перемещения по дуге окружности в плоскости ведущих роликов 24, 26 для прижатия рамки 22 к ним в рабочем положении и удерживании фиксаторами 38, 40. Краны 8, 9 открыты в рабочем положении прижимных роликов (ролики прижаты к рамке) и соединены между собой тягой 42, связанной с каждым из прижимных роликов 30, 32.
Устройство перемещения дистанционной рамки состоит из подающего 46 и принимающего 47 шарнирных узлов и направляющих 44, 45, закрепленных на станине 20. На неподвижной части подающего шарнирного узла 46 закреплен электропривод 5 ведущих роликов 38, 39. На подвижной части закреплены прижимные ролики 30, 32. Шарнирные узлы 46, 47 соединены зубчатым ремнем 28. На подающем шарнирном узле 46 установлен электрический выключатель 48, а на принимающем шарнирном узле 47 - два электрических выключателя 49, 50.
Прижатие изделия 3 (рамки 22) между парами роликов 24, 30 и 26, 32 в рабочем положении осуществляется пружинами 51 растяжения, закрепленными между осями 34, 36 прижимных роликов 30, 32 и основанием 52 шарнирных узлов 46, 47. На каждом шарнирном узле установлены рукоятки 53, 54 включения устройства перемещения дистанционной рамки.
В емкость 10 для вещества помещен поршень 55, у которого на одном фланце 56 установлено поршневое кольцо 57, а на другом фланце 58 - пневматическое уплотнение 59. Снаружи емкость 10 имеет поворотную крышку 60 с замком. На крышке 60 установлен шаровой кран 61 и штуцер 62 для присоединения шланга со сжатым воздухом (не показан).
Фланец 64 с отверстием для прохождения клеящей среды содержит установленный в его теле нагревательный элемент 12.
На фиг. 4 показана конструкция побудителя расхода наносимого вещества. Этот узел выполнен в виде шестеренчатого насоса 13, который состоит из трех корпусных деталей 66, 68, 70, ведущей 72 и ведомой 74 шестерен. Выходом насоса 13 является отверстие 76.
На фиг. 5 представлена конструкция сопловых узлов. Они выполнены в виде механически и гидравлически связанных между собой корпусной детали 17, суппорта 18 и полого штока 78, имеющего открытый конец 80 и закрытый 82 конец с резьбой 84, выполняющий функции измерителя положения суппорта 18. Шток 78 со стороны открытого конца 80 установлен в корпусной детали 17 с возможностью вращения, а суппорт 18 размещен на закрытом конце 82 штока. Калиброванные отверстия 86, 87 сопел образованы на внутренних поверхностях 88, 90 корпусной детали и суппорта и имеют сужения 92, 94, сообщены каналами 96, 98 с полостью штока 78. В теле корпусной детали 17 и суппорта 18 в непосредственной близости к поверхности 88, 90 установлены краны 8, 9, которые выполнены золотниковыми. На конце 82 штока 78, который используется для изменения расстояния между соплами 6, 7 при изменении типоразмера покрываемых рамок 22, может быть помещена круговая шкала с делениями (не показана). Для подогрева суппорта 18 в его теле размещен нагреватель 19, подключенный к блоку управления 14.
Устройство работает следующим образом.
Сжатый воздух через штуцер 62 поступает в полость емкости 10 под поршень 55, который вытесняет клеящую среду через фильтр 11 в насос 13. Шестерни 72, 74 насоса вытесняют клеящую среду (например, полиизобутиленовый герметик) в полость штока 78, из которого клеящая среда поступает во внутреннюю полость корпусной детали 17 и суппорта 18. Проходя через краны 8, 9 клеящая среда выдавливается через сопла и наносится с двух сторон на перемещаемое изделие (дистанционную рамку), образуя на ее противоположных сторонах дорожку из герметика.
Перемещение изделия - рамки 22 осуществляется посредством механизма перемещения. Край рамки 22 устанавливают напротив сопел сопловых узлов 6, 7, зажимают рукояткой 54 между роликами 26, 32 подающего шарнирного узла 46, а затем и рукояткой 53. Фиксатор 40 обеспечивает выполнение нескольких функций: удерживает рамку между роликами в рабочем положении, при котором включено питание приводов, открыты оба краны 8,9 тягой 42. Далее устройство обеспечивает перемещение рамки и нанесение клеящего вещества по всей длине, после чего происходит отключение фиксатора 40, а затем фиксатора 38. Затем освобожденную от зажима рамку поворачивают, вновь закрепляют в механизме перемещения и осуществляют аналогичным образом нанесение клеящей среды (герметика) на оставшиеся стороны рамки. Датчик 15 контролирует заданный температурный режим и исключает возможность включения электропривода 16 непрогретого устройства.
Опытный образец устройства имеет габаритные размеры 500 х 500 х 1000 мм, массу 50 кг, потребляемую мощность 300 Вт. Расход клеящего вещества при двухстороннем нанесении и ширине дорожки 3-4 мм составляет 1,0 г на погонный метр. Скорость нанесения достигает 10 м/мин.
Таким образом патентуемое устройство позволяет осуществлять экономичное нанесение клеев или герметиков на замкнутые рамочные изделия с высокой скоростью, формировать слои заданной толщины, геометрии и конфигурации на рамках разного типоразмера при обеспечении компактности устройства, простоты и удобства обслуживания.
Изобретение относится к устройствам для нанесения жидких клеев и герметиков на изделия и может быть использовано в различных технологических процессах, в частности при производстве стеклопакетов и других конструкционных элементов. Задачей настоящего изобретения является создание устройства для нанесения герметика на боковые поверхности замкнутых по периметру деталей при обеспечении высокой скорости нанесения, сплошности, точности образования "дорожки" клея, удобства смены последующих сторон детали или самих деталей в процессе нанесения клеящего герметизирующего материала. Для этого средства для подачи вещества выполнены в виде двух размещенных встречно сопловых узлов, снабженных кранами. Питатель для вещества содержит последовательно соединенные емкость с поршнем, фильтр, нагреватель и побудитель расхода, выход которого подключен к кранам. Средства для перемещения изделия с приводом выполнены в виде четырех роликов для обжатия перемещаемого изделия, два из которых являются ведущими с фрикционной накаткой и подключены посредством ремня к электроприводу, а два других - с гладкой поверхностью, свободно вращающихся на осях, являются прижимными и установлены с возможностью перемещения по дуге окружности в плоскости ведущих роликов для прижатия изделия к ним в рабочем положении и удерживания фиксатором. При этом краны открыты в рабочем положении прижимных роликов и соединены между собой тягой, связанной с каждым из прижимных роликов. Техническим результатом изобретения является экономичное нанесение клеев или герметиков на замкнутые рамочные изделия с высокой скоростью, формирование слоев заданной толщины, геометрии и конфигурации на рамках разного типоразмера при обеспечении компактности устройства, простоты и удобства обслуживания. 5 з.п. ф-лы, 5 ил.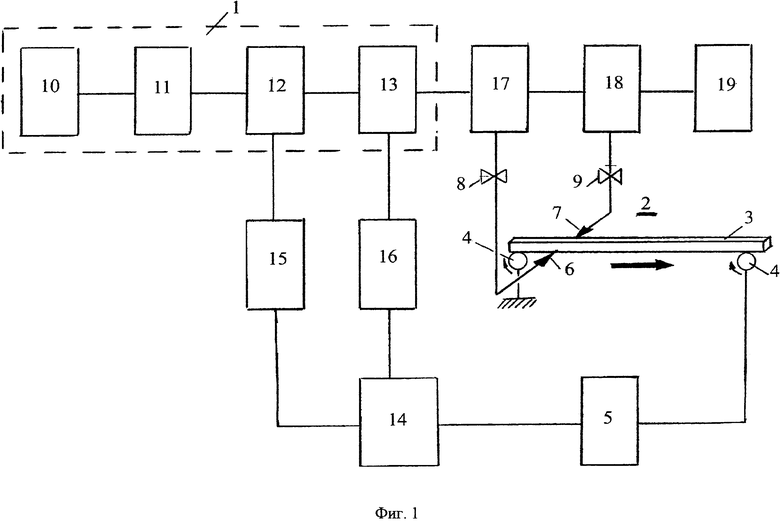
| WO 00/23200 A1, 27.04.2000 | |||
| Устройство к кромкофанеровальным станкам для нанесения клея-расплава | 1973 |
|
SU482296A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОКРЫТИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И ИЗДЕЛИЯ ИЗ ПОЛОСЫ | 1995 |
|
RU2149102C1 |
| КОНСТРУКЦИОННАЯ СТАЛЬВСЕСОЮЗНАЯПАТЕ11ТНО-Та:Ш!'!Е'~КДЯБИоЛИОТЕГНА | 0 |
|
SU336367A1 |
| Прессформа для изготовления абразивного инструмента | 1973 |
|
SU482309A1 |

