Изобретение относится к металлургической промышленности, в частности к непрерывной разливке цветных металлов.
Известны намоточные устройства для сворачивания прутков в бухты либо с приводом гибочных роликов, с помощью которых пруток изгибается по заданному радиусу и укладывается на свободновращающуюся корзину, либо привод вращает шпулю или корзину, на которую наматывается пруток. При этом в первом случае ролики работают периодически. Включение и отключение привода происходит в зависимости от величины провиса прутка между вытягивающим устройством и гибочными приводными роликами (патент США N 4768364, кл. B 21 C 47/00, 1988; Рекламный проспект "Апкаст. Непрерывное литье. Самая прибыльная технология для Вас". Оутокумпу Кастформ АО).
Основным недостатком намоточных устройств с использованием гибочных приводных роликов является невозможность согласования скорости вытягивания прутка из кристаллизатора при его формировании со скоростью движения в гибочных роликах с учетом того, что пруток вытягивающим устройством подается циклически. Количество циклов может достигать от десятков до сотен в минуту. При этом могут произойти отклонения от заданных параметров циклического вытягивания, что отразится на качестве отливаемой заготовки и может привести даже к обрыву прутка.
Наиболее близким к предлагаемому изобретению является моталка для сматывания непрерывнолитого слитка в бухты, снабженная гибочными неприводными роликами для изгиба слитка, свободно установленными на осях. Пруток проталкивается через гибочные ролики вытягивающим устройством, установленным в линии непрерывного литья, изгибается и укладывается в свободновращающуюся приемную корзину (RU 2027541, кл. B 22 D 11/14, 1995). В данной конструкции моталки пруток постоянно зажат гибочными роликами и при сматывании тонких прутков это обстоятельство не влияет на их качество.
При сматывании прутков большого диаметра, свыше 15 мм, усилия проталкивания прутка через гибочные ролики значительно возрастают. Эти усилия направлены вдоль оси прутка и при изгибе прутка это может привести к образованию трещин и возможному обрыву прутка, т.е. качество прутка ухудшается. Для снятия этих усилий ролики делают приводными. Недостатки намоточных устройств с приводными гибочными роликами описаны выше.
Достигаемым техническим результатом изобретения является исключение возможности ухудшения качества отлитых прутков большого диаметра при наматывании.
Указанный технический результат обеспечивается в устройстве для сматывания в бухты прутков большого диаметра, отливаемых методом непрерывного горизонтального литья, содержащем приемную корзину и механизм для изгиба прутка, включающий гибочные неприводные ролики, при этом механизм для изгиба прутка снабжен приводом с редуктором и соединенным с ним дополнительным гибочным роликом, установленным на подшипнике, который закреплен на эксцентрике, выполненном с возможностью вращения посредством привода для периодического нажима дополнительного ролика на пруток. Редуктор привода установлен с возможностью перемещения по направляющим для регулирования радиуса изгиба прутка.
Наличие в предлагаемой конструкции для сматывания прутков большого диаметра неприводных роликов и дополнительного гибочного приводного ролика, расположенного на эксцентрике, который приводится во вращение приводом, позволяет при циклическом вытягивании слитков перевести усилия, возникающие вдоль оси прутка, в усилия, направленные перпендикулярно прутку в точке касания. При этом приводной ролик свободно поворачивается на эксцентрике и не зажимает постоянно пруток, а периодически подходит к прутку, изгибая его. Кроме того, такое конструктивное выполнение не приводит к рассогласованию скорости вытягивающего устройства и скорости прохождения прутка между роликами, что обеспечивает высокое качество непрерывнолитых прутков большого диаметра при их сматывании в бухты.
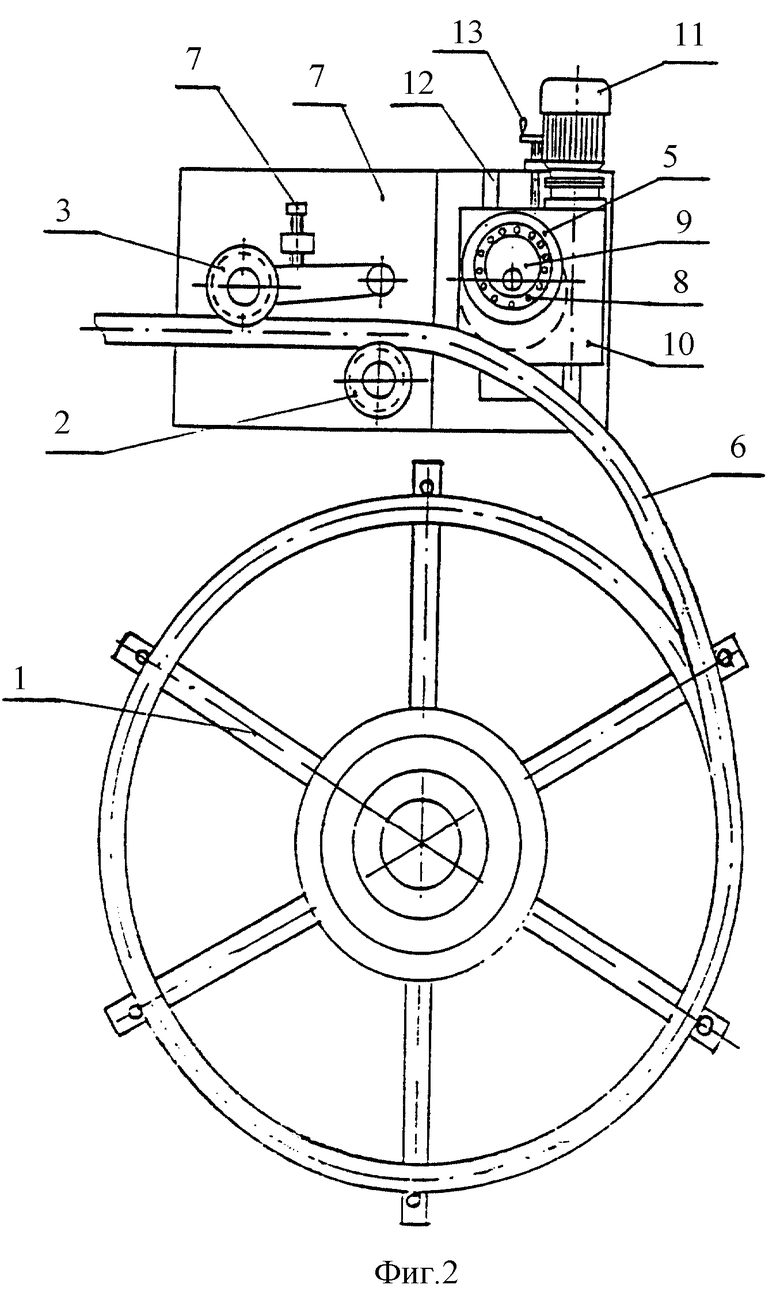
На фиг. 1 изображено предлагаемое устройство для сматыания в бухты непрерывнолитых слитков, на фиг. 2 - то же, вид сверху. Устройство состоит из приемной неприводной корзины 1 для формирования бухты прутков и гибочного механизма для изгиба прутка. Гибочный механизм состоит из неприводных роликов 2 и 3, закрепленных на станине 4, и приводного ролика 5. Гибочный ролик 3 является подвижным и с изменением диаметра отливаемых прутков 6 может менять свое положение с помощью регулировочного винта 7. Гибочный ролик 5 снабжен приводом и установлен на подшипнике качения (или скольжения) 8, который закреплен на эксцентрике 9. На редукторе 10 привода установлен электродвигатель 11, при этом редуктор крепится на направляющих 12 и может перемещаться по ним с помощью витка 13.
Устройство работает следующим образом.
При циклической подаче отливаемого прутка 6 вытягивающим устройством он свободно входит в гибочные ролики 2 и 3. Расположенный на эксцентрике 9 приводной гибочный ролик 5 совершает постоянное вращение, периодически нажимая на пруток и освобождая его. При этом идет циклическое изгибание прутка при его движении. Подшипник 8, закрепленный на эксцентрике 9, позволяет ролику 5 при контакте с прутком 6 сохранять относительно прутка неподвижное состояние в точке касания.
При вращательном движении эксцентрика 9 усилия, возникающие между роликом 5 и прутком 6, направлены перпендикулярно прутку в точке касания, при этом усилия, направленные вдоль прутка, не возникают. Радиус изгиба прутка регулируется за счет перемещения редуктора 10 по направляющим 12. Перемещение производится с помощью витка 13.
Разработанное устройство позволяет изгибать и сматывать в бухты непрерывнолитые прутки диаметром от 15 - 60 мм, обеспечивая при этом высокое качество прутков.
Изобретение относится к металлургии, в частности к непрерывному литью цветных металлов и сплавов. Устройство состоит из приемной корзины и механизма для изгиба прутка, включающего гибочные неприводные ролики. Для обеспечения высокого качества сматываемых в бухты прутков большого диаметра гибочный механизм содержит дополнительный гибочный ролик (ДГР), установленный на подшипнике, который закреплен на эксцентрике. ДГР соединен с приводом, имеющим редуктор. Редуктор привода может быть установлен с возможностью перемещения по направляющим для регулирования радиуса изгиба прутка. 1 з.п.ф-лы, 2 ил.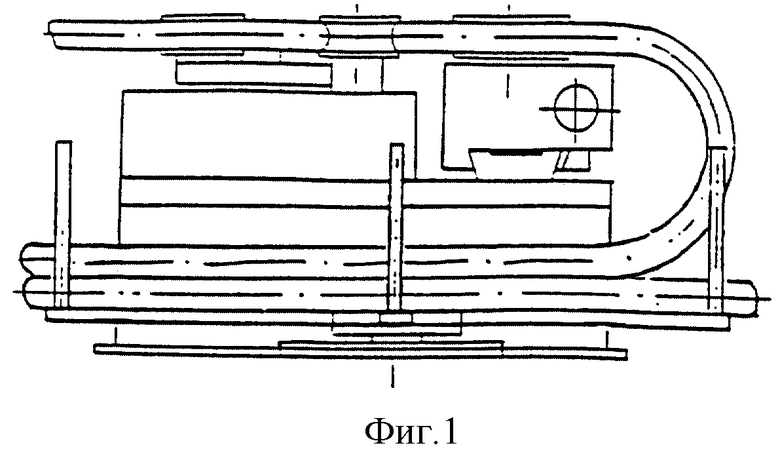
| СПОСОБ СБОРКИ КЛАПАНОВ АЭРОЗОЛЬНЫХ УПАКОВОК | 1990 |
|
RU2022754C1 |
| US 4768364, 06.09.1988 | |||
| УСТРОЙСТВО ДЛЯ СБОРА ВИТКОВ ПРОВОЛОКИ В БУНТ | 1992 |
|
RU2015766C1 |
| Способ получения проволоки и устройство для его осуществления | 1980 |
|
SU874258A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |

