Предлагаемое изобретение относится к области обработки поверхности изделий сферической формы и может быть использовано в тех отраслях промышленности, где осуществляют соответствующую обработку изделий.
Предлагаемое изобретение может быть использовано при обработке шариков из металла, стекла, пластмасс, янтаря и т. д.
Известно устройство для обработки шариков, описанное в патенте США 2734317, НКИ 51-73, опубликованное в 1953 г. Данное устройство содержит пару рабочих инструментов, выполненных в виде дисков, которые установлены с возможностью вращения вокруг осей.
В полость между дисками помещают обрабатываемые шарики и воздействуют на них средой под давлением, направленной тангенциально поверхностям рабочих инструментов.
К основным недостаткам данного устройства следует отнести невысокое качество обрабатываемой поверхности, так как последние не имеют гарантированного многоосновного вращения.
Наиболее близким по технической сущности и достигаемому результату является устройство для обработки шариков, предназначенное для осуществления способа по авторскому свидетельству 656811, М. кл. В 24 В 1/02, заявл. 20.09.76, опубл. 15.04.79.
Известное устройство содержит пару рабочих инструментов, выполненных в виде соосно установленных дисков.
Один из дисков смонтирован неподвижно, а второй установлен с возможностью вращения.
Оба диска по периферии снабжены кольцевыми выступами, ограничивающими по окружности полость между дисками, в которой размещен цилиндр. Данный цилиндр образует замкнутую камеру для подачи рабочей среды под давлением для обработки шариков. В боковой поверхности этой камеры выполнены тангенциально направленные сопла.
Основным недостатком данного способа также являются невысокое качество обработки шариков и его ограниченные функциональные возможности, так как предусматривается обработка изделий, выполненных только из одного материала (металла).
Задача, на решение которой направлено изобретение, - повышение качества обработки за счет придания заготовке еще более гарантированного многоосного вращения и расширение функциональных возможностей устройства за счет обработки изделий, выполненных из различных материалов, например из стекла, пластмассы, янтаря и т. д.
Технический результат достигается за счет того, что в устройстве для обработки шариков, содержащем пару рабочих инструментов, выполненных в виде дисков, снабженных по периферии кольцевыми выступами, и размещенный между дисками цилиндр, образующий камеру с каналами в боковой поверхности для подачи рабочей среды, кольцевые выступы обоих дисков имеют абразивное покрытие для снятия с заготовки припуска. Абразивное покрытие нанесено чередующимися участками с крупной и мелкой фракцией абразива соответственно. Диски установлены так, чтобы участки кольцевых выступов с мелкой фракцией одного диска были расположены напротив участков с крупной фракцией абразива на другом диске.
Это необходимо для придания заготовке многоосного вращения. При этом оси каналов для подачи рабочей среды расположены так, что обеспечивают тангенциальное направление рабочей среды по отношению к поверхностям рабочих инструментов, это обеспечивает более интенсивную смену оси вращения заготовки. Внутренние поверхности кольцевых выступов имеют сферическую форму для улучшения качества получаемых изделий. Верхний и нижний диски могут быть расположены с эксцентриситетом для еще лучшей смены оси вращения заготовки.
Сущность изобретения поясняется чертежом, на котором схематично изображено предлагаемое устройство.
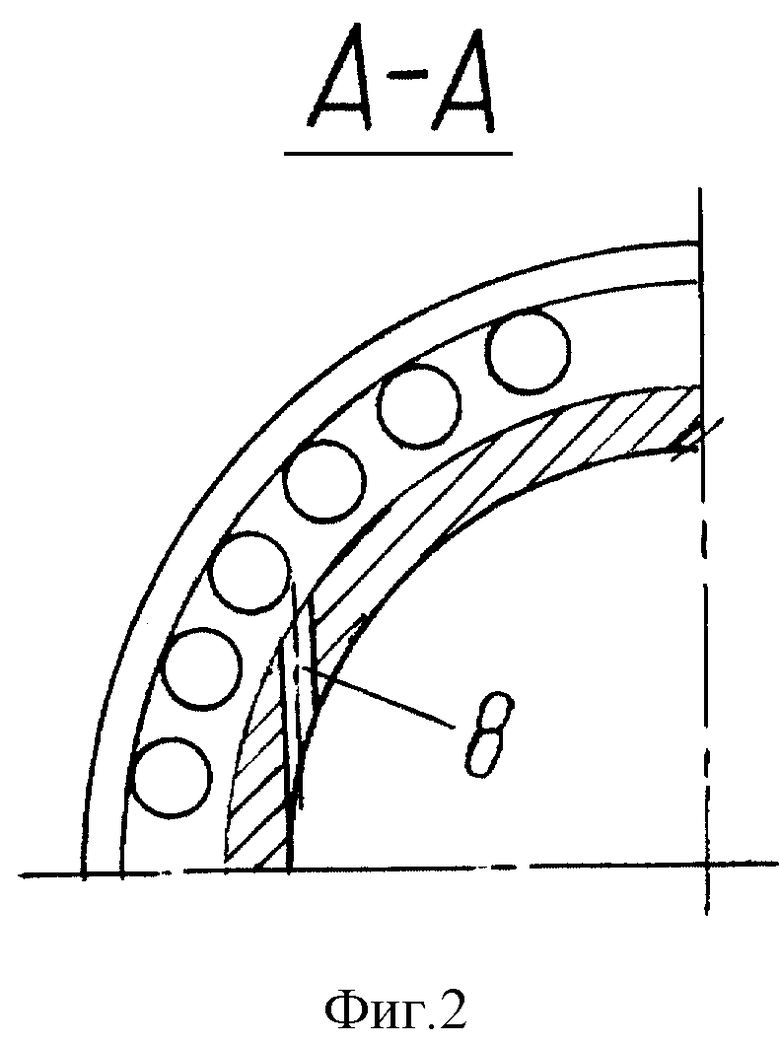
На фиг. 1 показан продольный разрез устройства, на фиг. 2 - сечение А-А на фиг. 1.
Устройство содержит пару рабочих инструментов 1 и 2, выполненных в виде дисков с кольцевыми выступами 3 и 4 по периферии. Последние ограничивают полость 5, образованную дисками 1 и 2. В этой полости на одном из дисков, например на неподвижном диске 2, укреплен цилиндр 6, образующий камеру 7, которая служит для подачи рабочей среды под давлением. В боковой поверхности цилиндра 6 выполнены каналы 8 для подачи рабочей среды по давлением, оси которых расположены так, что обеспечивают тангенциальное направление рабочей среды относительно поверхностей рабочих инструментов.
Кольцевые выступы 3 и 4 имеют абразивное покрытие, причем участки с абразивом крупной фракции чередуются с участками с абразивом мелкой фракции. Камера 7 соединена с компрессором 9 посредством регулятора давления 10 и дросселя 11.
Устройство для обработки шариков работает следующим образом.
Подлежащие обработке заготовки располагают в полости 5, для чего диск 1 приподнимают, например, с помощью винтовой пары. Возвратив диск 1 в исходное положение, обеспечивают наличие зазора между выступами 3 и 4, величина которого определяется экспериментально и зависит от величины давления воздействующей на шарики среды и диаметра обрабатываемых шариков. После этого в полость 5 под давлением подают среду, которая может быть жидкой или газообразной. Величина давления выбирается в зависимости от диаметра обрабатываемых шариков. Одновременно с рабочей средой в камеру 7 можно подать дозированное количество пасты или иного абразива.
Под воздействием рабочей среды заготовки получают вращение вокруг оси рабочих инструментов 1 и 2, перемещаясь по поверхностям выступов, покрытых абразивным материалом. Давление воздействующей на шарики рабочей среды во время одного их оборота вокруг оси рабочих инструментов изменяют от минимального до максимального значения по синусоидальному закону. Изменение давления осуществляют с помощью дросселя 11 с механическим приводом, отрегулированным так, что период изменения давления соответствует времени свершения центром шарика полного оборота вокруг оси диска. Уровень давления поддерживается регулятором давления 10, выход отработавшей среды происходит через зазор между выступами 3 и 4 рабочих инструментов.
Изменение давления воздействующей на шарики среды вызывает изменение усилия прижима шариков к абразивным поверхностям, вдоль которых перемещаются шарики, так как прижимное усилие в данных условиях обработки возникает за счет центробежных сил, определяемых в конечном итоге величиной давления воздействующей на шарики среды. Периодическое изменение прижимного усилия в условиях односторонней силовой связи, которая имеет место при сообщении шарикам вращения вокруг оси рабочих инструментов, обеспечивает возможность переориентации шариков относительно этих рабочих поверхностей. Происходит это под воздействием среды, направляемой под давлением тангенциально поверхностям рабочих инструментов.
Таким образом, при обработке шариков с сообщением им вращения, периодическое изменение давления воздействующей на шарики среды по синусоидальному закону, установленные с эксцентриситетом рабочие инструменты 1 и 2, абразивный материал различных фракций, нанесенный на сектора рабочих инструментов, различное направление осей каналов на различных секторах рабочих инструментов, возможное вращение нижнего рабочего инструмента обеспечивают гарантированное многоосное вращение шариков, в результате чего повышается качество обработанной поверхности шариков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКОЙ С ФОРМИРОВАНИЕМ САМООРГАНИЗУЮЩИХСЯ ИЗНОСОСТОЙКИХ СЛОЕВ КАРБИДОВ | 2001 |
|
RU2213160C2 |
| АБРАЗИВНАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 2000 |
|
RU2197370C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ШАРИКОВ ИЗ ПОЛУДРАГОЦЕННЫХ КАМНЕЙ | 2005 |
|
RU2294823C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯНТАРНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2179511C1 |
| СПОСОБ ОЧИСТКИ ЯНТАРЯ | 2001 |
|
RU2210483C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ ФАСОННОГО ИНСТРУМЕНТА, ПРЕИМУЩЕСТВЕННО ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЯНТАРЯ | 1998 |
|
RU2162780C2 |
| СПОСОБ ОБРАБОТКИ ЯНТАРЯ | 2000 |
|
RU2173258C1 |
| СПОСОБ ОБРАБОТКИ ЯНТАРЯ | 2000 |
|
RU2200093C2 |
| СБОРНЫЙ ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2203174C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ ЯНТАРЯ | 2001 |
|
RU2187519C1 |
Изобретение относится к обработке поверхности изделий сферической формы и может быть использовано при обработке шариков, выполненных из различных материалов, например из металла, стекла, пластмассы, янтаря и т. д. Устройство содержит пару рабочих инструментов в виде дисков с кольцевыми выступами по периферии и цилиндр, расположенный между дисками с образованием камеры. В боковой поверхности последней выполнены каналы для подачи тангенциально направленной по отношению к рабочим поверхностям инструментов рабочей среды. Внутренние поверхности кольцевых выступов инструментов выполнены сферическими, на кольцевые выступы нанесено абразивное покрытие с чередованием участков с крупной и мелкой фракциями абразива. Диски установлены из условия расположения участков кольцевых выступов с мелкой фракцией абразива одного диска напротив участков с крупной фракцией абразива другого. Использование устройства ведет к повышению качества обработки за счет придания заготовке гарантированного многоосного вращения и расширению функциональных возможностей устройства. 2 ил.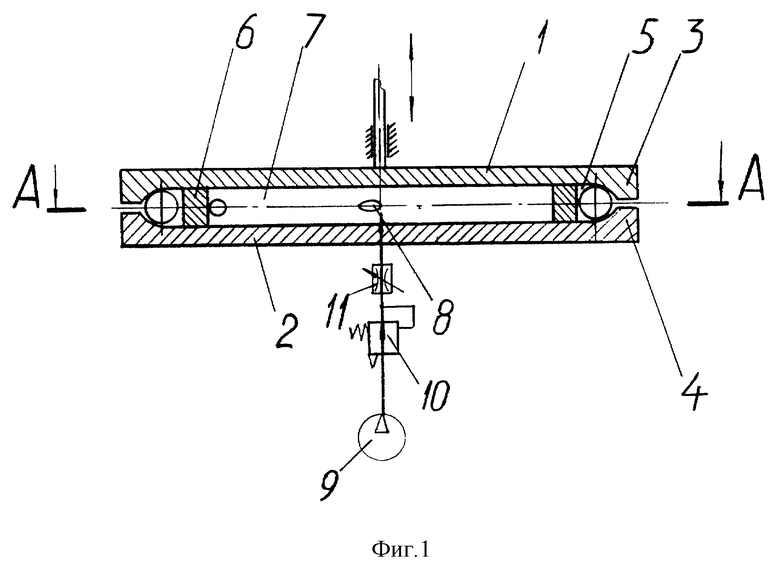
Устройство для обработки шариков, содержащее пару рабочих инструментов в виде дисков с кольцевыми выступами по периферии и цилиндр, расположенный между дисками с образованием камеры, в боковой поверхности которой выполнены каналы для подачи тангенциально направленной по отношению к рабочим поверхностям инструментов рабочей среды, отличающееся тем, что внутренние поверхности кольцевых выступов инструментов выполнены сферическими, на кольцевые выступы нанесено абразивное покрытие с чередованием участков с крупной и мелкой фракциями абразива, а диски установлены из условия расположения участков кольцевых выступов с мелкой фракцией абразива одного диска напротив участков с крупной фракцией абразива другого.
| Способ обработки шариков | 1976 |
|
SU656811A1 |
| Способ доводки шариков | 1980 |
|
SU948627A1 |
| Станок для обработки шариков | 1979 |
|
SU841925A1 |
| Устройство для обработки шариков | 1983 |
|
SU1123842A1 |
| Устройство для доводки шариков | 1989 |
|
SU1645106A1 |
| Установка для испытания образцов на длительную прочность | 1987 |
|
SU1439452A1 |

