Изобретение относится к области технологии получения негорючих тепло- и звукоизоляционных материалов на основе жидкого стекла и может быть использовано в строительстве, авиации, машиностроении, транспорте и других отраслях промышленности.
Известен способ получения теплоизоляционного материала, содержащего жидкое стекло, микрокремнезем, бикарбонат натрия, включающий гранулирование исходной смеси, термообработку ее в течение часа при 100oС, и 1 час при 250oС (см. патент РФ 2128633, МПК С 04 В 28/26). Техническим результатом является повышение прочности, снижение температуры термообработки, упрощение технологического процесса производства теплоизоляционного материала.
Недостатком данного способа являются периодичность действия установки, большая продолжительность процесса формирования изделия.
Известен способ получения гранулированных вспененных материалов на основе жидкого стекла с добавками гидроксида кальция, молотого песка, кремнийорганической жидкости, включающий стадии перемешивания компонентов в течение 5-60 минут, формирование гранул путем продавливания через отверстия 1-3 мм, после чего гранулы сушат при температуре 60-100oС в течение 1-15 минут, затем вспенивают при температуре 360-800oС, в течение 0,1-15 минут (см. патент РФ 2087447, МПК С 04 В 28/26). Способ используется для производства теплоизоляционных материалов и заполнителей.
К недостаткам способа относятся: периодичность действия теплового агрегата множество технологических операций, высокие энергетические затраты, узость ассортимента выпускаемой продукции (в основном, гранулят).
Известен способ изготовления легких строительных материалов, в частности, композитов на основе жидкого стекла, включающий операции формования гранул, термообработки их при температуре 120-150oС в течение часа при предварительном нагреве вяжущего и порообразователя до 50-60oС (см. патент РФ 2148043, МПК С 04 В 18/10). Техническим результатом является снижение насыпной плотности, повышение прочности при сжатии гранул и упрощение технологическою процесса изготовления легкого заполнителя.
Недостатки этого способа те же, что и для предыдущего аналога.
Наиболее близким техническим решением по отношению к заявляемому изобретению является заявка на изобретение 97101969, МПК С 04 В 28/26, в которой предложены:
1. Способ изготовления теплоизоляционного материала, включающий приготовление сырьевой смеси на основе жидкого стекла, подачу ее в тепловой агрегат, нагрев ее в зоне термического вспучивания, выгрузку готового продукта, отличающий тем, что приготовление сырьевой смеси осуществляется на основе жидкого стекла влажностью 7-70%, вспучивание сырьевой смеси осуществляется путем выпускания ее через фильеры и зону ударного нагрева с температурой 250-500oС.
2. Способ изготовления теплоизоляционного материала по п. 1, отличающийся тем, что сырьевую смесь нагревают под давлением от 0,1 до 1,5 МПа до температуры 105-180oС.
3. Способ изготовления теплоизоляционного материала по п. 1 или 2, отличающийся тем, что разогретую смесь подают в зону ударного нагрева с пульсирующим давлением.
4. Способ изготовления теплоизоляционного материала по любому из п. п. 1-3, отличающийся тем, что разогретую смесь подают в зону ударного нагрева в виде параллельных струй, соединяющихся при вспучивании в лист, или сплошного листа.
5. Способ изготовления теплоизоляционного материала по любому из п. п. 1-4, отличающийся тем, что скорость движения вспучивающейся сырьевой массы регулируют с помощью псевдоожиженного кварцевого песка, нагретого до 200-500oС.
Предложенные в заявке-прототипе 97101969/03 способы наряду с положительными сторонами имеют существенные недостатки:
1. Получение вспененного теплоизоляционного материала происходит с высокими энергетическими затратами, обусловленными высокими температурами (Т = 250-500oС) и большой продолжительностью (более 30 минут) формования в тепловом агрегате.
2. Проведение процесса формования теплоизоляционного материала при давлениях 0,1-1,5 MПа при температурах, сниженных до 105-180oС предусматривает применение автоклавной установки в технологической схеме, что усложняет технологию изготовления изделий и исключает непрерывность процесса.
3. Пульсирующий режим подачи разогретой сырьевой смеси в зону ударного нагрева требует дополнительного введения в технологическую схему процесса специального закачивающего устройства - насоса периодического (дискретного) действия, что также повышает себестоимость и усложняет процесс изготовления теплоизоляционного материала.
4. Авторы изобретения-прототипа в целях регулирования скорости движения вспучивающейся сырьевой массы в тепловом агрегате используют дисперсный материал (например, кварцевый песок различной степени дисперсности), нагретый до номинальной температуры вспучивания 200-500oС и находящийся в псевдоожиженном состоянии, что требует дополнительных материальных и энергетических затрат и также усложняет технологию.
5. Выпускание разогретой сырьевой массы в тепловой агрегат в зону термического вспучивания сопряжено с блокированием фильера отвердевшей массой жидкостекольной композиции, что приводит в итоге к невоспроизводимости эксплуатационных свойств теплоизоляционных материалов, вплоть до полного прекращения подачи исходной массы.
Задачами заявляемого способа является:
Упрощение технологии изготовления пористого материала на основе жидкостекольной композиции путем сокращения количества операций.
Снижение себестоимости конечного продукта за счет уменьшения энергетических и материальных затрат на производство изделия благодаря повышению эффективности теплопередачи от теплоносителя к сырьевой массе.
Повышение производительности путем создания непрерывной технологии и увеличения скорости формования и продвижения материала в тепловом агрегате.
Создание условий для полной автоматизации производства теплоизоляционного материала на основе жидкого стекла.
Увеличение ассортимента выпускаемой продукции.
Поставленные задачи решаются тем, что в способе получения пористого материала на основе жидкого стекла, включающем подачу исходной массы и вспенивание ее в тепловом агрегате в непрерывном режиме при атмосферном давлении в интервале температуры oт температуры начала испарения несвязанной воды из исходной массы, согласно предлагаемому решению, подачу исходной массы осуществляют при толщине ее слоя не более 5 мм; вспенивание проводят в тепловом агрегате, имеющем форму диффузора открытого типа с максимальной его высотой не более 50 мм, до температуры плавления отвердевшего пористого материала.
Внутреннюю часть теплового агрегата и фильер покрывают антиадгезионным антифрикционным покрытием.
Вспенивание исходной массы осуществляют в присутствии металлических порошков, химически взаимодействующих с раствором жидкого стекла с образованием солей и газообразных продуктов.
Подачу исходной массы через фильеры в непрерывном режиме осуществляют со скоростью, обеспечивающей формование и отрыв капель жидкой композиции.
Главными достоинствами заявляемого способа являются:
- предельная простота и надежность технологии;
- возможность использования натриевого, калиевого, литиевого и аммонийного жидких стекол различной плотности и различного силикатного модуля в различных композициях с наполнителями и добавками;
- малая продолжительность процесса вспенивания (вспучивания);
- широкий ассортимент выпускаемой продукции (теплоизоляционные блоки, засыпочный материал, гранулят, звукоизоляционные прокладки, огнестойкие защитные покрытия, адсорбционно-активные и влагопоглощающие вещества и т. д. );
- непрерывность действия технологической линии;
- возможность вариации эксплуатационных свойств пористых материалов (плотности, прочности, коэффициента теплопроводности, водо- и морозостойкости, горючести) путем изменения технологического режима процесса изготовления изделий;
- расширение области функциональной пригодности получаемых материалов;
- принципиальная возможность использования молотой силикат-глыбы для производства материалов.
Сущность заявляемого способа состоит в следующем (см. фиг. 1). Дозированные количества жидкого стекла 1, наполнителей 2 и добавок 3 загружают в смеситель 4, в котором при температуре +5 - +90oС происходит их перемешивание до однородного состояния. Особенностью процесса является то, что указанные компоненты можно подавать непрерывно. Исходную массу самопроизвольно или с помощью обычного насоса подают, минуя теплоизоляционную прокладку 5, фильеры или щель 6, размером не более 5 мм, в тепловой агрегат 7, имеющий форму диффузора с максимальной высотой до 50 мм, в котором происходит вспенивание (вспучивание) исходной массы. Перемещение исходной, отверждающейся и сформованной пористой массы вдоль диффузора осуществляется в результате гидравлического давления жидкой массы, избыточного давления выделяющегося водяного пара, давления расклинивающих сил твердой фазы в зоне расширения диффузора. Затем по достижению максимальной высоты диффузора и номинальной температуры в зоне нагрева от начала процесса испарения воды до начала плавления твердой фазы проводят операцию термостатирования до достижения конечным продуктом заданных эксплуатационных показателей. Максимальная высота слоя исходной массы (5 мм), максимальная высота слоя конечного продукта (50 мм) определены авторами на основе экспериментальных данных по оптимизации скоростей процесса формования пористого материала. При выходе высоты слоя исходной массы и высоты диффузора за указанные значения продолжительность процесса формования продукта значительно увеличивается, что неприемлемо по экономическим соображениям. Кроме того, ограничение диффузора по высоте обусловлено необходимостью получения изделий равномерной толщины, без горбушки. Ограничение процесса по температуре сверху и снизу связано с невозможностью получения пористых материалов.
Для существенного уменьшения сил трения, возникающих при движении пористой массы вдоль диффузора, внутреннюю часть его целесообразно покрыть антиадгезионным антифрикционным покрытием, например, термостойким тефлоном и другими термостойкими материалами.
С целью заметного ускорения процесса вспенивания и фиксации материала в исходные композиции авторы рекомендуют вводить дозированные количества металлических порошков, обладающих, с одной стороны, высокой теплопроводностью в начальном состоянии, а, с другой стороны, способностью растворяться в щелочном растворе жидкого стекла с образованием теплоизоляционных твердых веществ (алюминатов, цинкатов, силикатов. . . ) и газообразных продуктов. Такая модификация заявляемого способа позволяет регулировать начальную теплопроводность исходной массы, продолжительность процесса получения и свойства пористого материала. В качестве примеров рекомендуемых металлических порошков можно привести алюминиевую пудру, магниевую и цинковую пыль.
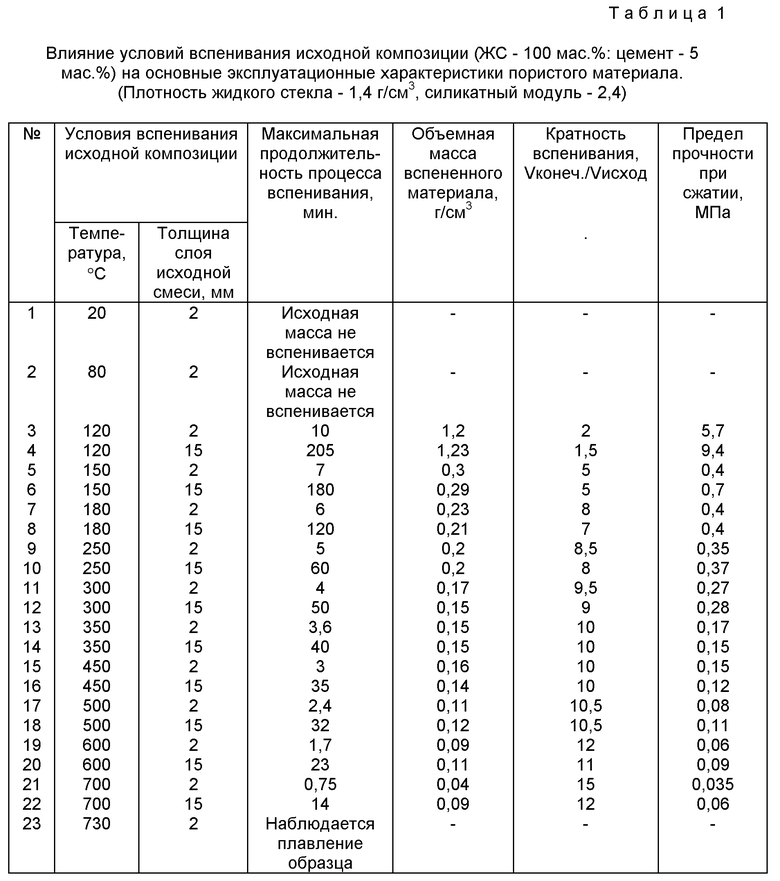
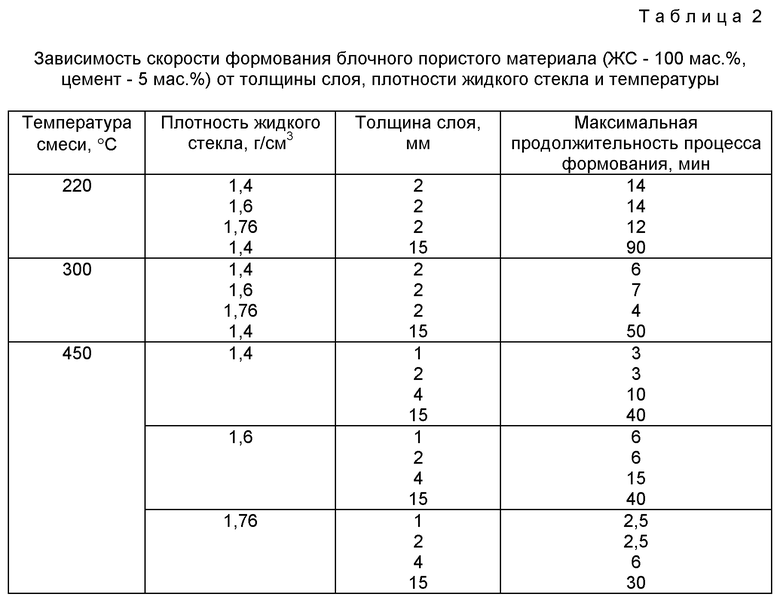
В табл. 1 и 2 авторы приводят примеры конкретного выполнения заявляемого способа. Как видно из табл. 1, главными параметрами процесса являются продолжительность, кратность вспенивания материала, его плотность (объемная масса) и предел прочности при сжатии. Указанные показатели достигают значений, требуемых Техническими Условиями и Технологическим Регламентом, при толщине слоя исходной композиции менее 5 мм, высоте диффузора менее 50 мм, непрерывной подаче массы в заданном интервале температуры, в условиях скольжения конечного продукта вдоль диффузора с антиадгезионным антифрикционным покрытием, при введении перечисленных выше добавок и самопроизвольном формировании капель жидкой массы в фильерах, при использовании различных видов вяжущих, наполнителей и отвердителей.
На основе проведенных авторами экспериментальных исследований были выявлены оптимальные условия получения блочных теплоизоляционных пористых материалов:
Толщина слоя подаваемой из фильер исходных смесей - 2 мм
Температура вспенивания исходной массы - 250-450oС
Плотность жидкого стекла - 1,76 г/см3
Высота диффузора - 16-20 мм
Вид функциональной добавки - Алюминиевая пудра
Предлагаемый способ является универсальным в планах создания широкого ассортимента выпускаемой продукции и быстрой переориентации технологического процесса в зависимости от конъюнктуры рынка, вида применяемого жидкого стекла, состава композиции и других не менее важных факторов производства.
В результате внедрения заявляемого способа были получены различные виды пористых материалов (блоки, листы, гранулят, засыпочный продукт произвольной формы, спекшийся конгломерат на основе гранул и др. ), имеющих широкую область функциональной пригодности (тепло-звукоизоляционные, огнестойкие, поверхностно-активные материалы), благодаря большому диапазону эксплуатационных показателей:
Плотность (объемная масса) - 0,04-1,23 г/см3
Кратность вспенивания - 15-1,4
Максимальная продолжительность процесса вспенивания - 2-205 мин
Предел прочности при сжатии - 0,035-9,4 МПа
Коэффициент теплопроводности - 0,045-0,44 Вт/(м•К)
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНОГО МАТЕРИАЛА | 2010 |
|
RU2452704C2 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИИ | 2001 |
|
RU2189956C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ | 2009 |
|
RU2397967C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА | 2009 |
|
RU2403230C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ БЛОКОВ | 2012 |
|
RU2513807C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО АДГЕЗИВА-РАСПЛАВА НА ОСНОВЕ БИТУМА | 2008 |
|
RU2370364C1 |
| ВСПЕНЕННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2268248C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОДОСТОЙКОГО ПОРИСТОГО ЗАПОЛНИТЕЛЯ | 2009 |
|
RU2406708C2 |
| СПОСОБ ПЕРЕРАБОТКИ НЕФТЕСОДЕРЖАЩИХ ШЛАМОВ | 2000 |
|
RU2193578C2 |
| СЫРЬЕВАЯ СМЕСЬ И СПОСОБ ПОЛУЧЕНИЯ ПЕНОСИЛИКАТНОГО ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА | 2010 |
|
RU2442760C1 |
Способ относится к области получения негорючих тепло- и звукоизоляционных материалов на основе жидкого стекла и может быть использован в строительстве, авиации, машиностроении, транспорте и других отраслях промышленности. Техническим результатом является упрощение технологии, снижение себестоимости, расширение области функциональной пригодности получаемых материалов. В способе получения пористого материала на основе жидкого стекла, включающем подачу исходной массы и вспенивание ее в тепловом агрегате в непрерывном режиме при атмосферном давлении в интервале температуры от температуры начала испарения несвязанной воды из исходной массы, подачу исходной массы осуществляют при толщине ее слоя не более 5 мм, вспенивание проводят в тепловом агрегате, имеющем форму диффузора открытого типа с максимальной его высотой не более 50 мм до температуры плавления отвердевшего пористого материала. Причем внутреннюю часть теплового агрегата и фильер покрывают антиадгезионным антифрикционным покрытием, вспенивание исходной массы осуществляют в присутствии металлических порошков, химически взаимодействующих с раствором жидкого стекла с образованием солей и газообразных продуктов, а подачу исходной массы через фильеры в непрерывном режиме осуществляют со скоростью, обеспечивающей формование и отрыв капель жидкой композиции. 3 з. п. ф-лы, 1 ил. , 2 табл.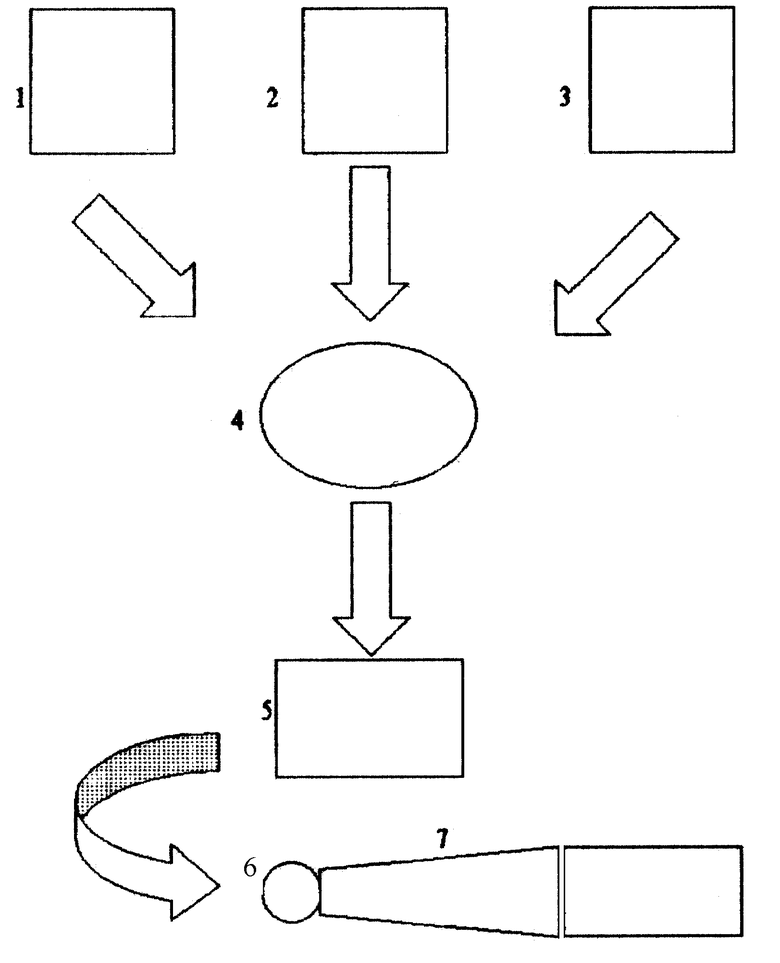
| RU 97101969 A1, 27.03.1999 | |||
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОГО МАТЕРИАЛА | 1998 |
|
RU2148044C1 |
| СЫРЬЕВАЯ СМЕСЬ И СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА | 1996 |
|
RU2128633C1 |
| СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1993 |
|
RU2087447C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛА ИЗ ОТХОДОВ МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА | 1996 |
|
RU2098380C1 |
| Композиция для получения теплоизоляционного материала | 1978 |
|
SU863575A1 |
| Способ изготовления пористого заполнителя | 1975 |
|
SU544634A1 |
| Устройство контроля внешнего вида деталей типа "втулка | 1987 |
|
SU1578470A1 |
| Способ разработки наклонных рудных тел средней мощности | 1988 |
|
SU1511398A1 |

