Изобретение относится к способам изготовления труб с внутренним антикоррозионным покрытием и может быть использовано при строительстве и ремонте трубопроводов различного назначения, транспортирующих химически агрессивные среды.
В настоящее время важной проблемой при строительстве трубопроводов с внутренним антикоррозионным покрытием является соединение труб сваркой, но при этом требуется полное сохранение антикоррозионного покрытия, прилегающего к месту сварного соединения. В связи с этим, разрабатываются различные конструкции труб с внутренним антикоррозионным покрытием, обеспечивающие соединение их методом сварки.
Известен способ соединения труб с внутренним антикоррозионным покрытием (пат. 2103593 РФ, МПК 6 F 16 L 58/02, 1998), по которому перед соединением труб в их концы запрессовывают тонкостенные втулки из коррозионно-стойкого термостойкого материала. Вначале производят сварку по облицовке, затем по материалу труб. Запрессовку осуществляют методом высокоскоростного пластического деформирования.
Недостатками данного способа являются: изготовление цельной тонкостенной втулки трудоемко и дорого; запрессовка втулки высокоскоростным пластическим деформированием требует применения сложного дорогостоящего оборудования, которое в РФ несерийно не выпускается; требуется дополнительная подготовка кромок под сварку.
Известен способ соединения труб с внутренним антикоррозионным покрытием (пат. 2103594 РФ, МПК 6 F 16 L 58/02, 1998), по которому при соединении труб с внутренним антикоррозионным покрытием предварительно облицовывают внутреннюю поверхность концов труб - запрессовывают на заданном расстоянии от торцов труб тонкостенные втулки. Концы втулки соединяют с трубой кольцевым сварным швом. На поверхность трубы между ее концом и втулкой наплавляют коррозионно-стойкий термостойкий металлический материал. Концы труб соединяют сваркой в два этапа: вначале сваривают материал наплавки, затем материал труб.
Недостатками данного способа являются: для изготовления трубы требуется до шести сварных операций; запрессовывание втулки требует применения дефицитного дорогостоящего оборудования; при изготовлении труб требуется большое количество и большой ассортимент вспомогательных материалов.
За прототип принята труба с внутренним защитным покрытием и способ ее изготовления (пат. 2130147 РФ, МПК 6 F 16 L 13/00, 9/00, 1999), которая включает цилиндрический вкладыш, выполненный из полосового коррозионно-стойкого металла с толщиной стенки 0,1-2,0 мм, а внутри цилиндрического вкладыша со стороны торца трубы установлен второй цилиндрический вкладыш из полосового коррозионно-стойкого металла с толщиной стенки менее 1,0 мм и шириной более 5,0 мм.
Недостатком данного способа является то, что наружная поверхность вкладыша к внутренней поверхности трубы крепится только одним продольным сварным швом, а это не обеспечивает надежную защиту зоны сварного шва от коррозии.
Задачами изобретения являются повышение производительности при изготовлении труб с внутренним антикоррозионным покрытием и надежности антикоррозионной защиты зоны сварного шва.
Поставленная задача решается тем, что изготовление трубы с внутренним антикоррозионным покрытием включает изготовление многослойных вкладышей из коррозионно-стойкого металла, закрепление их сваркой внутри концов трубы и нанесение антикоррозионного покрытия на внутреннюю поверхность трубы. Новым является то, что вкладыш изготавливают из ленты ее спиральной свивкой в несколько слоев внутри концов трубы, а наружную поверхность первого слоя вкладыша к внутренней поверхности концов трубы и поверхности последующих слоев вкладыша закрепляют между собой контактной шовной сваркой.
Анализ известных аналогичных решений позволяет сделать вывод об отсутствии в них признаков, сходных с отличающимися признаками в заявляемом способе, то есть о соответствии заявляемого способа критерию "существенные отличия".
Способ изготовления трубы с внутренним антикоррозионным покрытием поясняют чертежом и осуществляют следующим образом.
Производится подготовка (зачистка, обезжиривание) внутренней поверхности концов трубы 1 на длину вкладышей 2. Из коррозионно-стойкой металлической ленты ее спиральной свивкой в несколько слоев внутри концов трубы 1 изготавливают вкладыш 2. Наружную поверхность первого слоя вкладыша 2 к внутренней поверхности концов трубы 1 и поверхности последующих слоев вкладыша 2 между собой закрепляют контактной шовной сваркой. Контактная шовная сварка обеспечивает полный контакт и герметизацию соприкасающихся поверхностей всех слоев вкладыша и внутренней поверхности трубы. После этого внутрь трубы 1 наносят антикоррозионное покрытие 3, частично покрывая и вкладыш 2.
Изготовленные по предлагаемому способу трубы с внутренним антикоррозионным покрытием готовы для соединения их в трубопроводы сваркой.
Изготовление труб с внутренним антикоорозионным покрытием по предлагаемому способу повышает производительность при изготовлении труб и повышает надежность антикоррозионной защиты зоны сварного шва.
Источники информации
1. Патент 2103593 РФ, МПК 6 F 16 L 58/02. Способ соединения труб с внутренним антикоррозионным покрытием. А.К. Войнов, В.Ф. Оловянишников, В.А. Давыдов (РФ) и др. - 95119761/06. Заявлено 21.11.95; Опубл. 27.01.98. Бюл. 3.
2. Патент 2103594 РФ, МПК 6 F 16 L 58/02. Способ соединения труб с внутренним антикоррозионным покрытием /А. К. Войнов, В.Ф. Оловянишников, П.А. Анисимов (РФ) и др. - 96111759/06. Заявлено 11.06.96; Опубл. 27.01.98. Бюл. 3.
3. Патент 2130147 РФ, МПК 6 F 16 L 13/00, 9/00. Труба с внутренним защитным покрытием и способ ее изготовления /В.М. Айдуганов, М.И. Старшов, С.Л. Чахеев, Л. И. Волкова. - 97111225/06. Заявл. 01.07.97; Опуб. 10.05.99. Бюл. 13.
Изобретение относится к способам изготовления труб с внутренним антикоррозионным покрытием и может быть использовано при строительстве и ремонте трубопроводов различного назначения, транспортирующих химически агрессивные среды. Способ включает изготовление многослойных вкладышей из коррозионностойкой металлической ленты ее спиральной свивкой в несколько слоев внутри концов трубы, закрепление наружной поверхности первого слоя вкладыша к внутренней поверхности концов трубы и поверхностей последующих слоев вкладыша между собой контактной шовной сваркой. Техническим результатом изобретения является повышение надежности антикоррозионной защиты зоны сварного шва. 1 з.п. ф-лы, 1 ил.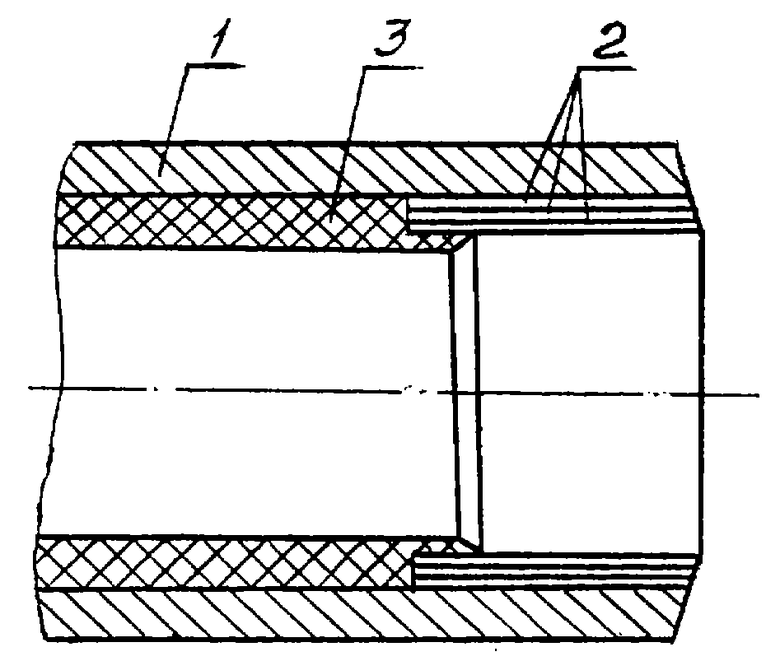
| ТРУБА С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2130147C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1995 |
|
RU2103593C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1996 |
|
RU2103594C1 |
| US 3453004 А, 01.07.1969 | |||
| ДИСКОВЫЙ КОНЦЕНТРАЦИОННЫЙ СТОЛ | 2009 |
|
RU2438788C2 |
