Изобретение относится к способам изготовления труб с внутренним антикоррозионным покрытием и может быть использовано при строительстве и ремонте трубопроводов различного назначения, транспортирующих химически агрессивные среды.
В настоящее время важной проблемой при строительстве трубопроводов с внутренним антикоррозионным покрытием является соединение труб сваркой, но при этом требуется полное сохранение антикоррозионного покрытия, прилегающего к месту сварного соединения. В связи с этим, разрабатываются различные конструкции труб с внутренним антикоррозионным покрытием, обеспечивающие соединение их методом сварки.
Известен способ соединения труб с внутренним антикоррозионным покрытием (пат. 2103593 РФ, МПК 6 F 16 L 58/02, 1998), по которому перед соединением труб в их концы запрессовывают тонкостенные втулки из коррозионно-стойкого термостойкого материала. Вначале производят сварку по облицовке, затем по материалу труб. Запрессовку осуществляют методом высокоскоростного пластического деформирования.
Недостатками данного способа являются: изготовление цельной тонкостенной втулки трудоемко и дорого; запрессовка втулки высокоскоростным пластическим деформированием требует применения сложного дорогостоящего оборудования, которое в РФ серийно не выпускается; требуется дополнительная подготовка кромок под сварку.
За прототип принят способ соединения труб с внутренним антикоррозионным покрытием (пат. 2103594 РФ, МПК 6 F 16 L 58/02, 1998), по которому при соединении труб с внутренним антикоррозионным покрытием предварительно облицовывают внутреннюю поверхность концов труб - запрессовывают на заданном расстоянии от торцов труб тонкостенные втулки. Концы втулки соединяют с трубой кольцевым сварным швом. На поверхность трубы между ее концом и втулкой наплавляют коррозионно-стойкий термостойкий металлический материал. Концы труб соединяют сваркой в два этапа: вначале сваривают материал наплавки, затем материал труб.
Недостатками данного способа являются: для изготовления трубы требуется до шести сварных операций; запрессовывание втулки требует применения дефицитного дорогостоящего оборудования; при изготовлении труб требуется большое количество и большой ассортимент вспомогательных материалов.
Задачами изобретения являются повышение производительности при изготовлении труб с внутренним антикоррозионным покрытием и надежности антикоррозионной защиты зоны сварного шва.
Поставленная задача решается тем, что изготовление трубы с внутренним антикоррозионным покрытием включает изготовление вкладышей из полосового коррозионно-стойкого металла, закрепление их внутри концов трубы сваркой и нанесение антикоррозионного покрытия на внутреннюю поверхность трубы. Новым является то, что вкладыши из коррозионно-стойкого металла соединяют контактной сваркой по всей поверхности их контакта с внутренней поверхностью концов трубы, а толщину вкладышей увеличивают приваркой контактной сваркой последующего витка коррозионно-стойкой металлической ленты по всей поверхности их контакта к внутренней поверхности уже сформированного вкладыша.
Анализ известных аналогичных решений позволяет сделать вывод об отсутствии в них признаков, сходных с отличающимися признаками в заявляемом способе, то есть о соответствии заявляемого способа критерию "существенные отличия".
Способ изготовления трубы с внутренним антикоррозионным покрытием осуществляют следующим способом.
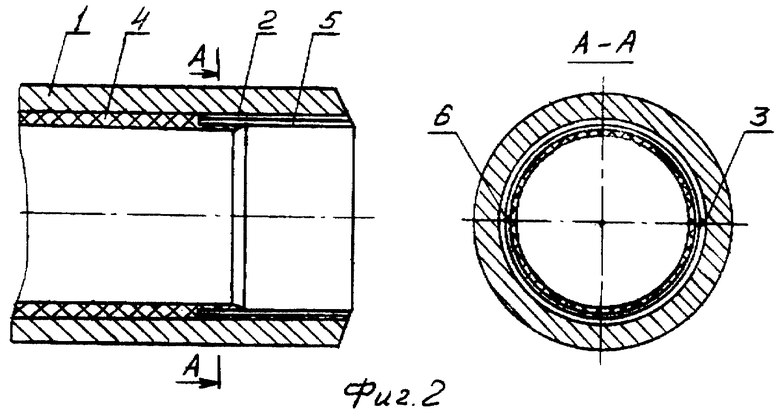
Производится подготовка (зачистка, обезжиривание) внутренней поверхности концов трубы 1 на длину вкладышей 2 (фиг. 1). Из коррозионно-стойкой металлической ленты внутри концов трубы 1 сворачивают трубки, создав вкладыши 2, и приваривают к внутренней поверхности концов трубы 1 контактной сваркой по всей площади вкладышей 2. Контактная сварка по всей площади вкладышей 2 означает, что сто процентов площади, т.е. каждый квадратный миллиметр поверхности вкладышей 2 соединяется с внутренней поверхностью концов трубы 1. Для усиления антикоррозионной защиты продольные кромки коррозионно-стойкой металлической ленты соединяют между собой продольным коррозионно-стойким сварным швом 3. После этого внутрь трубы 1 наносят антикоррозионное покрытие 4, частично покрывая и вкладыши 2. Для увеличения толщины вкладыша 2 (фиг. 2) приваривают контактной сваркой следующий слой 5 из коррозионно-стойкой металлической ленты к внутренней поверхности уже сформированных вкладышей 2. Слой 5 также создают, сворачивая трубки из коррозионно-стойкой металлической ленты, а контактной сварке подвергается сто процентов площади контакта слоев 2 и 5. Продольные кромки последующих слоев 5 коррозионно-стойкой металлической ленты соединяют между собой продольным коррозионно-стойким сварным швом 6. При этом последующий продольный коррозионно-стойкий сварной шов 6 в плане может совпадать с предыдущим продольным коррозионно-стойким сварным швом 3 или не совпадать (фиг. 2). После этого внутрь трубы также наносят антикоррозионное покрытие 4, частично покрывая и вкладыш 5.
Изготовленные по предлагаемому способу трубы с внутренним антикоррозионным покрытием готовы для соединения их в трубопроводы.
Изготовление труб с внутренним антикоррозионным покрытием по предлагаемому способу повышает производительность при изготовлении труб и повышает надежность антикоррозионной защиты зоны сварного шва.
Источники информации
1. Патент 2103593 РФ, МПК 6 F 16 L 58/02. Способ соединения труб с внутренним антикоррозионным покрытием (А.К. Войнов, В.Ф. Оловянишников, В.А. Давыдов (РФ) и др. - N 95119761/06. Заявлено 21.11.95; Опубл. 27.01.98. Бюл. N 3.
2. Патент 2103594 РФ, МПК 6 F 16 L 58/02. Способ соединения труб с внутренним антикоррозионным покрытием (А. К. Войнов, В.Ф. Оловянишников, П.А. Анисимов (РФ) и др. - N 96111759/06. Заявлено 11.06.96; Опубл. 27.01.98. Бюл. N 3.
Изобретение относится к строительству и может быть использовано при сооружении и ремонте трубопроводов различного назначения, транспортирующих химически агрессивные среды. Труба с внутренним антикоррозионным покрытием содержит вкладыши, изготовленные из полосового коррозионно-стойкого металла, закрепленные внутри концов трубы сваркой, и нанесенное антикоррозионное покрытие на внутреннюю поверхность трубы. Вкладыши из коррозионно-стойкого металла соединяют контактной сваркой по всей поверхности их контакта с внутренней поверхностью концов трубы. Толщину вкладышей увеличивают приваркой контактной сваркой последующего витка коррозионно-стойкой металлической ленты по всей поверхности их контакта к внутренней поверхности уже сформированного вкладыша. Упрощает технологический процесс изготовления трубы с внутренним антикоррозионным покрытием. 1 з.п. ф-лы, 2 ил.
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1996 |
|
RU2103594C1 |
| СПОСОБ НАНЕСЕНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБЫ | 1998 |
|
RU2137976C1 |
| ТРУБА С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2130147C1 |
| СПОСОБ ПРОФИЛАКТИКИ ВАРИАБЕЛЬНОГО ИММУНОДЕФИЦИТА, С ПРЕОБЛАДАНИЕМ НАРУШЕНИЙ ИММУНОРЕГУЛЯТОРНЫХ Т-КЛЕТОК, У ДЕТЕЙ СТАРШЕ 3 ЛЕТ, ПОТРЕБЛЯЮЩИХ ПИТЬЕВУЮ ВОДУ С ОСТАТОЧНЫМИ КОЛИЧЕСТВАМИ ПРОДУКТОВ ГИПЕРХЛОРИРОВАНИЯ | 2014 |
|
RU2564938C1 |
| Устройство для регулирования давления отбора пара для регенеративного подогрева воды на паровозе | 1947 |
|
SU71261A1 |
