Изобретение относится к обработке металлов резанием и используется, преимущественно, при сверлении отверстий для заклепочных соединений при сборке панелей агрегатов планера самолета.
Известен способ сверления отверстий в панелях (Технология самолетостроения./Под ред. А. Л. Абибова. М.: Машиностроение, 1970, с. 370), в котором при сверлении отверстий в продольных швах в панелях одинарной кривизны панель фиксируется в неподвижном состоянии, а головка СЗА-2 и прижим перемещаются вдоль шва и устанавливаются в требуемое положение автоматически. При сверлении отверстий в поперечных швах головка и прижим фиксируются в неподвижном состоянии, а панель поворачивается на требуемый угол. Недостатком способа является ограниченность технологических возможностей, т.е. невозможность применения известного способа для сверления отверстий в поверхностях двойной кривизны.
Прототипом предлагаемого изобретения является способ сверления отверстий в полых крупногабаритных деталях конической формы (а.с. 1013125, МПК В 23 В 35/00, 1983 г.). При осуществлении этого способа детали (инструменту) сообщают осевое перемещение и поворачивают деталь на величину рассчитываемого окружного шага, причем деталь устанавливают на двух разноразмерных роликах, расположенных на оси, перпендикулярной к оси инструмента, а затем деталь разворачивают так, чтобы образующая конуса была параллельна указанной оси роликов. Недостатком способа является ограниченность технологических возможностей его применения. Использование данного способа позволяет сверлить отверстия по нормали к криволинейной поверхности с прямолинейной образующей типа цилиндроида или конусоида и не позволяет сверлить отверстия в поверхностях двойной кривизны.
Задачей изобретения является обеспечение возможности сверления отверстий в поверхностях двойной кривизны.
Для достижения указанного технического результата в предлагаемом способе сверления отверстий, включающем перемещение детали и инструмента относительно друг друга с обеспечением установки оси инструмента по нормали к криволинейной поверхности в центре обрабатываемого отверстия, сообщения инструменту вращательного движения вокруг собственной оси и движение вдоль нее, дополнительно установку инструмента осуществляют определенным образом. Инструмент устанавливают на необходимый угол в пространстве с помощью программно-управляемых направляющих втулок, что обеспечивает сверление отверстий по нормали к любой криволинейной поверхности. Отличительными признаками предложенного способа является то, что инструменту сообщают повороты относительно двух дополнительных осей, расположенных под острыми углами относительно друг друга и относительно оси инструмента, все оси располагают с пересечением в центре обрабатываемого отверстия на поверхности детали.
Сущность изобретения поясняется конструктивно-технологической схемой устройства, предназначенного для обеспечения предлагаемого способа.
Отверстия сверлят в детали 1 (см. чертеж) с криволинейной поверхностью. Криволинейная поверхность имеет в сечениях взаимно перпендикулярных плоскостей Р и Q переменную кривизну радиуса R - в сечении плоскостью Р и переменную кривизну радиуса r - в сечении плоскостью Q. Деталь 1 устанавливают относительно инструмента 2 с возможностью перемещения ее на шаг S в точку А - центр очередного отверстия путем поступательных перемещений относительно трех координатных осей X, Y и Z с помощью, например, известных поддерживающих устройств или столов станков с программным управлением. Одновременно ось инструмента OS1 устанавливают по нормали к поверхности, для чего ее поворачивают вокруг дополнительной оси OS2, например, с помощью направляющей втулки 3 с приводом 4 и одновременно поворачивают относительно оси OS3 с помощью направляющей втулки 5 и привода 6. Оси OS1, OS2 и OS3 расположены под острым углом α относительно друг друга и пересекаются в одной точке А, расположенной в центре обрабатываемого отверстия на поверхности детали. При соответствующих поворотах оси OS1 относительно осей OS2 и OS3 инструмент можно установить под любым углом в пространстве в пределах телесного угла 4α относительно оси OS3. При этих поворотах линейные координаты точки А не изменяются, так как точка А является общей для всех осей. После установки инструмента по нормали в центре обрабатываемого отверстия на поверхности детали включают подачу шпинделя 7 вдоль оси OS1 с помощью привода 8. После обработки отверстия инструмент возвращают в исходное положение и повторяют линейные перемещения детали 1 вдоль координатных осей на шаг S и повороты оси OS1 относительно осей OS2 и OS3 до установки оси инструмента по нормали к поверхности для сверления очередного отверстия. Направляющие втулки 3 и 5 расположены в корпусе 9.
Таким образом, использование предлагаемого изобретения позволяет в сравнении с прототипом получать качественные отверстия в криволинейных поверхностях не только конической формы, но и в поверхностях двойной кривизны. Преимуществом предлагаемого способа является также и то, что существенно упрощаются расчеты программ для станков за счет привязки всех осей вращения к центру обрабатываемого отверстия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ | 1998 |
|
RU2146985C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ С КРИВОЛИНЕЙНЫМИ ПОВЕРХНОСТЯМИ | 1999 |
|
RU2169643C1 |
| СПОСОБ ОБРАБОТКИ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ ДЕТАЛИ | 1999 |
|
RU2170649C2 |
| МНОГОЭЛЕКТРОДНЫЙ ИНСТРУМЕНТ | 2001 |
|
RU2193476C1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ИЗОЛЯЦИИ С КАБЕЛЯ | 2000 |
|
RU2179357C1 |
| СПОСОБ ОТБОРТОВКИ ОТВЕРСТИЙ В ЛИСТОВОЙ ЗАГОТОВКЕ | 1998 |
|
RU2153405C2 |
| СПОСОБ СБОРКИ АГРЕГАТОВ ЛЕТАТЕЛЬНОГО АППАРАТА | 1999 |
|
RU2179136C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ МЕЖОСЕВОГО РАССТОЯНИЯ ОТВЕРСТИЙ | 1998 |
|
RU2142612C1 |
| СПОСОБ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК | 1998 |
|
RU2148460C1 |
| СПОСОБ ВЫТЯЖКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1998 |
|
RU2146981C1 |
Изобретение относится к обработке металлов резанием, сверлению отверстий для заклепочных соединений при сборке панелей агрегатов самолета. Способ заключается в том, что детали и инструменту сообщают перемещение друг относительно друга с обеспечением установки оси инструмента по нормали к поверхности детали в центре обрабатываемого отверстия, затем инструменту сообщают вращательное движение вокруг собственной оси и движение подачи вдоль нее. Для обеспечения возможности сверления отверстий в поверхностях двойной кривизны при установке инструменту сообщают повороты относительно двух дополнительных осей, расположенных под острыми углами относительно друг друга и относительно оси инструмента, а все оси располагают с пересечением в центре обрабатываемого отверстия на поверхности детали. 1 ил.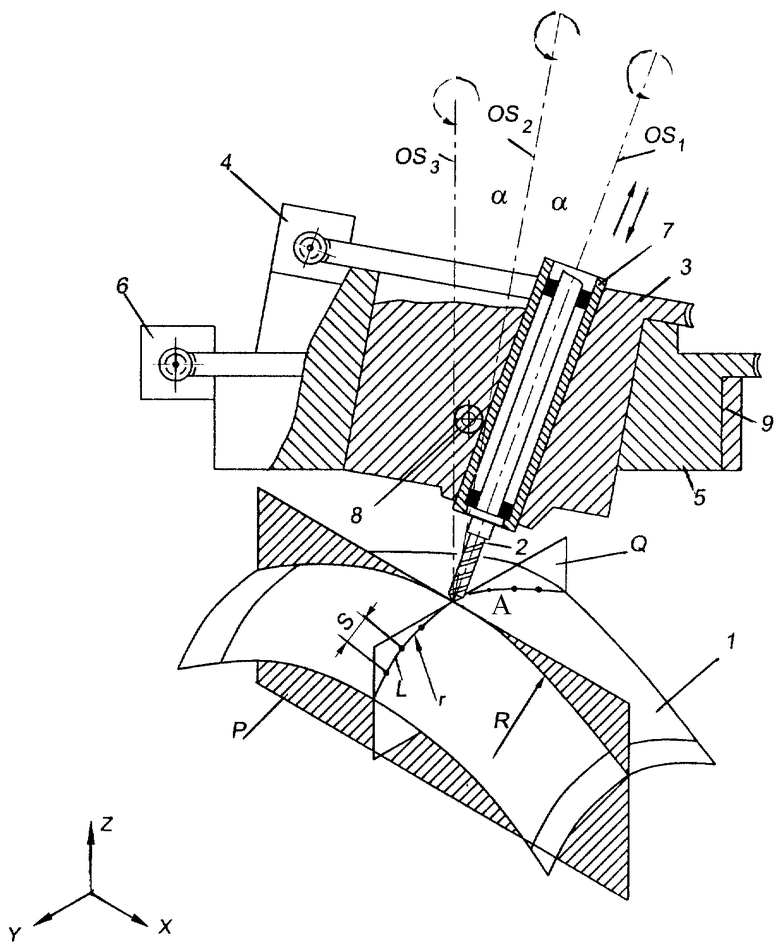
Способ сверления отверстий в деталях с криволинейной поверхностью, при котором детали и инструменту сообщают перемещение друг относительно друга с обеспечением установки оси инструмента по нормали к поверхности детали в центре обрабатываемого отверстия, затем инструменту сообщают вращательное движение вокруг собственной оси и движение подачи вдоль нее, отличающийся тем, что при установке инструменту сообщают повороты относительно двух дополнительных осей, расположенных под острыми углами относительно друг друга и относительно оси инструмента, а все оси располагают с пересечением в центре обрабатываемого отверстия на поверхности детали.
| Способ сверления отверстий в полых крупногабаритных деталях конической формы | 1982 |
|
SU1013125A1 |
| Способ обработки радиально расположенных отверстий | 1977 |
|
SU634858A1 |
| Способ разметки центров отверстий на внутренней поверхности сферической детали | 1977 |
|
SU634859A1 |
| Фрезерная головка | 1979 |
|
SU812446A1 |
| Устройство для сверления | 1980 |
|
SU979029A1 |
| ТРЕХСЛОЙНАЯ ПАНЕЛЬ | 0 |
|
SU383652A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |

